Изобретение относится к деревообрабатывающей промышленности и может быть использовано для контурного прессования деталей из сырой древесины, представляющей собой преимущественно древесные отходы.
Под контурным прессованием в литературе подразумевается процесс уплотнения древесины в результате продавливания заготовки в виде цилиндра или призмы через формообразующий элемент (пресс-форму, матрицу), при этом указанный элемент, как правило, имеет коническую часть (См.: Прессованная древесина и древесные пластики в машиностроении: Справочник. Под ред. А.Г. Ракина. - М.- Л.: Машиностроение, 1965 - с. 13).
Устройство для контурного прессования обычно включают в себя источник усилия (пресс); элемент, передающий усилие пресса на заготовку (пуансон); формообразующий элемент (пресс-форма, матрица); элемент, предохраняющий заготовку от растрескивания; приемник, в который заготовка поступает после прессования.
В устройстве для прессования втулок, изображенном на фиг. 3 (стр. 14) указанной книги, для передачи усилия пресса на заготовку применяются шайбы 3 и 6. Формообразующий элемент представляет собой цилиндрическую пресс-форму с конической заходной частью. Элемент, предохраняющий свободный конец заготовки от растрескивания при подходе ее к конической заходной части, выполнен в виде кольца 4. На заготовку насаживается предохранительное кольцо 4, после чего она устанавливается в заходную часть пресс-формы. Затем на заготовку устанавливается кольцо 3 (или диск, если деталь является сплошной), наружный диаметр которого равен диаметру заготовки. При приложении усилия к кольцу 3 заготовка начинает продавливаться через формообразующий элемент. Когда верхний конец заготовки окажется на уровне участка конической заходной части, диаметр поперечного сечения которой равен наружному диаметру предохранительного кольца 4, последнее упирается в заходную часть. Когда кольцо 3 уже не может пройти вместе с заготовкой через коническую заходную часть пресс-формы, исполнительный орган пресса отводится от кольца 3, и оно заменяется другим кольцом 6, имеющим меньший диаметр, что позволяет ему пройти через самую узкую часть пресс-формы. После смены кольца прессование продолжается. Необходимость смены шайб и двухэтапного прессования является недостатком описываемого устройства, так как делает его малопроизводительным и затрудняет автоматизацию процесса.
Этого недостатка можно избежать выполнением элемента, передающего усилие пресса на заготовку, способным в начале прессования передавать усилите на максимальную площадь торца заготовки, в том числе и на его периферийную часть, а в конце прессования - проходить через самую узкую часть формообразующего элемента для полного продавливания заготовки через него.
Известно устройство для прессования втулок из древесины по авторскому свидетельству СССР N 1216002 (МПК4 B 27 M 1/04, опубл. в 1986 г.), содержащее цилиндрический пуансон, в верхней части которого по его окружности закреплены подпружиненные одноплечие рычаги-толкатели, предназначенные для передачи усилия пресса на заготовку и выполненные с возможностью радиального перемещения. Формообразующий элемент представляет собой матрицу с рабочей поверхностью в виде обратного усеченного конуса. Устройство содержит цилиндрический приемник, в который поступает отпрессованная заготовка. Для получения отверстия во втулке в нижней части пуансона смонтирован цилиндрический сердечник.
Недостатком устройства является возможность растрескивания свободного конца заготовки, особенно его периферийной части, при подходе заготовки к конической части матрицы. Это связано с отсутствием специального предохранительного устройства, позволяющего уменьшить возможность растрескивания.
Известно устройство для контурного прессования деталей из древесины по патенту Российской Федерации N 2054922 (МПК6 B 27 M 1/04, опубл. в 1996 г.). Это устройство содержит, в частности, пуансон, шарнирно установленный на подвижной части (исполнительном органе) пресса. На пуансоне смонтирован толкатель, состоящий из двуплечих рычагов, установленных по окружности пуансона с возможностью радиального перемещения. Устройство содержит матрицу с внутренней полостью, состоящей из заходного конуса, цилиндрической зоны загрузки и формообразующей зоны (профильной фильеры), а также приемник для готовой детали. Кроме того, устройство содержит элемент, предохраняющий заготовку от растрескивания, выполненный в виде предохранительной втулки, смонтированной на пуансоне с возможностью перемещения вдоль его оси. Нижняя часть внутренней полости этой втулки выполнена конической для облегчения захвата ею торца заготовки. Втулка кинематически связана с корпусом пуансона посредством рычажного коленного механизма.
