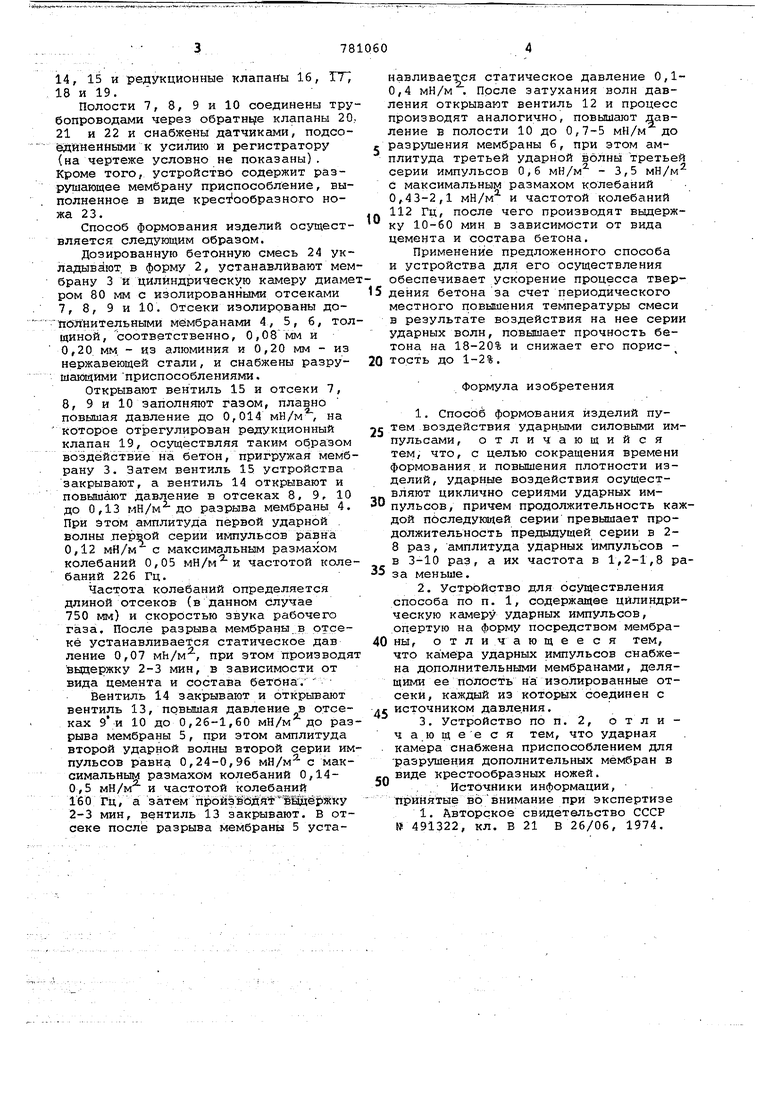
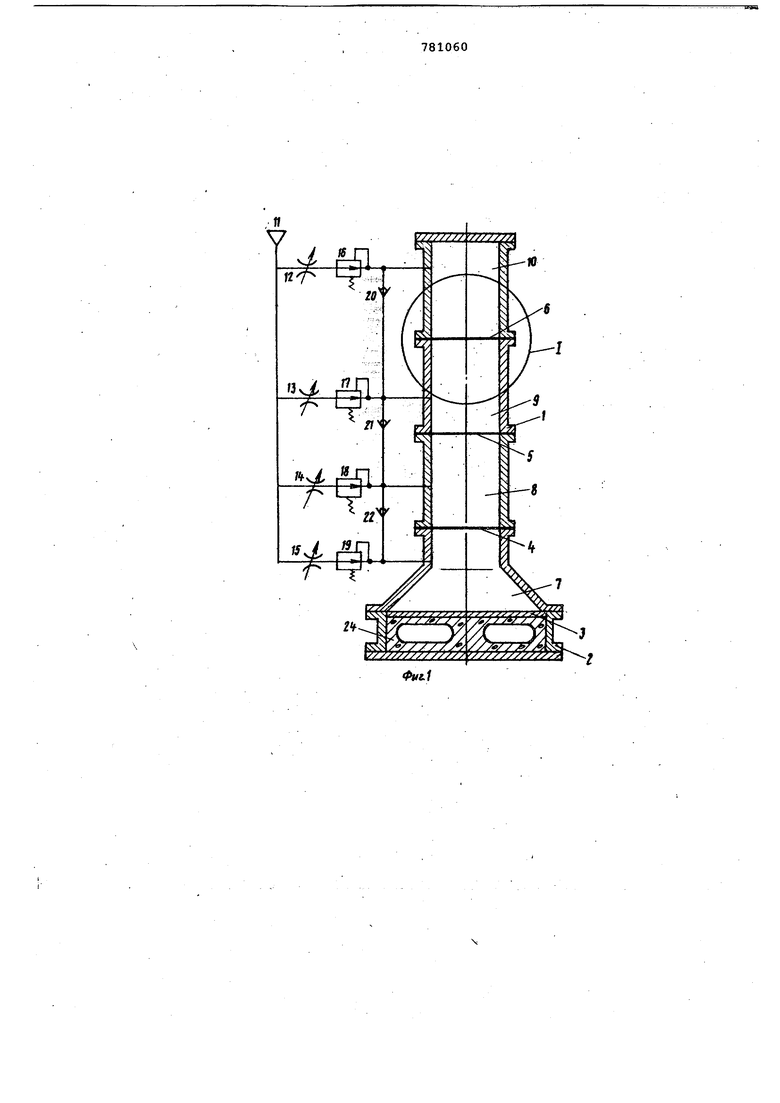
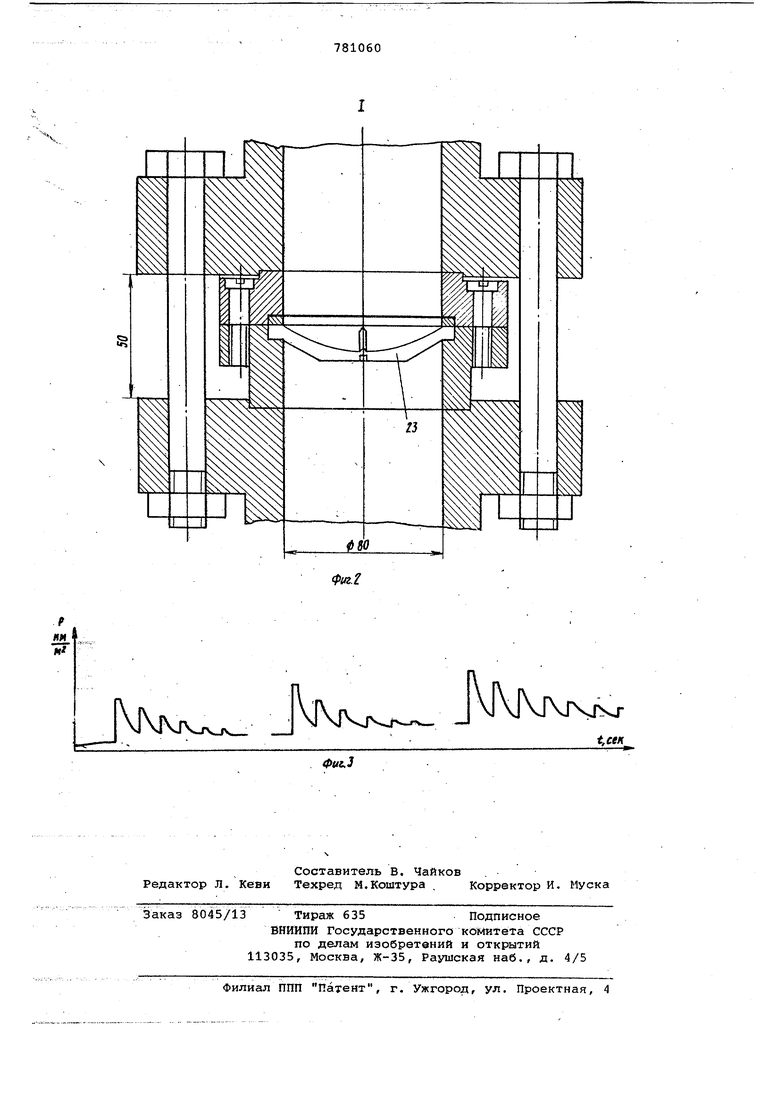
Изобретение относится к строитель ству и предназначено для формования изделий преимущественно из бетонной смеси со сложной фактурной поверхностью. Известен способ формования изделий путем воздействия ударными .силовыми импульсами, который осуществляется при помсяди устройства для формо вания изделий, содержашего цилиндри ческую камеру ударных импульсов, опе тую на форму посредством мембран 1 Этому способу и устройству для его осуществления присущи большая дл тельность цикла формования изделий и их недостаточная .и неоднородная плотность. Цель изобретения - сокращение вре мени формования и повышение плотности изделия. Указанная цель достигается тем, что согласно способу формования изделий путем воздействия ударнь1ми силовыми импульсс ли, последние осущест вляют циклично сериями ударных импульсов, причем продолжительность каждой посл едующей серии превьвлает продолжительность предыдущей серии в 2-8 раз, амплитуда ударных импульсовв 3-10 раз, а их частота в 1,2-1,8 раза меньше. В устройстве же для осуществления указанного способа, содержащем цилиндрическую камеру ударных импульсов, опертую на форму посредством мембра-ны, камера ударных импульсов снабжена дополнительными мембранами, делящими ее полость на изолированные отсеки , каждый из которых соединен с источником давления. Кроме того, ударная камера снабжена приспособлением для разрушения дополнительных мембран в виде крестообразных ножей. На фиг. 1 схематично и.