Изобретение относится к гальванотехнике и может быть использовано в процессе хромирования на токе переменной полярности.
Наиболее близким к предложенному по технической сущности и достигаемому результату является способ стабилизации гальванического процесса на токе переменной полярности, включающий регулирование величины тока ванны и коррекцию количества электричества, протекающего через ванну в периоды катодной полярности, прямо пропорционально отклонению напряжения на электродах ванны от заданного значенил. D
Недостатком известного способа стабилизации гальванических процессов является нарушение ритмичности процесса, так как при изменении состава электролита в процессе работы ванны изменяется напряжение на электродах ванны во время катодной полярности и изменяется длительность периодов катодной полярности. Это приводит к изменению длительности всего гальванического процесса, состоящей из сутипиы времен катодных и анодных полярностей. Неритмичность известного способа не позволяет встраивать .
его в непрёрывный технологический процесс изготовления изделий с жестким циклом работы, где гальваническая обработка является промежуточной операцией.
Цель изобретения - обеспечение ритмичности процесса.
Поставленная цель достигается тем, что в способе стабилизации гальванического процесса на токе переменной полярности, включающем регулирование величины тока ванны и коррекцию количества электричества, протекающего через ванну в периоды катодной полярности, прямо пропорционально отклонению напряжения на электродах ванны от заданного значения, коррекцию количества электричества осуществляют изменением величины катодного тока ванны в зависимости, обратно пропорциональной изменению выхода по току.
Такая коррекция количества электричества обеспечивает четкую ритмичность процесса, так как длительность процесса не изменяется, и,в то же время, обеспечивается постоянство толщины хрома при обеднении электролита.
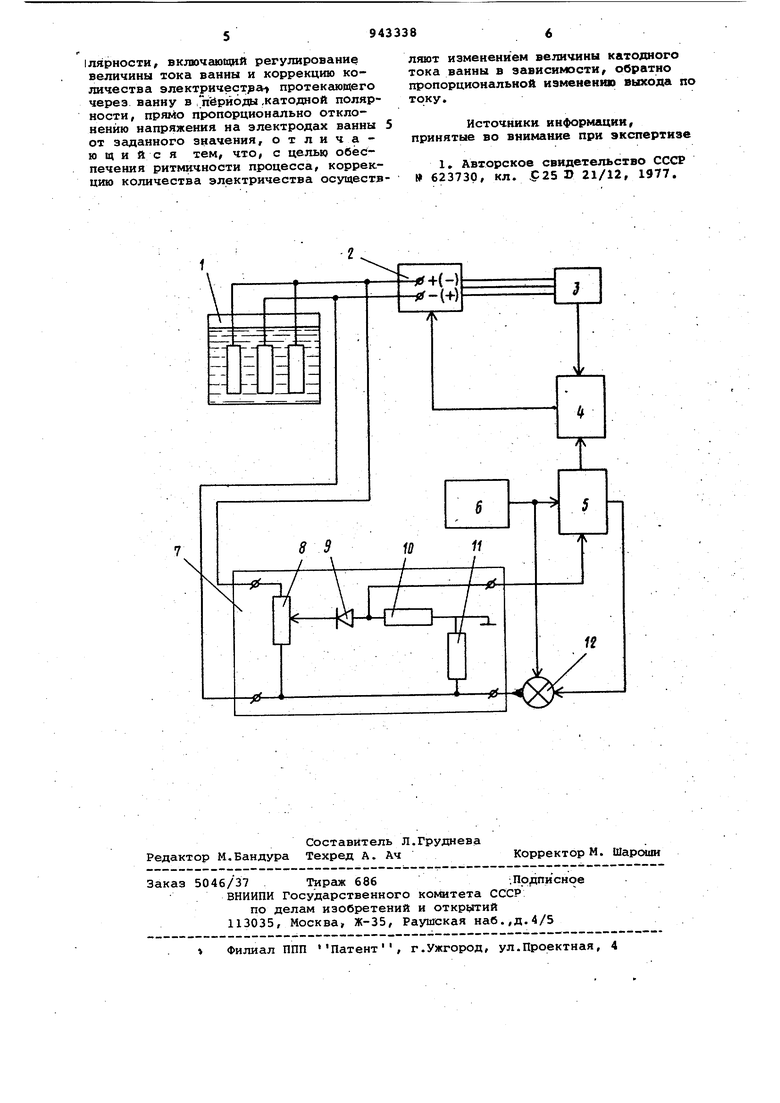
Способ осуществляется, следующим образом. По мере рабоШ ванны хромирования происходит гПоот ённЪе обеднение, электролита хромовым ангидридом, выход по току и проводимость электролита с7нижают ся. Ухудшение проводимости приводит к повышению напряжения на электродах ванны (при автоматическом регулировании тока и температуры)-, что и используется как косвенный параметр для оценки величины выхода по току. Для ксянпенсации уменьшения толщины хромового покрытия из-аа снижения выхода по току необходимо увеличить количество электричества, про текающего через ванну во время катод ной полярности, путем увеличения катодного тока. Это обеспечивает ритмичность процесса, так как длительность как катодных, так и анодных циклов хромирования остается постоян ной, и обеспечивает возможность встраивания в автоматическую линию изготовления изделий с жестким циклом работы. Наблюдаемое при увеличении тока повышение напряжения на электродах ванны учитывается в элементе, выявляющем изменение напряжения на элект родах, и на оценку величины выхода по току не влияет. На чертеже представлена блок-схема устройства, с помощью которого осуществляется предлагаемый способ. Гальваническая ванна 1 питается от реверсивного тиристорного выпрямителя 2, имеющего систему автоматтического регулирования силы тока, состоящую, например, из трансформаторов тока 3 и регулятора 4, управляющего цепями поджига. тиристорного выпрямителя 2. Цепь коррекции величины катодного тока состоит из запоминающего усилителя 5 с задатчиком .тока б и элемента 7, выявляющего изменение напряжения на электродах ван ны 1 от изменения выхода по току. Часть напряжения с электродов ванны 1, снимаемая потенциометром 8,. подае ся через разделительный диод 9, пропускающий сигнал только в периоды ка тодной полярности, на резистор сравнения 10. Этот сигнал сравнивается с напряжением на резисторе И, поступающем с сумматора 12, производящего сложение стабилизированного напряжения задатчика тока 6 и напряжения за поминающего усилителя 5, соответству ющего приращению напряжения на элект родах ванны, увеличивающего катодный ток. Поэтому напряжение на резисторе 10 соответствует .