Предлагаемое изобретение относится к получению наноструктурированного хромового покрытия и может быть использовано в машиностроении, приборостроении и других областях техники.
Далее в тексте заявителем приведены термины, которые необходимы для облегчения однозначного понимания сущности заявленных материалов и исключения противоречий и/или спорных трактовок при выполнении экспертизы по существу.
Наноструктурированные покрытия - это термобарьерные, износостойкие, коррозионностойкие покрытия, предназначенные для восстановления и продления сроков работы оборудования нефтегазовой, авиационной, атомной, машиностроительной, металлургической, строительной и др. отраслей промышленности [https://neftegaz.ru/tech-library/tekhnologii/141456-nanostrukturirovannye-pokrytiya/].
Емкостный индукционный фильтр - это устройство для уменьшения переменных составляющих (пульсаций) выпрямленного напряжения, состоящее из дросселя и из емкостных элементов - конденсаторов. Дроссель представляет собой обычную катушку, характеризующуюся определенной индуктивностью. Сглаживающее действие фильтра основано на возникновении в дросселе ЭДС самоиндукции, препятствующей изменению выпрямленного тока. Сглаживающие фильтры включаются между выпрямителем и нагрузкой для уменьшения переменных составляющих (пульсаций) выпрямленного напряжения. Он обеспечивает регулируемую сглаженную форму напряжения - постоянное напряжение, не снижаемое до нуля [https://www.electronicsblog.ru/].
Сглаживающий фильтр - это устройство, предназначенное для уменьшения пульсаций выпрямленного напряжения. Принцип работы: во время действия полуволны напряжения происходит заряд реактивных элементов (конденсатора, дросселя) от источника - диодного выпрямителя, и их разряд на нагрузку во время отсутствия, либо малого по амплитуде напряжения [https://emkelektron.webnode.com/news/sglazhivajushchije-filtry/].
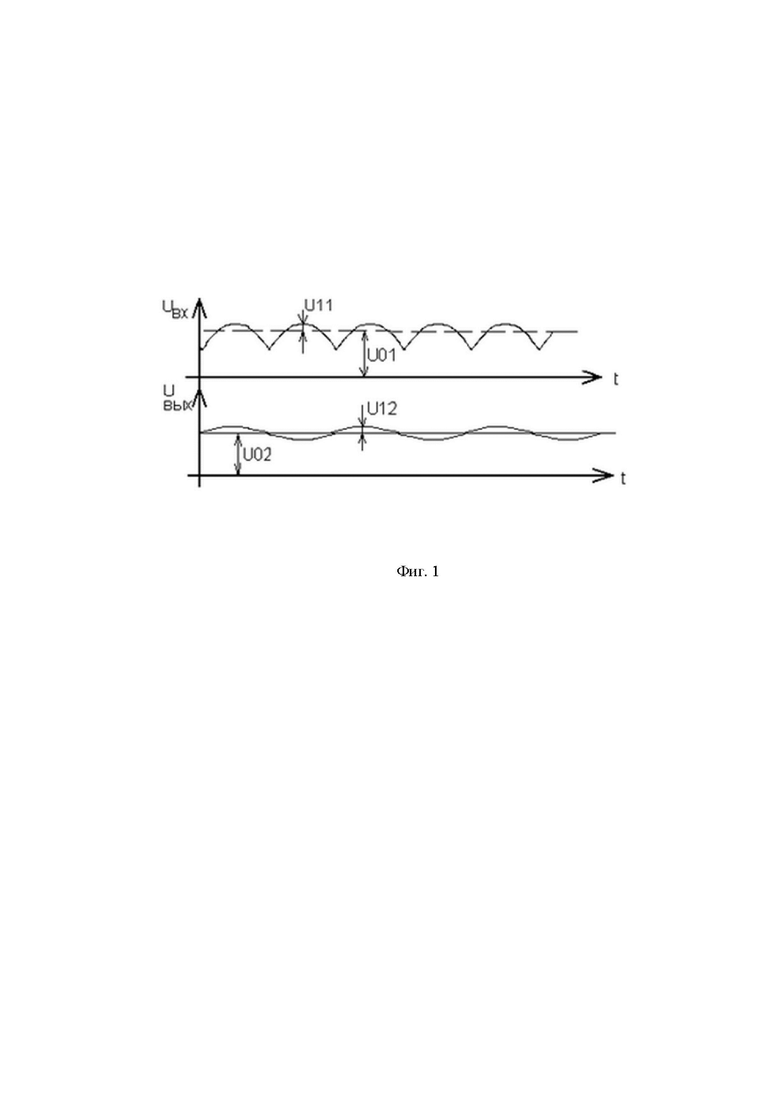
Сглаженная форма напряжения - постоянное напряжение, не снижаемое до нуля (Фиг.1, нижний график).
Пульсирующая форма напряжения - переменное напряжение за счет пульсирующих токов, которые имеют неизменное направление, но меняют свое значение, могут быть различными. Иногда значение тока изменяется от наибольшего значения до наименьшего, не равного нулю. В других случаях ток уменьшается до нуля. Если цепь постоянного тока прерывается с некоторой частотой, то в течение некоторых промежутков времени ток в цепи отсутствует (Фиг. 1, верхний график) [http://electricalschool.info/].
