тельной работы, и отсутствие согласования между включением силовой цепи и двигателя подачи проволоки, что может привести к привариванию проволоки к изделию, при этом в устройстве отсутствует регулировка режима сварки, регулировка величины сварочного тока.
Наиболее близким техническим решением, к предлагаемому является устройство для дуговой полуавтоматической сварки в среде защитного газа, содержащее сварочную горелку, источник сварочного тока, механизм подачи сварочной проволоки с двигателем и пультом управления, источник питания механизма подачи сварочной проволоки, промежуточное реле, пусковую кнопку, подсоединенную к источнику питания механизма подачи сварочной проволоки через катушку промежуточного реле, силовой кабель, кабель управления, регулятор сварочного тока, индикатор, силовой контактор и реле силового контактора.
Достоинством такого устройства является наличие системы дистанционного управления величиной сварочного тока, пульт управления которой расположеп в блоке механизма подачи сварочной проволоки непосредственно у рабочего места сварщика. Недостатком устройства является наличие дополнительного кабеля управления. Больщой вес кабеля управления, проходящего вместе с силовым кабелем и газовым шлангом затрудняет их прокладку силами сварщика (длина этих кабелей в условиях судостроения 40 м) и тем самым сужает функциональные возможности устройства и его надежность. Кроме того, в таких сварочных аппаратах питание механизма подачи сварочной проволоки производится от дополнительного мощного источника питания. Наличие этого дополнительного источника усложняет аппаратуру, увеличивает ее вес и в результате затрудняет эксплуатацию.
Цель изобретения - повышение надежности и безопасности работы.
Поставленная цель достигается за счет того, что в устройство введены дешифратор управляющих команд и токовое реле, при этом дешифратор управляющих команд выполнен из последовательно соединенных развязывающего диода, промежуточного реле, реле регулирования источника сварочного тока, дополнительного маломощного источника питания и блока управления, а пульт управления выполнен из нескольких параллельных цепочек, последовательно соединенных кнопки управления и задающего резистора, причем токовое реле включено между силовым контактором и входом дешифратора, двигатель подачи сварочной проволоки включен в сварочную цепь через пусковую кнопку, а катушка реле включения силового контактора одним своим концом подключена к одному выводу дополнительного источника питания, а другим концом через систему нормально разомкнутых контактов промежуточного реле, токового реле и реле регулирования источника сварочного тока подключена к другому выводу дополнительного источника питания.
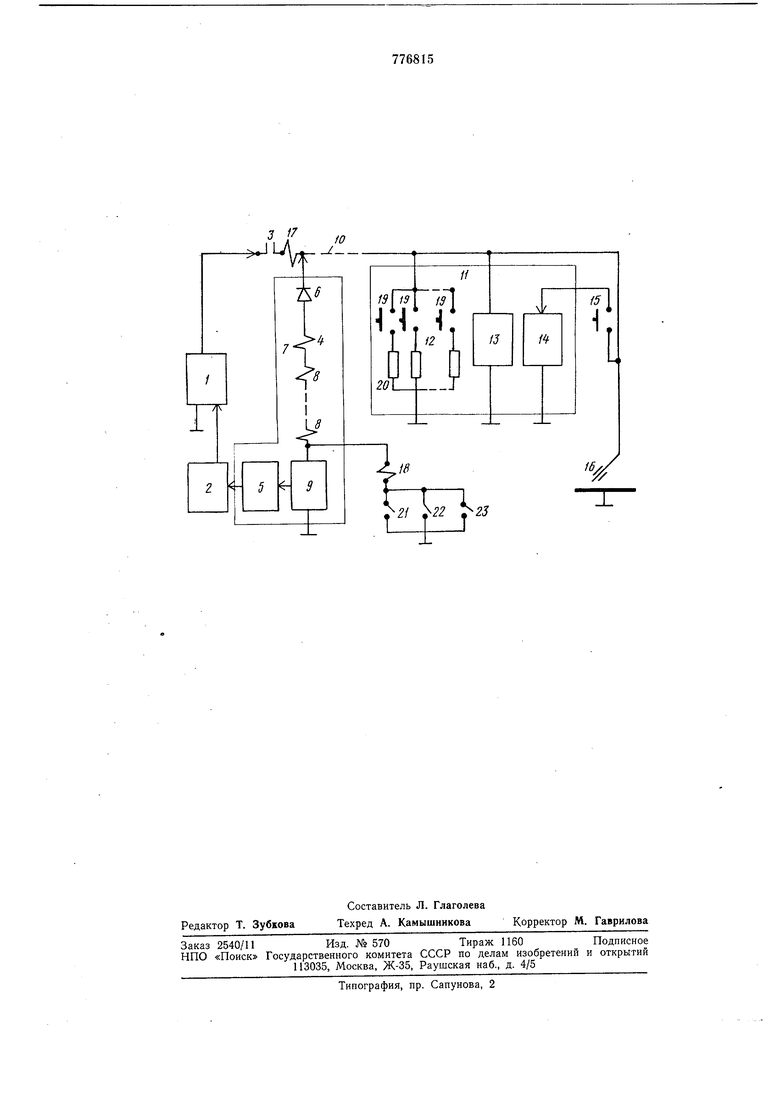
Сущность изобретения поясняется чертежом.
Устройство состоит из источника 1 сварочного тока, регулятора 2 источника сварочного тока, силового контактора 3, дешифратора 4 управляющих команд, выполненного из блока 5 управления, соединенного
с входом регулятора.2 источника сварочного тока, и последовательио соединенных развязывающего диода 6, катушки промежуточного реле 7, нескольких катушек реле 8 регулирования источника сварочного
тока и дополнительного маломощного источника питания 9.