повышению напряжения на электродах ванны 1 за счет уменьшения проводимости ванны при снижении выхода по току. Напряжение, снимаемое с резистора Ю сравнения, подается на запоминающий усилитель 5 Сигнал от усилителя. 5 подается на ре улятор 4 для коррекции величины катодного тока. Пример. Проводят хромирование штоков на токе переменной полярности в стандартном электролите следующего , г/л Хромовый ангидрид 250 Серная кислота 2,4 Выход по току 15%, длительность повторяющейся катодной полярности 30 мин, Сцлитель}1ость повторяющейся анодной полярности 20 с, толщина покрытия 0,12+0,01 мм, величина тока катодной полярности на ванне 1200 А, анодной полярности 800 А. После обработки 500 Штоков состав электролита изменяется в результате снижения концентрации хромового ангидрида с 250 до 210 г/л, и выход по току снижается с 15% до 12%. Следствием этого является повышение напряжения на электродах ванны во время катодной полярности с б В до 7,6 В. Причем повышение напряжения на 0,6 В увеличивает величину катодного тока до 1400 А, необходимого для получения заданной толщины покрытия (0,12 мм) и сохранения постоянной длительности катодной полярности |(30 мин) .i Напряжение на электродах ванны во время катодной полярности через делитель и разделительный диод 9 сравнивается с суммарньл напряжением задатчика тока и напряжением запоминающего усилителя 5, пропорциональным изменению катодного тока, что соответствует 0,6 В повышения напряжения на электродах ванны. Изменение.напряжения на резисторе lO сравнения, соответствующее уменьшению выхода по току, подается через запоминающий усилитель 5 на регулятор 4, который увеличивает величину катодного тока до 1400 А. Коррекция величины катодного тока происходит непрерывно, а длительности как катодной, так и анодной полярности сохраняк)тся неизменными и цикл обработки деталей выдерживается постоянным. Предлагаемый способ обеспечивает ритмичность процесса хромирования, что позволяет создавать автоматические линии для гальванической обработки деталей с жестким циклом работы и встраивать эти линии в непре- рывный технологический процесс йзготовления изделий. Кроме того, использование предлагаемого способа при обработке деталей двигателя обеспечивает высокое качество покрытий, что позволяет уменьшить процент брака и увеличить моторесурс двигателя. Ожидаемый, годовой экономический эффект от использования предлагаемого .способа хромирования 178,0 тыс.руб. Формула изобретения Способ стабилизации гальванического процесса на токе переменной по лярностя, включаюногй регулирование величины тока ванны и коррекцию количества электричества протекающего через ваииу в периоды .катодной полярности, прямо пропорционгшьно отклонению напряжения на электродах ванны от заданного значения, о т л и ч а ю щи и с я тем, что, с целью обеспечения ритмичности процесса, коррекцию количества электричества осуществляют изменением величины катодного тока ванны в зависимости обратно пропорциональной изменению выхода по току.
Источники информгщии, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 623730, кл. iC25 D 21/12, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стабилизации гальванического процесса на токе переменной полярности | 1978 |
|
SU775195A1 |
| Способ стабилизации токовых параметров гальванических процессов | 1978 |
|
SU715650A1 |
| Способ стабилизации гальванических процессов | 1977 |
|
SU623730A1 |
| Устройство для стабилизации гальванического процесса на токе переменной полярности | 1983 |
|
SU1063871A1 |
| Способ стабилизации токовых параметров в процессе гальванопокрытий на токе переменной полярности | 1976 |
|
SU655751A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ В ВАННЕ С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕКТРОДАМИ | 2019 |
|
RU2719050C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Способ определения суммарного содержания органических примесей в потоке раствора электролита | 1989 |
|
SU1723513A1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ | 1995 |
|
RU2084560C1 |
| Способ хромирования | 1978 |
|
SU875888A1 |