Электрохимическое осаждение или гальваническое осаждение - это процесс покрытия металлов пленкой, получаемой в результате электролиза раствора, содержащего ионы необходимых примесей, например, хрома, никеля, меди и др. Аппаратура для проведения процесса состоит из анода и катода, погруженных в соответствующий электролит. Металл осаждается на катоде [http://metallicheckiy-portal.ru/articles/zashita_ot_korrozii_metalla/elektroximicheskaa_zashita/elektroximicheskoe_pokritie _i_osajdenie_metallov/1#:~:text=Электрохимическое%20осаждение%20металлов%20относится% 20к,использования%20легко%20видоизменяемых%20методов%20осаждения].
Хромирование - это процесс осаждения на поверхность детали слоя хрома из электролита под действием электрического тока в процессе электрохимического (гальванического) осаждения. Слой хрома может наноситься для декоративных целей, для обеспечения защиты от коррозии или для увеличения твердости поверхности [Ю.М. Лахтин, В.П. Леонтьева. Материаловедение. - М.: Машиностроение, 1990].
Хромовое покрытие - это покрытие, получаемое в процессе хромирования.
Плазма - это частично или полностью ионизированный газ, образованный из нейтральных атомов (или молекул) и заряженных частиц (ионов и электронов). Чтобы система с заряженными частицами стала плазмой, им требуется расположиться на минимальном расстоянии друг от друга и взаимодействовать между собой. Из-за постоянного движения частиц плазма становится отличным проводником электрического тока. А используя магнитные поля, можно сконцентрировать ее в струю и контролировать дальнейшее движение [https://ru.wikipedia.org/wiki/Плазма].
Воздействие плазмой - это процесс низкотемпературной газовой (плазменной) обработки материалов под воздействием электрического разряда при температурах от 45 градусов Цельсия до 105 градусов Кельвина.
Газовый разряд - это все явления и процессы, связанные с протеканием электрического тока через газ.
Хромирование стальных изделий - это технологическая операция на промышленных производствах. Хромовые покрытия обеспечивают изделиям красивый внешний вид и защиту материала от воздействия окружающей среды, в частности от коррозии, а также применяется при восстановлении изношенных деталей. Чаще всего хромирование проводят электрохимическим методом - металл осаждается в гальванических ваннах под действием электрического тока.
Толщина гальванического хромового покрытия устанавливается в зависимости от его назначения и условий эксплуатации. Толщина слоя, предназначенного для восстановления изношенных размеров, может достигать 500 мкм. Защитно-декоративные слои, нанесенные на детали из меди и сплавов на ее основе по толщине, составляют около 6,0-9,0 мкм, а на никелевом подслое - 0,5-1,5 мкм. Если необходимо повысить износостойкость штампов, пресс-форм и т.п., то толщина хромового слоя может колебаться в пределах от 9 до 60 мкм.
Гальванические хромовые покрытия используются [https://magnetline.ru/raznoe/chto-takoe-hromirovannoe-pokrytie.html]:
- при изготовлении отражателей, зеркал, прожекторов и т.д., поскольку покрытие обладает высокими отражающими свойствами, которые уступают только алюминию и серебру, но эти свойства более стабильны в силу хорошей устойчивости хрома к окислению;
- в защитно-декоративных целях, поскольку с подслоем никеля и меди хромовое покрытие отлично защищает от коррозии сталь и придает изделию привлекательный внешний вид. Так, защитно-декоративное гальваническое хромирование используют для формирования слоев на некоторых деталях автомобилей, приборах, мотоциклах, велосипедах и т.д.;
- для восстановления размеров, например, путем наращивания хромового слоя на изношенной поверхности термообработанных валов и втулок, что позволяет продлить срок эксплуатации изделий и восстановить первоначальные размеры;
- для увеличения износостойкости ответственных деталей.
Толщина хромового покрытия зависит от назначения изделий и может находиться в диапазоне от 5 до 350 мкм и более - до 500 мкм.
Так, твердое хромирование с наименьшим разбросом толщин требуется на штоках цилиндров, поршневых кольцах, гильзах и других цилиндрических поверхностях [http://spg-kompozit.ru/services/galvanicheskoe-khromirovanie/#:~:text=Толщина%20хромового%20покрытия%20в%20зависимости,гильзах%20 и%20других%20цилиндрических%20поверхностях].
Электрохимическое нанесение металлов обычно является наиболее применяемым способом как по материальным затратам, так и по качеству получаемых покрытий в сравнении, например, с погружением в расплавленный металл.
Однако электрохимический (гальванический) способ не лишен недостатков. К ним можно отнести снижение механических характеристик изделия в процессе нанесения металла. Особенно сильно это затрагивает процесс хромирования, так как выход металла по току (ВТ) лежит в диапазоне от 8 до 13%, а остальная электрическая энергия затрачивается на выделение джоулева тепла (омические потери) и главным образом на выделение водорода.
Кроме того, электрохимический способ хромирования не позволяет наносить покрытие с высокой степенью гладкости, за счет неравномерного распределения хрома. Сам процесс хромирования занимает продолжительное время, что снижает производительность труда и эффективность производства в целом.
