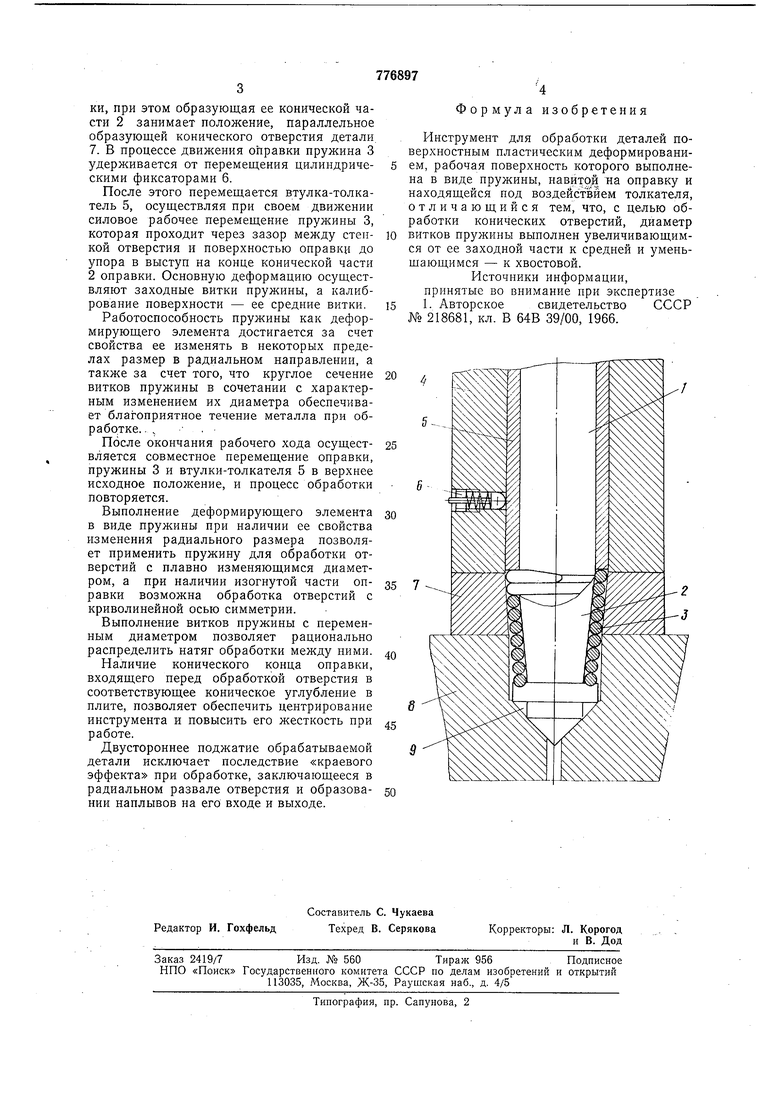
ки, при этом образующая ее конической части 2 занимает положение, параллельное образующей конического отверстия детали 7. В процессе движения оправки пружина 3 удерживается от перемещения цилиндрическими фиксаторами 6.
После этого перемещается втулка-толкатель 5, осуществляя при своем движении силовое рабочее перемещение пружины 3, которая проходит через зазор между стенкой отверстия и поверхностью оправки до упора в выступ на конце конической части 2 оправки. Основную деформацию осуществляют заходные витки пружины, а калибрование поверхности - ее средние витки.
Работоспособность пружины как деформирующего элемента достигается за счет свойства ее изменять в некоторых пределах размер в радиальном направлении, а также за счет того, что круглое сечение витков пружины в сочетании с характерным изменением их диаметра обеспечивает благоприятное течение металла при обработке. . ,
После окончания рабочего хода осуществляется совместное перемещение оправки, пружины 3 и втулки-толкателя 5 в верхнее исходное положение, и процесс обработки повторяется.
Выполнение деформирующего элемента в виде пружины при наличии ее свойства изменения радиального размера позволяет применить пружину для обработки отверстий с плавно изменяющимся диаметром, а при наличии изогнутой части оправки возможна обработка отверстий с криволинейной осью симметрии.
Выполнение витков пружины с неременным диаметром позволяет рационально распределить натяг обработки между ними.
Наличие конического конца оправки, входящего перед обработкой отверстия в соответствующее коническое углубление в плите, позволяет обеспечить центрирование инструмента и повысить его жесткость при работе.
Двустороннее поджатие обрабатываемой детали исключает последствие «краевого эффекта при обработке, заключающееся в радиальном развале отверстия и образовании наплывов на его входе и выходе.
4 Формула изобретения
Инструмент для обработки деталей поверхностным пластическим деформированием, рабочая поверхность которого выполнена в виде пружины, навито,й на оправку и находящейся под воздействием толкателя, отличающийся тем, что, с целью обработки конических отверстий, диаметр витков пружины выполнен увеличивающимся от ее заходной части к средней и уменьшающимся - к хвостовой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 218681, кл. В 64В 39/00, 1966.
35 7
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| Протяжка | 1991 |
|
SU1804972A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