зображено устройство для осуществления способа формования изделий, общий вид в разрезе; на фиг. 2 - узел J на Лиг. 1 в увеличенном масштабе; на Фиг. 3 - циклограмма процесса формования. Устройство для осуществления предложенного способа формования изделий состоит из цилиндрической камеры 1 ударных импульсов, опертой на форму 2 посредством мембраны 3,.дополнительных мембран 4, 5, 6, делящих полость камеры на изолированные отсеки 7, 8, 9, 10, каждый из которых соединен с источником 11 давления через параллельно подключенные вентили 12, 13, 14, 15 и редукционные клапаны 16, И 18 и 19. Полости 7, 8, 9 и 10 соединены тр бопроводами через обратное клапаны 2 21 и 22 к снабжены датчиками, подсо единенными к усилию и регистратору (на чертеже условно не показаны). Кроме того, устройство содержит разрушающее мембрану приспособление, вы полненное в виде крест:ообразного ножа 23. Способ формования изделий осущест вляется следующим образом. Дозированную бетонную смесь 24 ук ладывают, в форму 2, устанавливают ме брану 3 и цилиндрическую камеру диам ром 80 мм с изолированными отсеками 7,8, 9 и 10. Отсеки изолированы до поНнительными мембранами 4, 5, 6, то щиной, Ъоответственно, О,О8мм и 0,20 мм - из алюминия и 0,20 мм - из нержавеющей стали, и снабжены разрушающими приспособлениями. Открывают вентиль 15 и отсеки 7, 8,9 и 10 заполняют газом, плавно повышая давление до 0,014 мН/м , на которое отрегулирован редукционный клапан 19, осуществляя таким обРазом воздействие на бетон, пригружая мемб рану 3. Затем вентиль 15 устройства закрывают, а вентиль 14 открывают и повышают давление в отсеках 8, 9, 10 до 0,13 мН/м до разрыва мембраны 4. При этом амплитуда первой ударной . волны .