На дату подачу заявки в мире актуален вопрос повышения степени гладкости поверхности хромирования и сокращение времени процесса хромирования.
На поверхности хромовых покрытий (кроме «молочных») в процессе их нанесения формируются поры и трещины, которые значительно снижают их защитные свойства. Кроме того, хромированную деталь подвергают дополнительной анодной обработке в том же электролите, в котором наносилось покрытие. Это проводится с целью расширения пор в покрытии. В большие поры заходят и удерживаются смазочные материалы. При катодной плотности тока 40-60 А/дм2 и температуре 325–331 K получается наиболее развитая сетка каналов и пор на поверхности хромированной детали. Анодная обработка проводится в течение 10 - 12 минут [https://magnetline.ru/raznoe/chto-takoe-hromirovannoe-pokrytie.html].
Заявленный способ обеспечивает возможность повышения эффективности получения наноструктурированного хромового покрытия за счет сокращения времени самого процесса гальванического покрытия, так как осаждение состоит из двух основных процессов - электрохимического осаждения хрома и горения газового разряда в паровоздушной оболочке, охватывающую поверхность изделия, которые протекают попеременно. При этом заявленный способ позволяет обеспечить равномерное хромирование поверхности изделия, снижая возможность образования трещин, так как процесс плазменно-электрохимического хромирования происходит при непрерывном чередовании электрохимического воздействия на поверхность изделия, а затем - воздействия плазмы. Обеспечиваются колебания температуры в таких пределах, которые позволяют сохранять воздействие плазмы непрерывно, чередуясь с процессом электрохимического хромирования.
Выявленные заявителем из исследованного уровня техники технические решения, представленные далее, не решают эти проблемы в полной мере.
Известен способ электролитического хромирования, в котором используется электролит по патенту RU № 2409707 «Электролит хромирования» [1]. Технической задачей известного изобретения является разработка электролита хромирования, обеспечивающего получение беспористых, износостойких покрытий не склонных к растрескиванию с высоким сопротивлением коррозии. Сущностью известного изобретения является электролит хромирования, содержащий хром сернокислый или хромокалиевые квасцы, натрий щавелевокислый, натрий сернокислый, натрий фтористый, алюминий сернокислый, отличающийся тем, что он дополнительно содержит наноразмерные частицы оксида циркония, молибдат натрия или калия и ванадат натрия или калия при следующем соотношении компонентов, г/л: Cr2(SO4)3·6Н2O или KCr(SO4)2 50-350 Na2C2O4 20-30 Na2SO4 60-70 NaF 25-30 Al2(SO4)3·18H2O 90-110 наночастицы ZrO2 1-20 молибдат натрия или калия 3,0-40 ванадат натрия или калия 0,5-20. Наноразмерные частицы ZrO2 имеют дисперсность 5-250 нм и удельной поверхностью 20-200 м2 на 1 г сухого вещества. Шероховатость поверхности при хромировании в предлагаемом электролите не изменялась при толщинах до 45 мкм, следовательно, не требовалось последующего шлифования поверхности стальной детали. Таким образом, известное техническое решение основано на получении хромовых покрытий в электролите на основе хромового ангидрида, серной кислоты и искусственного технического криолита.
Недостатком известного технического решения является то, что скорость электролитического хромирования (осаждения) достигает величины 2,2 мкм/мин, он более длителен по сравнению с заявленным техническим решением и не позволяет обеспечить равномерное хромирование изделия в более короткие временные сроки. В связи с этим известное изобретение не обеспечивает эффективность процесса электролитического хромирования, так как требует большого временного интервала процесса хромирования изделий и одновременно не позволяет обеспечить равномерное и качественное хромирование изделия.
Известен способ электролитического хромирования по патенту RU № 2125125 «Способ электролитического хромирования» [2]. Технической задачей известного изобретения является снижение концентрации хромового ангидрида, что снижает токсичность электролита. Сущностью является способ получения хромовых покрытий, включающий хромирование в электролите на основе хромового ангидрида, серной кислоты и трихлоруксусной кислоты, отличающийся тем, что хромирование осуществляют при концентрации хромового ангидрида 60-120 г/л, массовом соотношении хромового ангидрида к серной кислоте 100:1 и концентрации трихлоруксусной кислоты 0,5-0,9 г/л. Процесс хромирования по известному способу осуществляется при плотностях тока 30-60 А/дм2, температуре 48-60°С. Выход хрома по току 12-16%. Толщина покрытия до 100-150 мкм.
Недостатками известного технического решения является то, что оно не обеспечивает эффективность процесса электролитического хромирования, так как не позволяет обеспечить высокую равномерность хромового покрытия.
Известен способ электролитического хромирования по патенту RU № 2125126 «Способ электролитического хромирования в низкоконцентрированном электролите» [3], сущностью является способ электролитического хромирования в электролите, содержащем 70-120 г/л хромового ангидрида, сульфат стронция, соединение стронция, выбранное из группы, состоящей из оксида, гидроксида, карбоната или хромата, вводимое для уменьшения растворимости сульфата стронция, и искусственный технический криолит, отличающийся тем, что концентрацию вводимого соединения стронция определяют из соотношения по массе Sr2+CrO3=250-270 с последующим пересчетом на формулу этого соединения.