Устройство по патенту РФ N 2054992 по совокупности существенных признаков является ближайшим аналогом заявляемого изобретения и имеет с ним следующие общие признаки: наличие пуансона, шарнирно закрепленного на подвижной части (исполнительном органе) пресса; наличие толкателя, содержащего двуплечие рычаги, установленные на пуансоне по его окружности с возможностью радиального перемещения; наличие на пуансоне элемента, предохраняющего заготовку от растрескивания; наличие матрицы, внутренняя полость которой включает заходный конус, цилиндрическую загрузочную зону и формообразующую зону (профильную фильеру); наличие приемника готовой детали.
Недостатком этого устройства является то, что элемент, предохраняющий заготовку от растрескивания, выполненный в виде втулки, охватывающей верхний конец заготовки и кинематически связанный с корпусом пуансона, может перемещаться вдоль оси последнего только до начала рабочей поверхности профильной фильеры. Иначе говоря, на конечном этапе прессования, где заготовка испытывает максимальное сопротивление, предохранительный элемент не функционирует, усилие пресса передается только через рычаги толкателя. Поэтому на этом этапе прессования возможно раскалывание заготовки и отслоение волокон древесины на ее периферийных участках. Другим недостатком ближайшего аналога является сложность конструкции, обусловленная наличием рычажного коленного механизма, осуществляющего кинематическую связь предохранительной втулки с корпусом пуансона, что приводит к снижению надежности устройства.
Задачей изобретения является повышение качества готовой детали, а также упрощение конструкции устройства и повышение его надежности.
Повышение качества детали достигается:
уменьшением вероятности растрескивания заготовки, особенно ее периферийной части, за счет того, что предохранительный элемент функционирует в течение всего процесса прессования, в том числе и на его конечном участке;
предварительным обжатием заготовки, которое облегчает ее прохождение через рабочую поверхность профильной фильеры и также способствует исключению трещин и отслоений древесины;
исключением дефектов детали, связанных с разрывом волокон древесины, благодаря созданию условий для удаления древесного сока из рабочей зоны.
Упрощение конструкции и повышение ее надежности достигается исключением предохранительной втулки и кинематической связи в виде рычажного коленного механизма.
Решение указанных задач достигается следующим образом. Предлагаемое устройство для контурного прессования деталей из древесины содержит шарнирно закрепленный на исполнительном органе пресса пуансон с толкателем и с предохраняющим заготовку от растрескивания элементом, матрицу и приемник готовой детали. Толкатель выполнен в виде двуплечих рычагов, установленных на пуансоне по его окружности с возможностью радиального перемещения, а матрица имеет внутреннюю полость, включающую заходный конус, цилиндрическую загрузочную зону и формообразующую зону, выполненную в виде профильной фильеры.
Устройство отличается от ближайшего аналога тем, что элемент, предохраняющий заготовку от растрескивания, выполнен в виде охватывающих верхний конец заготовки выступов на торцах нижних плеч рычагов, на этих торцах расположены контактирующие с заготовкой конические поверхности. Матрица имеет промежуточную цилиндрическую зону, которая может быть выполнена в виде одного цилиндра или нескольких ступенчатых цилиндров. В первом случае диаметр цилиндра должен быть меньше диаметра заготовки, во втором - таким должен быть диаметр верхнего цилиндра, а диаметр каждого последующего цилиндра меньше диаметра предыдущего.
Для случая, когда требуется получить деталь в форме многогранной призмы, предусмотрена возможность фиксации каждого рычага пуансона от перемещения по окружности с тем, чтобы поверхность рычага, контактирующая с матрицей, располагалась на грани профильной фильеры и не смогла бы попасть на ее ребро.
Конические контактные поверхности на торцах нижних плеч рычагов желательно выполнить с канавками углового профиля для увеличения площади контакта с заготовкой.