первой серии импульсов равна 0,12 мН/м с максимальным размахом колебаний 0,05 мН/м и частотой коле баний 226 Гц. Частота колебаний определяется длиной отсеков (в данном Случае 750 мм) и скоростью звука рабочего газа. После разрыва мембраны в отсеке устанавливается статическое дав ленке 0,07 мН/м, при этом производя выдержку 2-3 мин, в зависимости от вида цемента и состава бетбна. Вентиль 14 закрывают и открывают вентиль 13, повышая давление в отсеках 10 до 0,26-1,60 мН/м до раз рыва мембраны 5, при этом амплитуда второй ударной волны второй серии им пульсов равна 0,24-0,96 с максимальным размахом колебаний 0,140,5 мН/м и частотой кoлeбajяий 160 Гц, а затем проЙз;вйдй ЭДдё15Жку 2-3 мин, вентиль 13 закрывают. В отсеке после разрыва мембраны 5 устанавливается статическое давление 0,10,4 мН/м . После затухания волн давления открывают вентиль 12 и процесс производят аналогично, повышают давление в полости 10 до 0,7-5 мН/м до разрушения мембраны 6, при этом амплитуда третьей ударной волны третьей серии импульсов 0,6 мН/м - 3,5 мН/м с максимальным размахом колебаний 0,43-2,1 мН/м и частотой колебаний 112 Гц, после чего производят выдержку 10-60 мин в зависимости от вида цемента и состава бетона. Применение предложенного способа и устройства для его осуществления обеспечивает ускорение процесса твердения бетона за счет периодического местного повышения температуры смеси в результате воздействия на нее серии ударных волн, повышает прочность бетона на 18-20% и снижает его пористость до 1-2%. Формула изобретения 1.Способ формования изделий путем воздействия ударн.ыми силовыми импульсами, отличающийся тем, что, с целью сокращения времени формования и повышения плотности изделий, ударные воздействия осуществляют циклично сериями ударных импульсов, причем продолжительность каждой последующей серии превышает продолжительность предыдущей серии в 28 раз, амплитуда ударных импульсов в 3-10 раз, а их частота в 1,2-1,8 раза меньше. 2.