Недостатками известного технического решения является то, что скорость нанесения покрытий из трехвалентного хрома и хромовых сплавов мала и толщину покрытий трудно увеличить по сравнению с заявленным техническим решением. Кроме того, известное техническое решение не позволяет равномерно обеспечивать хромирование поверхности изделия и в связи с этим не обеспечивает эффективность процесса электролитического хромирования.
Наиболее близким по существу к заявленному техническому решению, выбранным заявителем в качестве прототипа, является источник «Свойства нанокристаллических покрытий Cr, полученных катодной плазмой электролитического осаждения из электролита трехвалентного хрома» [Properties of nanocrystalline Cr coatings prepared by cathode plasma electrolytic deposition from trivalent chromium electrolyte Cheng Quan, Yedong He / Beijing Key Laboratory for Corrosion, Erosion and Surface Technology, University of Science and Technology Beijing, 100083 Beijing, China] [4]. Сущностью прототипа является способ получения высококачественных покрытий хрома с новыми свойствами из электролита на основе сульфата трехвалентного хрома с помощью катодной плазменной электрохимии (путем электролитического осаждения катодной плазмы). Покрытие наносится из сульфита трехвалентного хрома. Процесс получения хромовых покрытий обеспечивается следующим образом: в качестве анода был использован графит высокой чистоты с нижними отверстиями, в качестве катода был использован образец, подготовленной обычной механической обработкой из нержавеющей стали 304 размером 12 мм (длина) × 10 мм (ширина) × 2 мм (толщина) после шлифовки до зернистости 2000 и очистке в эталоне. Расстояние между анодом и катодом - около 6-8 мм. Образец может перемещаться либо вертикально, либо горизонтально или вращаться трехмерным приводом для обеспечения процесса хромирования изделий с большими площадями и (или) различным формами. Для поддержания постоянной температуры электролита использовалась термостатическая водяная баня. Вакуумный насос использовался для рециркуляции электролита. Для перемешивания использовалась мешалка. Для приготовления покрытия использовался источник питания постоянного тока с широким диапазоном напряжения.
Кратко сущностью прототипа является то, что электролитом заливают поверхность изделия полностью, затем увеличивают напряжение, используя переменный ток после двух-полупериодного выпрямления, за счет чего на поверхности образца появляются микродуги. В процессе электрохимического осаждения напряжение регулируют в небольших диапазонах и гасят до нуля, обеспечивая при этом явление микродугового разряда на поверхности катода от начала до конца. Покрытия наносят из сульфата трехвалентного хрома. Толщина покрытия оценивается примерно в 30 мкм.
Недостатками прототипа является:
1 - получение шероховатого, не идеально гладкого покрытия, что значительно снижает его качество, так как процесс электрохимического осаждения осуществляется с применением переменного тока после двух полупериодного выпрямления, при этом получают пульсирующую форму напряжения, что дает колебание величины напряжения и снижение его до нуля. В прототипе происходит одновременно процесс осаждения и горения (плавления) за счет образования микродуг, которые плавят поверхность изделия и создают наноструктурированное покрытие, однако при использовании переменного тока воздействие микродуг на поверхность изделия получается точечным. При этом получают наноструктурированное, но шероховатое покрытие, так как микродуги отдельно горят на поверхности, а так как дуга - это плавление, то получается большая шероховатость;
2 - худший внешний вид изделия по сравнению с заявленным техническим решением благодаря видимым шероховатостям поверхности покрытия;
3 - более продолжительный по времени процесс по сравнению с заявленным техническим решением, так как из-за точечного воздействия микродуг на поверхность изделия в электролите процесс осаждения протекает более длительно, примерно 2,2 мкм/мин, что также снижает эффективность применения прототипа по назначению.
Целью и техническим результатом заявленного технического решения является разработка способа и устройства для реализации способа, устраняющих недостатки прототипа, а именно, позволяющих достигнуть:
1 - уменьшения шероховатости поверхности покрытия за счет того, что разряды горят не отдельно на поверхности, где формируются покрытия, а на всей поверхности, так как используется сглаженное напряжение за счет крепления к источнику питания емкостного индукционного фильтра;
2 - улучшения внешнего вида изделия, благодаря предлагаемому способу воздействия плазмы, по которому происходит равномерное наноструктурированное плавление, дефекты на поверхности изделия устраняются, зерна измельчаются, а механические и электрохимические свойства улучшаются;
3 - сокращения времени процесса плазменно-электрохимического формирования наноструктурированных хромовых покрытий за счет непрерывного процесса, состоящего попеременно из электрохимического и плазменного воздействия.