Сущность изобретения поясняется чертежами, на которых изображены:
фиг. 1 - схема устройства,
фиг. 2 - опора (А-А с фиг. 1),
фиг. 3 - толкатель (Б-Б с фиг. 1),
фиг. 4 - заготовка для комплекта рычагов толкателя,
фиг. 5 - заготовка (вид В с фиг. 4),
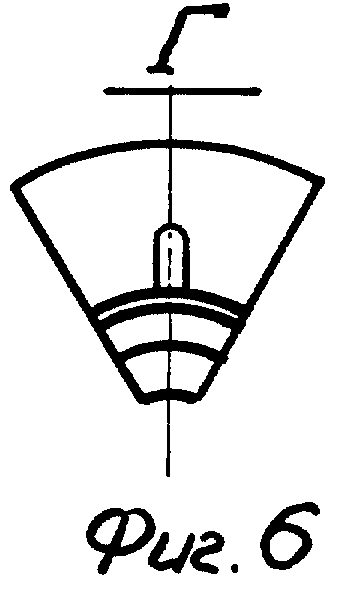
фиг. 6 - фрагмент верхнего торца рычага (вид Г с фиг. 4),
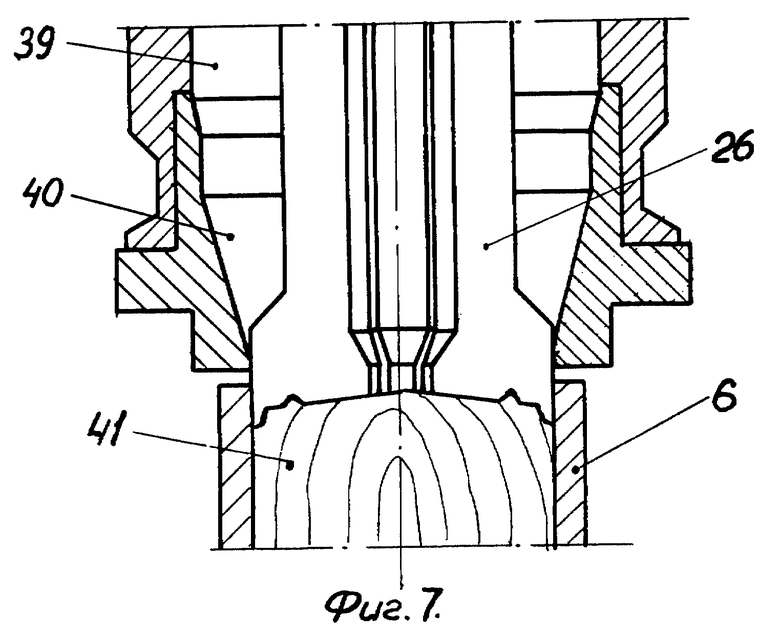
фиг. 7 - расположение рычагов относительно матрицы в конце рабочего хода пуансона.
Устройство состоит из следующих основных частей (фиг. 1): пуансона 1, закрепляемого на исполнительном органе 2 пресса; матрицы 3, устанавливаемой в плите 4 приспособления, смонтированного на столе 5 пресса, и приемника 6, прикрепляемого к столу 5.
Пуансон 1 содержит цилиндрический корпус 7 (фиг. 2), выполненный в виде трубы с резьбовыми отверстиями на торцах. В верхнее резьбовое отверстие корпуса 7 ввинчена пята 8, присоединенная посредством фланца 9 и не показанных на чертеже болтов 10 к опоре 11. Опора 11 имеет цилиндрический центрирующий бурт 12, входящий в соответствующее отверстие на исполнительном органе 2 пресса. Опора 11 и фланец 9 крепятся к исполнительному органу 2 болтами (не показаны), она выполнена со сферической или конической поверхностью 13, с которой контактирует соответствующая поверхность 14 на торце буртика пяты 8. Пята 8 зафиксирована в корпусе 7 пуансона винтом 15. Между поверхностями 13 и 14 установлена упругая втулка 16. Таким образом, опора 11 и корпус 7 пуансона 1 соединены между собой шарнирно. Величина зазора между поверхностями 13 и 14 регулируется прокладкой 17.