Устройство для осуществления способа по п. 1, содержащее цилиндрическую камеру ударных импульсов, опертую на форму посредством мембраны, о т л и ч а ю щ е е с я тем, что камера ударных импульсов снабжена дополнительными мембранами, делящими ее полость на изолированные отсеки, каждый из которых соединен с источником давле.ния. 3.Устройство по п. 2, отличающееся тем, что ударная камера снабжена приспособлением для -разрушения дополнительных мембран в виде крестообразных ножей. . Источники информации, принятые вовнимание при экспертизе 1. Авторское свидетельство СССР № 491322, кл. В 21 В 26/06, 1974.
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛИНОВАЯ УДАРНО-ВОЛНОВАЯ ГАЗОДИНАМИЧЕСКАЯ УСТАНОВКА ДЛЯ ФОРМОВАНИЯ БЕТОНОВ | 1999 |
|
RU2163543C2 |
| Установка для формования железобетонных изделий в вертикальном положении | 1978 |
|
SU996198A1 |
| УДАРНО-ВОЛНОВОЙ СПОСОБ ОБРАБОТКИ КОНГЛОМЕРАТНЫХ СРЕД ПРИ ФОРМИРОВАНИИ ИСКУССТВЕННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2164204C2 |
| Виброплощадка для уплотнения бетонных смесей в форме | 1980 |
|
SU1016165A1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО ВОЗДЕЙСТВИЯ НА ПАРАФИНОСМОЛИСТЫЕ ОТЛОЖЕНИЯ | 2001 |
|
RU2208134C2 |
| ВИБРОАГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АРХИТЕКТУРНОГО БЕТОНА | 1999 |
|
RU2140354C1 |
| ГАЗОДИНАМИЧЕСКИЙ ИСТОЧНИК СЕЙСМИЧЕСКИХ КОЛЕБАНИЙ | 2006 |
|
RU2306411C1 |
| Способ изготовления раструбных труб из бетонных смесей и устройство для его осуществления | 1987 |
|
SU1502350A1 |
| ПОВЕРХНОСТНЫЙ УДАРНО-ВОЛНОВОЙ ГАЗОДИНАМИЧЕСКИЙ ВИБРОУПЛОТНИТЕЛЬ ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ОБЪЕКТОВ | 1999 |
|
RU2160663C2 |
| СПОСОБ ОЧИСТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254176C1 |
-.JW: JVjW
