Изобретение относится к области гальванотехники и может быть использовано в различных отраслях промышленности для получения равномерного гальванического покрытия на внешних поверхностях изделий, преимущественно сложной формы.
Для обеспечения равномерного нанесения гальванического покрытия на сложнопрофильные изделия зачастую требуется применение дополнительных электродов.
Известен способ нанесения гальванических покрытий на изделие, включающий постоянное подключение источника тока к изделию, поочередное подключение его к различным анодам гальванической ванны и характеризуется тем, что во время нанесения покрытия осуществляют перемещение изделия от одного анода к другому, а поочередное подключение производят к аноду, более удаленному от изделия [А.с. 1182092 СССР, МПК C25D 7/00, 21/12. Способ нанесения гальванических покрытий на изделие / А.Н. Алексеев (СССР). - №3717411/22-02; заявл. 03.04.84; опубл. 30.09.85, Бюл. №36. - 3 с.].
Недостатками аналога являются сложность реализации перемещения изделия от одного анода к другому в ограниченном стандартными размерами пространстве гальванической ванны, а также необходимость определения оптимального межэлектродного расстояния представляет собой технически сложную задачу, что затрудняет применение аналога в мелкосерийном многономенклатурном производстве.
Наиболее близким к заявляемому техническому решению по технической сущности и достигаемому техническому результату, принятым за прототип, является способ нанесения гальванических покрытий на изделия, при котором к электродам относительно размещенного между ними изделия прикладывают два различных по величине напряжения в прямом и обратном направлениях, нанесение покрытия осуществляют возвратно-поступательно перемещая изделие между электродами и изменяя полярность прикладываемых напряжений при прохождении изделием среднего положения. При этом большее по величине напряжение прикладывают в прямом направлении к удаляющемуся от изделия электроду [Саковец С.И., Хмыль А.А., Шапчиц А.В. МПК C25D 5/18 Способ нанесения гальванических покрытий // Патент Республики Беларусь №1366. 1996. - 8 с.].
Недостатками прототипа являются сложность реализации перемещения изделия между электродами и, кроме того, наличие дополнительного источника напряжения также усложняет гальванический процесс.
В основу настоящего изобретения положена задача улучшения равномерности покрытия сложнопрофильных изделий в мелкосерийном многономенклатурном производстве за счет упрощения способа гальванического нанесения покрытия на внешнюю поверхность изделий.
Указанный технический результат достигается за счет того, что способ включает размещение в ванне с электролитом электрода-анода, изделия-катода и дополнительных электродов-анодов, к которым прикладывают два различных по величине напряжения в прямом и обратном направлениях, причем дополнительные электроды-аноды располагают на электроизолированных фрагментах штанги с индивидуальными токоподводами, при этом при нанесении покрытия при изменении полярности прикладываемых напряжений производят отключение от источника питания различных электродов-анодов на длительность катодного и анодного периодов, причем в прямом направлении отключают электроды-аноды, расположенные на наименьшем расстоянии до поверхности изделия, а в обратном направлении отключают электроды-аноды, расположенные на наибольшем расстоянии до поверхности изделия.
Сущность заявляемого способа нанесения гальванических покрытий на сложнопрофильное изделие заключается в следующем.
При нанесении гальванического покрытия на изделие-катод, расположенное с электродами-анодами в гальванической ванне, применяется периодическая смена полярности напряжения в прямом и обратном направлениях (катодный и анодный периоды). Под катодным периодом понимается длительность протекания тока в прямом направлении, под анодным - в обратном направлении. Одновременно со сменой полярности на длительность катодного и анодного периодов происходит отключение от источника питания определенных (в общем случае различных) анодов. Улучшение равномерности гальванического покрытия обуславливается тем, что отключение анодов на катодном периоде оказывает наибольшее влияние на «краевой эффект», в то время как их отключение в анодный период обеспечивает увеличение скорости растворения металла покрытия на более близких к подключенным анодам поверхностях катода, чем к отключенным.