В нижнее резьбовое отверстие корпуса 7 (фиг. 3) ввинчен и зафиксирован винтом 18 упор 19, который в средней части имеет бурт 20, а в нижней части - выступ, образованный двумя цилиндрическими поверхностями 21 и 22 и соединяющей их конической поверхностью 23.
На нижнюю часть корпуса 7 пуансона 1 надета и зафиксирована винтом 24 втулка 25, внутри которой смонтирован толкатель. Толкатель представляет собой цанговый механизм, состоящий из комплекта рычагов 26, передающих усилие пресса на заготовку. Рычаги 26 центрируются втулкой 27, выполненной из упругого материала, например резины. Форма внутренней части верхних плеч рычагов 26 соответствует форме выступов на упоре 19. Нижние плечи рычагов 26 выполнены таким образом, чтобы, с одной стороны, обеспечить при прессовании передачу усилия пресса на поверхность торца заготовки, в том числе на периферийную часть этого торца, а с другой стороны - обеспечить проход рычагов 26 через наименьшее сечение матрицы 3 (фиг. 1). Конструктивные особенности выполнения рычагов и сопрягаемых деталей обусловлены необходимостью отслеживания ими изменения диаметра торца заготовки в процессе ее прессования. Количество и размеры рычагов 26 зависят от формы и размеров рабочей поверхности матрицы 3, т.е. от требуемой формы и размеров готовой детали.
Рычаги 26 целесообразно изготавливать путем продольного разрезания заготовки, представляющей собой тело вращения (фиг. 4, 5, 6). До разрезания заготовки на отдельные рычаги на ее нижней торцевой поверхности выполняется коническая расточка, образующая выступы 28 для захвата верхнего конца деревянной заготовки, и коническая поверхность 29 для контакта с верхним торцем заготовки. Для более равномерного распределения усилия пресса по торцу заготовки площадь контактной поверхности рычагов 26 и заготовки должна быть возможно большой. Однако увеличение этой площади ограничено необходимостью наличия зазоров между рычагами 26, необходимых для удаления выделяющегося при прессовании из заготовки древесного сока. Эксперименты показали, что оптимальные условия для прессования имеют место, когда суммарная площадь контактной поверхности составляет 50 - 60% от площади торца заготовки. Увеличение площади контактной поверхности достигается выполнением ее конической, а также введением угловых канавок 30, расположенных на этой поверхности. Заготовка рычагов имеет цилиндрические выступы 31, расположенные по наружному контуру, при помощи которых осуществляется контакт толкателя с внутренними поверхностями матрицы 3.
На выступах 31 целесообразно выполнять лыски 32 для уменьшения износа рычагов 26 и матрицы 3 (фиг. 4 и 5). Длина цилиндрической части выступа 31 выбирается такой, чтобы при упоре рычагов 26 в заготовку, уже полностью находящуюся в приемнике, цилиндрическая часть выступов 31 не выходила бы за пределы формообразующей части фильеры (фиг. 7).
Под действием упругой втулки 27 (фиг. 3) верхние наружные поверхности рычагов 26 прижаты к внутренней поверхности втулки 25. Нижние плечи рычагов 26 имеют возможность радиального перемещения - могут сходиться к оси пуансона. Однако благодаря упругим свойствам материала втулки 27 они постоянно стремятся разойтись от оси пуансона, пока это позволяет втулка 25.
При необходимости получения детали в форме многогранной призмы требуется обеспечить ориентацию выступов 31 на рычагах 26 относительно граней профильной фильеры для того, чтобы эти выступы не попали на ребра фильеры, что может привести к разрушению рычагов. Эта ориентация осуществляется посредством штифтов 33, установленных на упоре 19 и входящих в выемки на верхних торцах рычагов 26 (фиг. 3 и 6).
Для удобства сборки и разборки толкателя служит пружинное разжимное кольцо 34 (фиг. 3).