Сущностью заявленного технического решения является способ плазменно-электрохимического формирования наноструктурированного хромового покрытия, заключающийся в том, что на первом этапе проводят гальваническое осаждение хрома и одновременное горение одиночных микроразрядов на поверхности гальванического покрытия, для чего катод, представляющий собой хромируемое изделие, помещают в электролитическую ванну с известным составом электролита, находящемся в стационарном состоянии, при этом используют составы электролита, которые применяются при получении хромовых покрытий, далее в электролитическую ванну с раствором электролита параллельно катоду помещают анод, на средних значениях плотностей тока 100-200 А/дм2 и напряжении 60-80 В; проводят обработку током для образования на поверхности катода слоя хрома нужной толщины, при этом выдерживают одинаковую глубину погружения анода и хромируемого изделия - катода в электролитическую ванну; на втором этапе проводят воздействие плазменным травлением, для чего меняют полярности анода и катода, хромируемое изделие становится анодом, в электрическую цепь включают емкостной индукционный фильтр, повышают напряжение с классических значений электрохимического осаждения хрома до значений 350-400 В, в результате чего происходит горение газового разряда в паровоздушной оболочке, охватывающей всю поверхность хромируемого изделия, при этом включенный в электрическую цепь емкостной индукционный фильтр обеспечивает регулируемую сглаженную форму напряжения - постоянное напряжение, не снижаемое до нуля, что дает возможность равномерного воздействия плазмы на хромированную поверхность изделия, происходит выравнивание поверхности, путем плазменного травления неровностей; при этом плазменная оболочка и горение разряда обеспечивает формирование, под воздействием плазмы, наноструктурированного хромового покрытия с низкой шероховатостью.
Заявленное техническое решение иллюстрируется Фиг.1 - Фиг. 2.
На Фиг.1 представлены графики стандартных форм напряжения:
- сглаженная форма напряжения (нижний график);
- пульсирующая форма напряжения (верхний график).
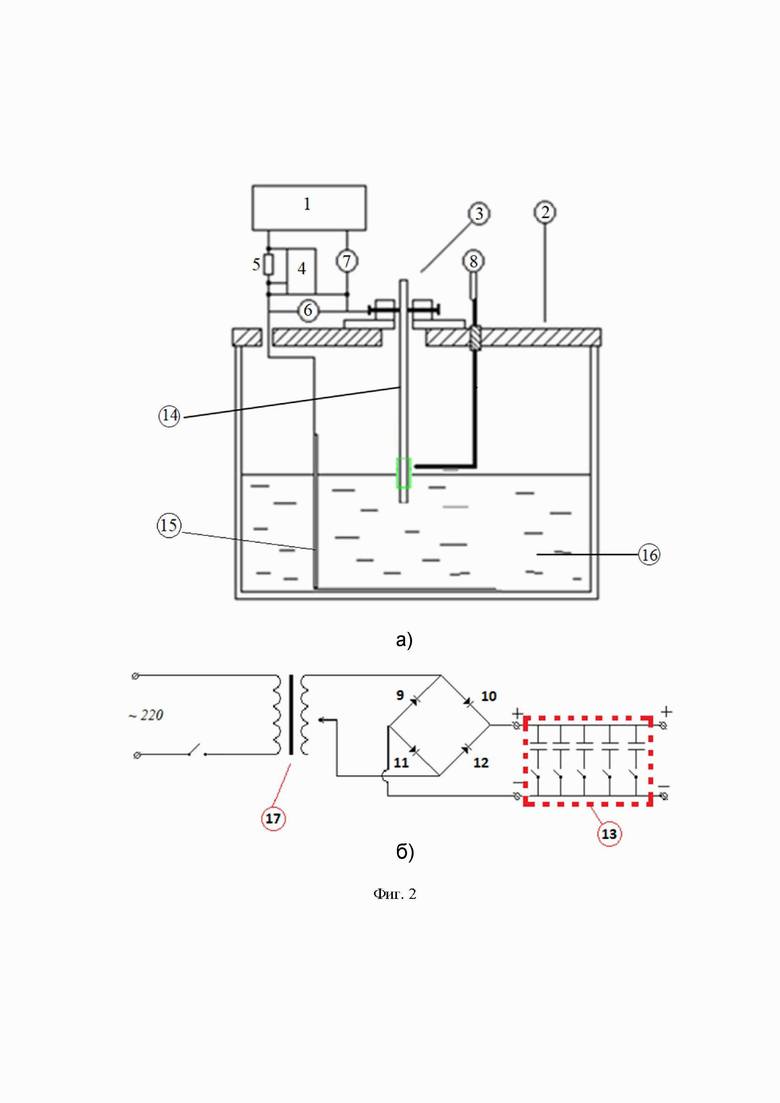
На Фиг.2 представлено:
2а - общая схема установки для осуществления заявленного способа;
2б - схема системы электрического питания.
Позиции на Фиг. обозначают:
1 - система электрического питания;
2 - электролитическая ванна;
3 - электродная система;
4 - осциллограф;
5 - добавочное сопротивление;
6 - вольтметр (например, цифровое универсальное измерительное устройство MMH-930);
7 - амперметр (например, цифровое универсальное измерительное устройство APPA 109N);
8 - термопары;
9, 10, 11, 12 - диоды CL 246 12 -10/8;
13 - емкостный индукционный фильтр;
14 - катод;
15 - анод;
16 - электролит;
17 - лабораторный автотрансформатор (например, регулировочного типа 1М).
Далее заявителем приведено описание заявленного технического решения.
Плазменно-электрохимический способ формирования наноструктурированного хромового гладкого покрытия осуществляется посредством специально разработанного устройства для осуществления плазменно-электрохимический способа формирования наноструктурированного хромового гладкого покрытия, где контролируется расстояние между анодом и раствором электролита (Фиг.2).