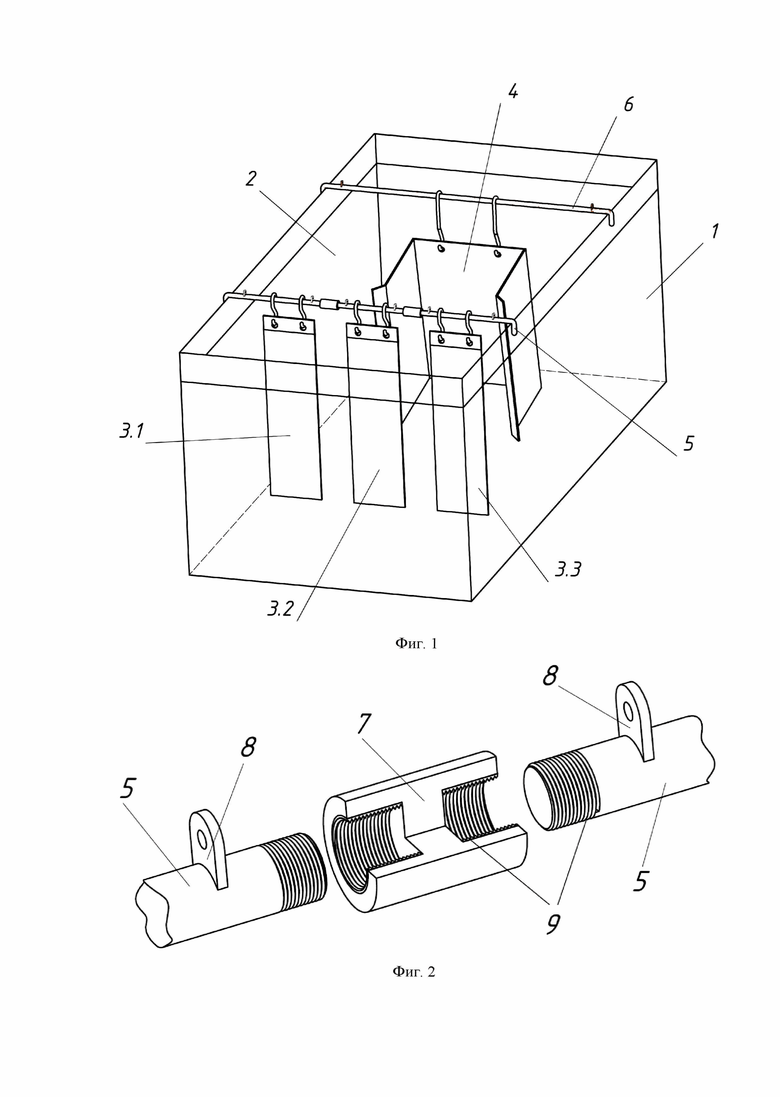
В установке на фиг. 1 для реализации заявляемого способа представлена гальваническая ванна 1, заполненная электролитом 2 с тремя независимыми анодами 3.1, 3.2 и 3.3, каждый из которых подключается к общему источнику питания через устройство (источник питания и устройство на фиг. 1 не представлены), позволяющее реализовать периодическую смену полярности и отключение требуемых анодов от источника питания, для увеличения равномерности покрытия на сложнопрофильном катоде 4. Аноды 3.1, 3.2, 3.3 и катод 4 подвешиваются на штангах 5 и 6 соответственно. С задней торцевой стороны катода 4 также может располагаться штанга с независимыми анодами (на фиг. 1 не представлены). Суммарное количество, форма и площадь анодов напротив торцевых поверхностей катода могут быть произвольными и подбираются индивидуально в зависимости от формы обрабатываемого изделия. Количество катодов, подвергаемых гальванической обработке, также может варьироваться в зависимости от размеров ванны и формы подвески. Отключение соответствующих анодов от источника питания для исключения протекания через них тока в катодный и анодный периоды обеспечивается электроизоляцией фрагментов штанги 5 с помощью диэлектрических вставок 7. Фрагменты штанги 5 с подвешенными на них анодами снабжены индивидуальными креплениями 8 для токоподвода (фиг. 2). Для соединения концов фрагментов штанги 5 с диэлектрическими вставками 7 предусмотрено наличие резьбы 9.