Матрица 3 (фиг. 1) представляет собой единую или сборную деталь с посадочной цилиндрической поверхностью 35 для ее установки в соответствующее гнездо в плите 4, прикрепленной к столу 5 пресса. На чертеже изображена матрица, состоящая из двух частей. Внутренняя полость верхней части матрицы содержит конический заходный участок 36; предназначенный для размещения заготовки перед ее прессованием цилиндрический участок 37, диаметр которого несколько превышает диаметр заготовки (загрузочная зона); переходный конус 38 и промежуточную цилиндрическую зону 39 (зона предварительного обжатия заготовки). Промежуточная зона 39 может быть выполнена либо в виде одного цилиндра, диаметр которого меньше диаметра заготовки на 6 - 10% (как показано на фиг. 1), либо в виде ступенчатого цилиндра. В последнем случае диаметр верхнего цилиндра также меньше диаметра заготовки, а диаметр каждого последующего цилиндра меньше диаметра предыдущего цилиндра. Нижняя часть матрицы 3 (формообразующая зона 40) предназначена для получения необходимой формы и размеров детали, она имеет внутреннюю полость, выполненную в виде обратного усеченного конуса, переходящего в профильную фильеру, форма и размеры которой соответствуют требуемым профилю и размерам готовой детали.
Приемник 6 представляет собой деталь, внутренняя полость которой соответствует отпрессованной заготовке 41 (фиг. 7).
Предложенное устройство предназначено для использования в составе установки, позволяющей производить одновременное прессование многих (например, шестнадцати) заготовок; на исполнительном органе пресса закреплено соответствующее количество пуансонов, а на узлах, установленных в гнездах на его столе, - такое же количество матриц и приемников.
Заготовки устанавливаются в загрузочную зону 37 матриц 3 перед началом рабочего цикла.
Устройство работает следующим образом.
При рабочем движении исполнительного органа 2 пресса пуансон 1 перемещается вниз, по направлению к матрице 3. Рычаги 26 пуансона входят в заходную часть 36 матрицы 3 и центрируются в ней за счет контакта наружного контура цилиндрических выступов 31 с поверхностью заходного участка 36. Рычаги 26 своими выступами 28 охватывают верхнюю свободную часть заготовки и конической поверхностью 29 упираются в ее торец. Древесина заготовки заполняет канавку 30 и образует ребра, которые упрочняют заготовку и препятствуют ее перемещению в радиальном направлении. Под действием усилия пресса, передаваемого через рычаги 26, заготовка из зоны загрузки 37 продавливается через участок 39, в результате чего происходит предварительное обжатие заготовки по всей ее длине. Это обеспечивает более легкое вхождение заготовки в заходную часть формообразующей зоны 40, предотвращает образование трещин и отслоение древесины в детали.
При дальнейшем рабочем ходе пуансона 1 заготовка продавливается через сужающуюся рабочую поверхность профильной фильеры 40, постепенно приобретая требуемые форму и размеры. При этом нижние плечи рычагов 26 сближаются по мере уменьшения проходного сечения фильеры 40, сжимая упругую втулку 27. Радиальное перемещение рычагов 26 дает им возможность передавать усилие на заготовку в течение всего рабочего хода, отслеживая изменения размеров и формы рабочих поверхностей матрицы 3 и обеспечивая равномерное распределение усилия пресса на максимально возможную площадь торца заготовки. Одновременно в течение всего рабочего хода осуществляется захват выступами 28 на нижней торцевой поверхности рычагов 26 верхнего конца заготовки и его обжим, что также предотвращает образование трещин на периферийной части заготовки. Обильно выделяющийся из заготовки древесный сок удаляется из рабочей зоны через зазоры между боковыми поверхностями рычагов 26.