Заявленное устройство (Фиг.2а) представляет собой электродную систему (3), включающую катод (14), анод (15), погруженные в электролит (16), которые размещены в электролитической ванне (2). Работа электродной системы (3) обеспечивается следующими элементами: системой электрического питания (1); осциллографом (4), добавочным сопротивлением (5); вольтметром (6), амперметром (7) и термопарами (8).
С помощью осциллографа (4) контролируется форма подаваемого напряжения и электрического тока.
С помощью вольтметра (6) и амперметра (7) измеряется напряжение и электрический ток разряда.
Например, измерение напряжения и тока разряда возможно осуществлять с помощью двух цифровых универсальных измерительных устройств MMH-930 (6) и APPA 109N (7), относительная погрешность измерения составляет 0,8%.
Плазма образуется на электродах, в зависимости от этапа.
Система электрического питания (1) на Фиг.2а состоит из диодного моста - совокупности диодов (9, 10, 11, 12), емкостного индукционного фильтра (13) и представляет собой высоковольтный источник постоянного тока для создания и поддержания горения электрического разряда с плавным регулированием выходного напряжения в диапазоне от 0-3 кВ и тока 0-10 А. Более подробно система электрического питания представлена на Фиг.2б. Система электрического питания (Фиг.2б) обеспечивает подачу регулируемого выпрямленного напряжения различной формы, состоит из диодного моста (диоды СД 246▼12-10/8) (9-12) и лабораторного автотрансформатора регулировочного типа 1М с диапазоном напряжения от 1 до 250В (17). К источнику питания, в зависимости от условий эксперимента, подключается сглаживающий емкостной фильтр (С=1560 мкФ) (13).
Поставленные цели и заявленный технический результат достигается разработкой заявленного способа, состоящего из двух основных последовательных этапов (процессов):
- на первом этапе проводят электрохимическое гальваническое осаждение хрома и одновременное горение одиночных микроразрядов на поверхности гальванического покрытия для получения требуемой толщины хромового покрытия;
- на втором этапе проводят воздействие на хромовое покрытие плазмой в паровоздушной оболочке, для чего меняют полярность прикладываемого напряжения на анодную и под воздействием электрического разряда создается парогазовая (плазменная) оболочка, при этом происходит плазменное и электролитное растворение (полирование) неровных выступов поверхности, вследствие чего происходит формирование гладкого хромового покрытия. Далее разряд гасят.
В результате получают гладкое наноструктурированное хромовое покрытие, имеющую меньшую шероховатость поверхности по сравнению с прототипом.
Толщина покрытия составляет до 100-150 мкм.
Микротвердость покрытий составляет 900-1000 кг/мм2.
Гладкость наноструктурированного хромового покрытия, то есть уменьшение шероховатости поверхности покрытия достигается за счет того, что на втором этапе проводят воздействие на хромовое покрытие плазмой в паровоздушной оболочке, для чего меняют полярность прикладываемого напряжения на анодную и под воздействием электрического разряда создается парогазовая (плазменная) оболочка, при этом происходит плазменное и электролитное растворение (полирование) неровных выступов поверхности, вследствие чего происходит формирование гладкого хромового покрытия. на всей поверхности изделия, так как в заявленном способе на втором этапе используется сглаженное напряжение за счет крепления к источнику питания емкостного индукционного фильтра.
Емкостной индукционный фильтр обеспечивает регулируемую сглаженную форму напряжения - постоянное напряжение, не снижаемое до нуля.
В заявленном техническом решении процесс плазменно-электрохимического хромирования происходит при последовательном электрохимическом воздействии, совмещенном с воздействием горением одиночных микроразрядов на поверхность изделия, а затем - воздействие плазмы в паровоздушной оболочке.
Плазма образуется на электроде, имеющем меньшую площадь - это катод (отрицательный электрод).
Первый этап - электрохимическое воздействие и горение одиночных микроразрядов начинается при малых напряжениях, например, 60 В, и средних значениях плотностей тока 100-200 А/дм2.
Затем проводят второй, завершающий этап - меняют полярность прикладываемого напряжения и повышают напряжение с обычных значений электрохимического осаждения хрома, например, с 60 В, до значений 350-400 В, при этом происходит горение разряда (растворение и травление неровностей хромового покрытия) и образование паровоздушной оболочки.
Под воздействием плазмы одиночных микроразрядов происходит формирование наноструктурированного хромового покрытия.
Тем самым достигают заявленный технический результат - получение наноструктурированного гладкого хромового покрытия.
При этом в заявленном способе сначала покрытие наносят на требуемую толщину электрохимическим способом и горением одиночных микроразрядов, затем производится смена полярности хромируемого изделия с катода на анод и происходит горение разряда с образованием парогазовой оболочки на 350-400 В (плазменное травление неровностей хромового покрытия) затем разряд гасят, что в конечном итоге обеспечивает получение гладкого наноструктурированного покрытия.
Тем самым получают наноструктурированное покрытие с шероховатостью поверхности менее 0,5 мкм. Шероховатость поверхности измеряли профилометром модели 283 по ГОСТ 19300-86.