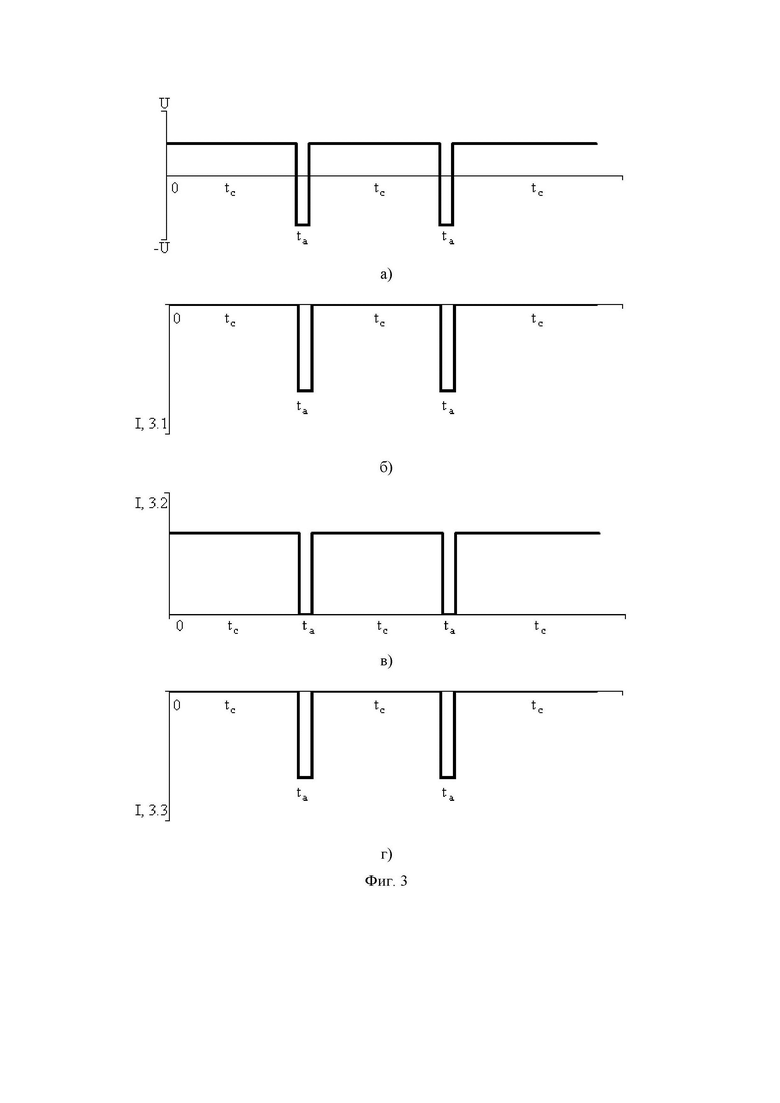
В катодный период к «минусу» от источника питания подключается катод, а к «плюсу» подключаются только те аноды, расстояние от поверхности которых до поверхности катода наибольшее, поскольку из теории электрохимического осаждения известно, что наибольшая равномерность покрытия, наносимого на поверхность катода, улучшается при увеличении расстояния между анодом и катодом. В анодный период к «плюсу» от источника питания подключается катод, а к «минусу» подключаются только те аноды, расстояние от поверхности которых до поверхности катода наименьшее, поскольку при анодной поляризации усиленно растворяется покрытие на участках катода, которые имеют повышенную толщину из-за высокой плотности тока, а скорость данного растворения в несколько раз больше скорости наращивания металла покрытия в катодный период, тем самым обуславливается выравнивающее воздействие подключаемых анодов. Определение профиля катода осуществляется во время загрузки подвески с ним в гальваническую ванну путем измерения расстояний от анодов до поверхности катода с помощью линейки бесконтактных измерителей расстояния. Соотношение длительностей катодного и анодного периодов составляет от 10:1 до 15:1. При этом величину силы тока (I) для катодного и анодного периодов подбирают исходя из формирования средних плотностей тока на поверхности изделия, обеспечивающих получение наиболее равномерного покрытия или интенсификацию гальванического процесса. На фиг. 3а показано изменение направления напряжения (U), а также режимы работы анодов 3.1 (фиг. 3б), 3.2 (фиг. 3в) и 3.3 (фиг. 3г) при подключении к «плюсу» источника питания анода 3.2, а к «минусу» источника питания анодов 3.1 и 3.3 для катодного (tc) и анодного (ta) периодов соответственно.