Устройство содержит также силовой кабель 10, механизм 11 подачи сварочной проволоки, пульт управления 12, индикатор
13, двигатель 14 подачи сварочной проволоки, пусковую кнопку 15 силового контактора, сварочную горелку 16, токовое реле 17, реле включения 18 силового контактора.
Дешифратор управляющих команд и пульт управления 12 предназначены для дистанционного управления режимом сварки с помощью регулятора 2 источника сварочного тока.
Регулятор 2 представляет собой, например, обычный редуктор с реверсивным электродвигателем постоянного тока. Редуктор соединен с осью регулирования источника 1 сварочного тока. Поворот оси реостата
производится электродвигателем по команде с пульта управления 12.
Пульт управления 12 выполнен в виде нескольких параллельных цепочек, каждая из которых содержит последовательно соединенные кнопку управления 19 и задающий резистор 20. Токовое реле 17 предназначено для осуществления операций включения-выключения устройства. При этом токовое реле 17 включено в цепь питания
сварочной горелки между силовым контактором 3 и входом дешифратора 4 управляющих команд. Двигатель 14 подачи сварочной проволоки подсоединен к силовому кабелю 10 параллельно дуге через пусковую кнопку 15 силового контактора. В качестве двигателя 14 подачи сварочной проволоки используется электродвигатель постоянногр тока параллельного возбуждения. Двигатель 14 подачи сварочной проволик
входит в механизм 11 подачи сварочной проволоки, включающий в себя также редуктор с подающими роликами и кассету для электродной проволоки. Катушка реле включения 18 силового контактора подключена к дополнительному источнику питания
9 через параллельную цепочку, состоящую из нормально разомкнутого контакта 21 промежуточного реле 8, нормально разомкнутого контакта токового реле 22 и нормально разомкнутого контакта одной из катушек реле регулирования 23 источника сварочного тока.
Устройство работает следующим образом. Нажатием пусковой кнопки 15 силового контактора, расположенной на сварочной горелке 16, по цепи земля-двигатель 14 подачи сварочной проволоки-силовой кабель 10-дешифратор 4 управляющих команд-дополнительный источник питания 9-земля протекает ток, на который реагирует промежуточное реле 7, настроенное на ток, соответствующий команде «Пуск.
Блок управления 5 выдает сигнал на включение газового клапана. Одновременно замыкается нормально разомкнутый контакт промежуточного реле 21 и запитывается реле включения 18 силового контактора 3, которое с задержкой примерно 2 с, включает силовой контактор 3. После включения силового контактора 3 цепь дешифратора обесточивается, так как напряжение источника 1 сварочного тока больше напряжения дополнительного источника питания 9. При этом контакт 21 размыкается, однако цепь питания реле включения 18 силового контактора остается замкнутой через контакты 22 токового реле 17. Одновременно с включением силового контактора 3 включается двигатель 14 подачи сварочной проволоки, проволока начинает поступать, возникает дуга и начинается процесс сварки.
Для перехода на другой режим по цепи земля-пульт управления 12-силовой кабель 10 - дешифратор 4 управляющих команд-земля путем нажатия кнопки управления 19 подается ток, соответствующий команде «Большее напряжение или «Меньшее напряжение. При этом контактом 23 блокируется цепь сигнала «Пуск, так как цепь питания реле включения силового контактора и регулятор 2 увеличивают или уменьшают напряжение холостого хода генератора. Контроль за его изменением осуществляется по индикатору 13. Окончание сварки осуществляется отпусканием пусковой кнопки 15 силового контактора. При этом двигатель 14 подачи сварочной проволоки обесточивается, проволока перестает поступать, дуга вытягивается и гаснет. В результате силовая цепь обесточивается, контакт токового реле 22
размыкается, обесточивая реле включения 18 силового контактора и силовой контактор 3 размыкается.
Формула изобретения
Устройство для сварки в среде защитного газа с дистанционным управлением, содержащее механизм подачи сварочной проволоки с двигателем и пультом управления, пусковую кнопку, источник сварочного тока с регулятором сварочного тока, силовой контактор, промежуточное реле и реле включения силового контактора, отличающееся тем, что, с целью повышения надежности и безопасности работы, в устройство введены дешифратор управляюш;их команд и токовое реле, при этом деЬифратор управляющих команд выполнен из последовательно соединенных развязывающего диода, промежуточного реле, реле регулирования источника сварочного тока, дополнительного маломощного источника питания и блока управления, а пульт управления выполнен из нескольких параллельных цепочек, последовательно соединенных кнопки управления и задающего резистора, причем токовое реле включено между силовым контактором и входом дешифратора, двигатель подачи сварочной
проволоки включен в сварочную цепь через пусковую кнопку, а катушка реле включения силового контактора одним своим концом подключена к одному выводу дополнительного источника питания, а другим
через систему нормально разомкнутых контактов промежуточного реле, токового реле и реле регулирования источника сварочного тока подключена к другому выводу дополнительного источника питания.
7
//
9 Is /Л
7 I I I «
/
/J
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1990 |
|
SU1738526A1 |
| Устройство для запуска двигателей внутреннего сгорания транспортных средств | 1984 |
|
SU1281731A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| ЭНЕРГОАГРЕГАТ ДЛЯ ЗАПУСКА ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2182253C1 |
| Устройство для управления электродвигателем | 1981 |
|
SU985907A1 |
| ЗАЩИТНЫЙ БЛОК-ПУЛЬТ /ВАРИАНТЫ/ | 2006 |
|
RU2319271C1 |
| СИСТЕМА ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ ДЛЯ ПОСТАНОВКИ ЭЛЕКТРОВОЗОВ НА РЕМОНТНУЮ ПОЗИЦИИЮ | 2002 |
|
RU2229989C1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для дистанционного управления сварочным током по сварочному кабелю | 1981 |
|
SU1036484A1 |