Благодаря заявленному способу воздействия плазмы происходит равномерное формирование наноструктурированного покрытия при хромировании, дефекты на поверхности изделия устраняются, зерна измельчаются, а механические и электрохимические свойства улучшаются. Это означает, что заявленное техническое решение является эффективным способом получения высококачественных хромовых покрытий с низкой шероховатостью.
Заявленный способ применим для всех известных составов электролитов, которые применяются при получении хромовых покрытий.
Далее заявителем приведены примеры осуществления заявленного способа.
Пример 1. Получение наноструктурированного хромового покрытия, например, при начальном напряжении на электродах 60 В и плотности тока 100 А/дм2.
В качестве хромируемого изделия берут, например, образец плоской пластины, изготовленной из нержавеющей стали 12Х18Н9Т, размерами 10 мм × 10 мм × 3 мм и помещают в электролитическую ванну, содержащую, например, электролит состава Cr2SO4⋅6H2O - 20 г/л, H2SO4 - 40 г/л, NH4COOH - 40-50 г/л, NH4Br - 10 г/л, KCl - 60 г/л, H3BO4 -40 г/л, Na2SO4 -50 г/л, NH4Cl - 75 г/л. К пластине подключают отрицательный электрод. В начальный момент времени прикладывают напряжение 60 В и плотность тока 100 А/дм2, выдерживают 900 секунд, за это время происходит электрохимическое осаждение хромового покрытия, совмещенное с воздействием горения одиночных микроразрядов. Затем производят смену полярности с отрицательного (катодного) на положительное (анодное) значение напряжения и на 901 секунде запускают горение разряда, для чего резко повышают напряжение до значений 350 В (растворение и плазменное травление неровностей хромового покрытия). На 921 секунде горение разряда прекращается. Общее время формирования покрытия в среднем занимает 921 секунду. Скорость осаждения слоя хрома неравномерная и варьируется от 0,03 до 0,06 мм/ч.
В данных условиях формирования наноструктурированного покрытия минимальная толщина получаемого покрытия составляет 15 мкм. Внешне покрытие гладкое и серебряный цвет. Шероховатость поверхности измеряли профилометром модели 283 по ГОСТ 19300-86 - получено 0,4 мкм.
Пример 2. Получение наноструктурированного хромового покрытия, например, при напряжении на электродах 80 В и плотности тока 200 А/дм2.
В качестве хромируемого изделия берут, например, образец плоской пластины, изготовленной из нержавеющей стали 12Х18Н9Т, размерами 10 мм × 10 мм × 3 мм и помещают в электролитическую ванну, содержащую, например, электролит состава Cr2SO4⋅6H2O - 20 г/л, H2SO4 - 40 г/л, NH4COOH - 40-50 г/л, NH4Br - 10 г/л, KCl - 60 г/л, H3BO4 - 40 г/л, Na2SO4 - 50 г/л, NH4Cl - 75 г/л. К пластине подключают отрицательный электрод. В начальный момент времени прикладывают напряжение 80 В и плотность тока 200 А/дм2, выдерживают 900 секунд, за это время происходит электрохимическое осаждение хромового покрытия совмещенное, с воздействием горения одиночных микроразрядов. Затем производят смену полярности с отрицательного (катодного) на положительное (анодное) значение напряжения и на 901 секунде запускают горение разряда, для чего резко повышают напряжение до значений 400 В (растворение и плазменное травление неровностей хромового покрытия). На 921 секунде горение разряда прекращается. Общее время формирования покрытия в среднем занимает 921 секунду. Скорость осаждения слоя хрома неравномерная и варьируется от 0,03 до 0,06 мм/ч.
В данных условиях формирования наноструктурированного покрытия минимальная толщина получаемого покрытия составляет 15 мкм. Внешне покрытие гладкое, имеет низкую шероховатость и серебряный цвет. Шероховатость поверхности измеряли профилометром модели 283 по ГОСТ 19300-86 - получено 0,3 мкм.
Таким образом, из описанного выше можно сделать вывод, что заявителем достигнуты поставленные цели и заявленный технический результат, а именно разработан способ, устраняющие недостатки прототипа, а именно, позволяющие достигнуть скорости осаждения слоя хрома 0,03 - 0,06 мм/ч. При этом достигнуто:
1 - уменьшение шероховатости поверхности покрытия за счет того, что на завершающей стадии происходит равномерное плазменное травление и растворение неровностей поверхности покрытия в паровоздушной оболочке при анодной поляризации изделия, так как используется сглаженное напряжение за счет крепления к источнику питания емкостного индукционного фильтра;
2 - улучшение внешнего вида изделия, благодаря предлагаемому способу воздействия плазмы, по которому происходит равномерное полирование и травление поверхности, а механические и электрохимические свойства улучшаются.
Заявленное техническое решение соответствует условию патентоспособности «новизна», предъявляемому к изобретениям, так как из исследованного заявителем уровня техники не выявлена совокупность признаков, приведенная в независимом пункте формулы изобретения.
Заявленное техническое решение соответствует условию патентоспособности «изобретательский уровень», предъявляемому к изобретениям, так как из исследованного заявителем уровня техники не выявлена совокупность приведенных в независимом пункте формулы изобретения признаков и совокупность полученных технических результатов.