В качестве источника питания может использоваться выпрямительный агрегат, снабженный блоком реверса для установки величины длительностей катодного и анодного периодов, а также соответствующие им величины силы тока, например, модели выпрямителей Пульсар ПРО, Flex Kraft.
Для отключения анодов от источника питания в катодный и анодный периоды могут применяться двухпозиционные магнитные контакторы с электронным приводом катушки (например, серии КНЕ, Siemens SIRIUS) для синхронизации с блоком реверса источника питания посредством программируемого логического контроллера, например, моделей ОВЕН, Zelio Logic.
В роли бесконтактных измерителей расстояния могут выступать ультразвуковые или лазерные датчики, моделей UM и LDM.
Реализацию диэлектрических вставок для электроизоляции фрагментов анодных штанг возможно осуществить с использованием полипропилена.
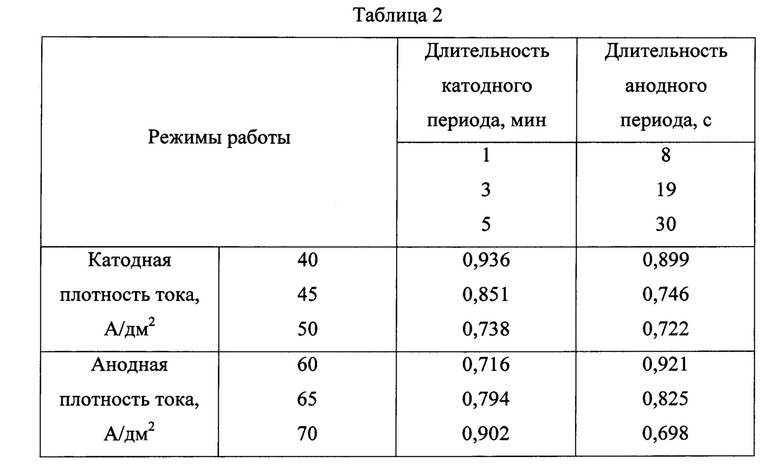
Пример. Нанесение хромового гальванического покрытия в «саморегулирующемся» электролите, имеющим следующий состав (г/л) и режим работы: хромовый ангидрид - 225-300; сернокислый стронций - 5,5-6,5; кремнефтористый калий - 18-20; хром трехвалентный - 3-10; температура электролита, °С - 55-65; катодная плотность тока, А/дм2 - 40-50; анодная плотность тока, А/дм2 - 60-70; длительность катодного периода, мин - 1-5; длительность анодного периода, с - 8-30; расстояние от анодов до поверхности катода при поступательном движении, дм - 0,5-0,9; расстояние от анодов до поверхности катода при обратном движении, дм - 1,6-2. Длительность хромирования составляла 1 ч и процесс протекал в полипропиленовой гальванической ванне размерами 4×3×3 дм3 со стальным катодом конфигурации согласно фиг. 1 и площадью обрабатываемой поверхности 3,5 дм2, а также тремя одинаковыми свинцово-оловянными прямоугольными анодами с соотношением площадей поверхностей 2:1. Хромированию подвергалась только передняя торцевая часть изделия с изолированием задней торцевой части.
При реализации заявляемого способа к «плюсу» источника питания на длительность катодного периода подключался центральный анод, а на длительность анодного периода к «минусу» источника питания подключались крайние аноды.
В качестве источника питания выступал выпрямительный агрегат Flex Kraft FLX-01 VER. 02.41, для подключения/отключения анодов применялись три контактора КНЕ320 250А, работой которых управлял ОВЕН ПЛК 160.