Рабочий ход пресса заканчивается, когда отпрессованная заготовка под действием рычагов 26, пройдя через матрицу 3, заполнит внутреннюю полость приемника 6 (фиг. 7). После этого начинается обратный ход исполнительного органа 2 пресса, во время которого пуансон 1 перемещается вверх, и устройство возвращается в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2053033C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| ПРЕСС-АВТОМАТ ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2134970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
Изобретение относится к деревообработке и может бить использовано для контурного прессования деталей из сырой древесины. Устройство содержит шарнирно закрепленный на исполнительном органе (1) пресса пуансон (2) с толкателем (3) и с предохраняющим заготовку от растрескивания элементом, матрицу (4) и приемник (5) готовой детали, закрепленный на нижней плите (6) пресса. Толкатель (3) выполнен в виде двуплечих рычагов, установленных по окружности пуансона (2) с возможностью радиального перемещения. Матрица (4) имеет внутреннюю полость, включающую заходный конус, цилиндрическую загрузочную зону и формообразующую зону - профильную фильеру. Элемент, предохраняющий заготовку от растрескивания, выполнен в виде охватывающих верхний свободный конец заготовки выступов на торцах нижних плеч рычагов. На этих торцах расположены контактирующие с заготовкой конические поверхности. Матрица (4) имеет промежуточную зону, которая может быть выполнена в виде одного цилиндра или в виде нескольких ступенчатых цилиндрических поверхностей. Изобретение позволяет повысить качество прессованных деталей и упростить конструкцию устройства. 4 з.п. ф-лы, 7 ил.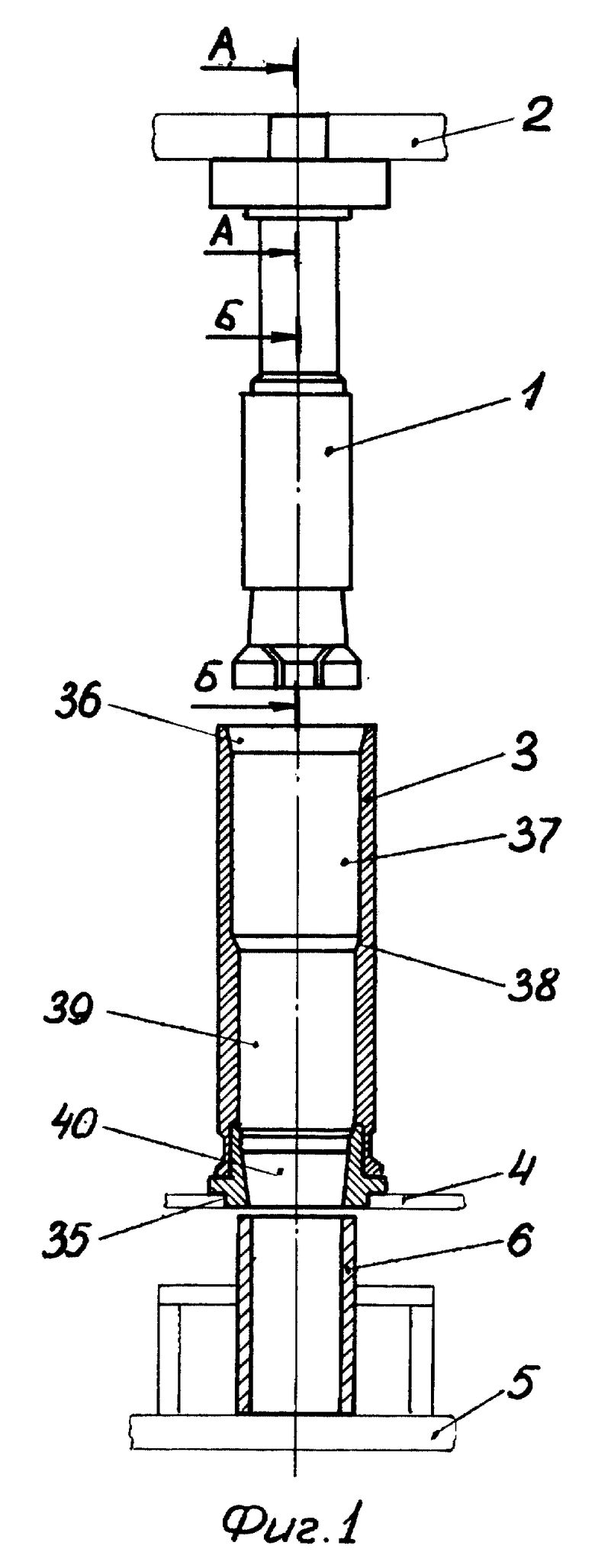
| Устройство для прессования втулок из древесины | 1984 |
|
SU1216002A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