Заявленное техническое решение соответствует условию патентоспособности «промышленная применимость», предъявляемому к изобретениям, так как заявленное техническое решение возможно реализовать в промышленности посредством применения известных из уровня техники материалов, оборудование и технологий.
Источники информации
1. Патент 2409707, кл. С25D 15/00, Электролит хромирования / Жирнов Александр Дмитриевич. - заявка №2009139784/02, 2009.10.28, заявл. 2009.10.28, опубл. 2011.01.20.
2. Патент 2125125, кл. С25D 3/04, Способ электрохимического хромирования / Малинин Владимир Федорович. - заявка № 97121625/02, 1997.12.24, заявл. 1997.12.24, опубл. 1999.01.20.
3. Патент 2125126, кл. С25D 3/04, Способ электрохимического хромирования в низкоконцентрированном электролите / Малинин Владимир Федорович. - заявка № 98102322/02, 1998.01.27, заявл. 1998.01.27, опубл. 1999.01.20.
4. Properties of nanocrystalline Cr coatings prepared by cathode plasma electrolytic deposition from trivalent chromium electrolyte Cheng Quan, Yedong He / Beijing Key Laboratory for Corrosion, Erosion and Surface Technology, University of Science and Technology Beijing, 100083 Beijing, China.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| Плазменно-ультразвуковой способ получения металлического порошка (варианты) | 2020 |
|
RU2755222C1 |
| Установка для формирования защитных декоративных покрытий на титане | 2022 |
|
RU2803717C1 |
| Способ изготовления внутрикостного стоматологического имплантата | 2023 |
|
RU2804201C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКИХ ФРАКТАЛЬНЫХ ПОКРЫТИЙ ХРОМА | 2003 |
|
RU2253704C1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ | 2009 |
|
RU2409707C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ И СПОСОБ ПОЛУЧЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА СТАЛЬНЫХ ДЕТАЛЯХ | 2002 |
|
RU2231581C1 |
| СПОСОБ НАНЕСЕНИЯ ХРОМОВОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2529602C2 |
Изобретение относится к области гальванотехники, в частности, для получения наноструктурированного хромового гладкого покрытия, и может быть использовано в машиностроении, приборостроении и других областях техники. Способ заключается в том, что на первом этапе проводят гальваническое осаждение хрома с одновременным горением одиночных микроразрядов на поверхности покрытия, для чего катод, представляющий собой хромируемое изделие, помещают в электролитическую ванну с электролитом хромирования в стационарном состоянии, далее в ванну с раствором электролита параллельно катоду помещают анод и проводят обработку при плотности тока 100-200 А/дм2 и напряжении 60-80 В для образования на поверхности катода слоя хрома нужной толщины, при этом выдерживают одинаковую глубину погружения анода и катода в электролит, на втором этапе проводят воздействие плазменным травлением, для чего меняют полярности анода и катода и хромируемое изделие становится анодом, в электрическую цепь включают емкостной индукционный фильтр, повышают напряжение до 350-400 В, в результате чего происходит горение газового разряда в паровоздушной оболочке, охватывающей всю поверхность изделия, при этом емкостной индукционный фильтр обеспечивает регулируемую сглаженную форму напряжения в виде постоянного, не снижаемого до нуля, что дает возможность равномерного воздействия плазмы на хромированную поверхность изделия. Технический результат: получение наноструктурированного гладкого хромового покрытия. 2 пр., 2 ил.
Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия, заключающийся в том, что на первом этапе проводят гальваническое осаждение хрома с одновременным горением одиночных микроразрядов на поверхности гальванического покрытия, для чего катод, представляющий собой хромируемое изделие, помещают в электролитическую ванну с электролитом хромирования, находящемся в стационарном состоянии, далее в электролитическую ванну с раствором электролита параллельно катоду помещают анод и проводят обработку при плотности тока 100-200 А/дм2 и напряжении 60-80 В для образования на поверхности катода слоя хрома нужной толщины, при этом выдерживают одинаковую глубину погружения анода и хромируемого изделия катода в электролитическую ванну, на втором этапе проводят воздействие плазменным травлением, для чего меняют полярности анода и катода и хромируемое изделие становится анодом, в электрическую цепь включают емкостной индукционный фильтр, повышают напряжение до значений 350-400 В, в результате чего происходит горение газового разряда в паровоздушной оболочке, охватывающей всю поверхность хромированного изделия, при этом включенный в электрическую цепь емкостной индукционный фильтр обеспечивает регулируемую сглаженную форму напряжения в виде постоянного напряжения, не снижаемого до нуля, что дает возможность равномерного воздействия плазмы на хромированную поверхность изделия, причем выравнивание поверхности происходит путем плазменного травления неровностей, при этом плазменная оболочка и горение разряда обеспечивают формирование под воздействием плазмы наноструктурированного хромового покрытия с низкой шероховатостью.
| Cheng Quan, Yedong He | |||
| Properties of nanocrystalline Cr coatings prepared by cathode plasma electrolytic deposition from trivalent chromium electrolyte | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 1997 |
|
RU2125125C1 |
| SU 1785294 A1, 27.01.1996 | |||
| Устройство крепления дна водного потока | 1930 |
|
SU21827A1 |