Каждый эксперимент согласно ГОСТ 9.302-88 повторялся 3 раза с последующим усреднением измеренной толщины покрытия на эквивалентных участках поверхности изделия прибором неразрушающего контроля «Константа К5» с основной погрешностью не более ± (0,01⋅δ+1) мкм, где δ - толщина покрытия, мкм. Определение равномерности покрытия производилось согласно отношению минимальной толщины покрытия к средней толщине покрытия на поверхности изделия.
Полученные данные для способа-прототипа и заявляемого способа представлены в таблицах 1 и 2 соответственно.
Заявляемый способ позволяет получить для рассматриваемой формы изделия более равномерное хромовое покрытие (на 10,2 %) по сравнению со способом-прототипом, при этом не требуется перемещение изделия между электродами и наличие дополнительного источника питания, что упрощает гальванический процесс. Изменение формы покрываемого изделия влечет за собой только изменение режима подключения/отключения электродов, что позволяет использовать заявляемый способ при обработке сложнопрофильных изделий в мелкосерийном многономенклатурном производстве.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов | 2020 |
|
RU2746191C1 |
| Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов | 2020 |
|
RU2746505C1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Устройство для электрохимического формирования керамикоподобных покрытий на поверхностях изделий из вентильных металлов | 2020 |
|
RU2746192C1 |
| Способ регулировки силы тока и соотношения анодной и катодной составляющих тока в конденсаторной установке микродугового оксидирования | 2023 |
|
RU2812068C1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ТИПА ТЕЛ ВРАЩЕНИЯ | 2009 |
|
RU2427672C1 |
| СИСТЕМА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ ПОСРЕДСТВОМ ПРИМЕНЕНИЯ ГАЛЬВАНИЧЕСКОЙ ТЕХНОЛОГИИ | 2008 |
|
RU2473718C2 |
| Устройство для микродугового оксидирования | 2014 |
|
RU2613250C2 |
Изобретение относится к области гальванотехники и может быть использовано в различных отраслях промышленности для получения равномерного гальванического покрытия на внешних поверхностях изделий, преимущественно сложной формы. Способ включает размещение в ванне с электролитом электрода-анода, изделия-катода и дополнительных электродов-анодов, к которым прикладывают два различных по величине напряжения в прямом и обратном направлениях, причем дополнительные электроды-аноды располагают на электроизолированных фрагментах штанги с индивидуальными токоподводами, при этом при нанесении покрытия при изменении полярности прикладываемых напряжений производят отключение от источника питания различных электродов-анодов на длительность катодного и анодного периодов, причем в прямом направлении отключают электроды-аноды, расположенные на наименьшем расстоянии до поверхности изделия, а в обратном направлении отключают электроды-аноды, расположенные на наибольшем расстоянии до поверхности изделия. Технический результат: получение более равномерного покрытия на изделии, а также упрощение реализации гальванического процесса. 1 з.п. ф-лы, 1 пр., 2 табл., 3 ил.
1. Способ нанесения гальванического покрытия на изделие сложной формы, включающий размещение в ванне с электролитом электрода-анода, изделия-катода и дополнительных электродов-анодов, к которым прикладывают два различных по величине напряжения в прямом и обратном направлениях, отличающийся тем, что дополнительные электроды-аноды располагают на электроизолированных фрагментах штанги с индивидуальными токоподводами, при этом при нанесении покрытия при изменении полярности прикладываемых напряжений производят отключение от источника питания различных электродов-анодов на длительность катодного и анодного периодов, причем в прямом направлении отключают электроды-аноды, расположенные на наименьшем расстоянии до поверхности изделия, а в обратном направлении отключают электроды-аноды, расположенные на наибольшем расстоянии до поверхности изделия.
2. Способ по п. 1, отличающийся тем, что соотношение длительностей катодного и анодного периодов составляет от 10:1 до 15:1.
| Способ нанесения гальванических покрытий на изделие | 1984 |
|
SU1182092A1 |
| Способ электрохимического нанесения металлических покрытий | 1977 |
|
SU717157A1 |
| Способ питания анодов гальванических ванн | 1976 |
|
SU594216A1 |

