Ю
S
(Л
рлст) и втулочных частях ниб- ррпочд( 1к:тпиом вг -чПуждаемыми н пиб- рся очояке KpyroBbiNiH гпризоитлльнымп импульсями с частотс й 35-75 Гц и лпнлением 0,2-1.0 МИп i; ирнкладыва- очими к 11ихирм T(p:iy c op yeмoгo из- дс,иия яертикальь с направленными им- пу.льсамн с ч ас ЮТОЙ А О-5 О Гц и амплитудой 0,8-1,5. Угьтотнеиис раструб- Hoi t части произпрдят в течение 1-3.--ги 11{П1 1-еподв11ЖИом сердечнике, а птулоч иой части - при перемегцпнин последнего со скоростью П,; ;03-0,03 -i/c. Устройство для о ул.гг .л Г м иия способа вклкпшет основание 9, на котором смонтирован пертикапьно-подвижш 1Й
приводно сердечник 2 с внброголор- кой 3 и охват1-шаюп1уи1 сердечник форму 1 с поддоном 4 и раструбообразова- телем 5. стройство снабжено подвижной рамой 7 с окном для прохода сердечника 2, смонтированной одним концом посредством шарнира 8 на основании 9 и опертого на него при поморш упругого элемента 10 другим концом. Па основании 9 закреплен возбудитель колебаний 1 i с т орнзонтальной осью вращения дебалансного вала. Конусная виброголовка 3 выполнена с соединяющей ее с верхней частью сердечника 2 шарнирной стойкой 17. 2 с.п. ф-ды, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Установка для формования полых изделий из бетонных смесей | 1985 |
|
SU1329984A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРБЕТОННЫХ ТРУБ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2091220C1 |
| Устройство для формования раструбных труб из бетонных смесей | 1980 |
|
SU887196A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1985 |
|
SU1310220A1 |
| Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы | 1990 |
|
SU1775295A1 |
| Способ изготовления раструбных труб и устройство для его осуществления | 1984 |
|
SU1202893A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1978 |
|
SU781068A1 |
Изобретение относится к производству раструбных труб из бетонных смесей и обеспечивает повышение прочности и плотности изделий. Это достигается тем, что способ изготовления труб включает сборку формы с сердечником, подачу бетонной смеси и последовательное уплотнение ее в раструбной и втулочных частях вибровоздействием возбуждаемыми в виброголовке круговыми горизонтальными импульсами частотой 35-75 Гц и давлением 0,2-1,0 МПа и прикладываемыми к нижнему торцу формуемого изделия вертикально-направленными импульсами частотой 40-50 Гц и амплитудой 0,8-1,5. Уплотнение раструбной части производят в течение 1-3 мин при неподвижном сердечнике, а втулочной части - при перемещении последнего со скоростью 0,003-0,03 м/с. Устройство для осуществления способа включает основание 9, на котором смонтирован вертикально-подвижный приводной сердечник 2 с виброголовкой 3 и охватывающую сердечник форму 1 с поддоном 4 и раструбообразователем 5. Устройство снабжено подвижной рамой 7 с окном для прохода сердечника 2, смонтированной одним концом посредством шарнира 8 на основании 9 и опертого на него при помощи упругого элемента 10 другим концом. На основании 9 закреплен возбудитель колебаний 14 с горизонтальной осью вращения дебалансного вала. Конусная виброголовка 3 выполнена с соединяющей ее с верхней частью сердечника 2 шарнирной стойкой 17. 2 с.п. ф-лы 1 ил.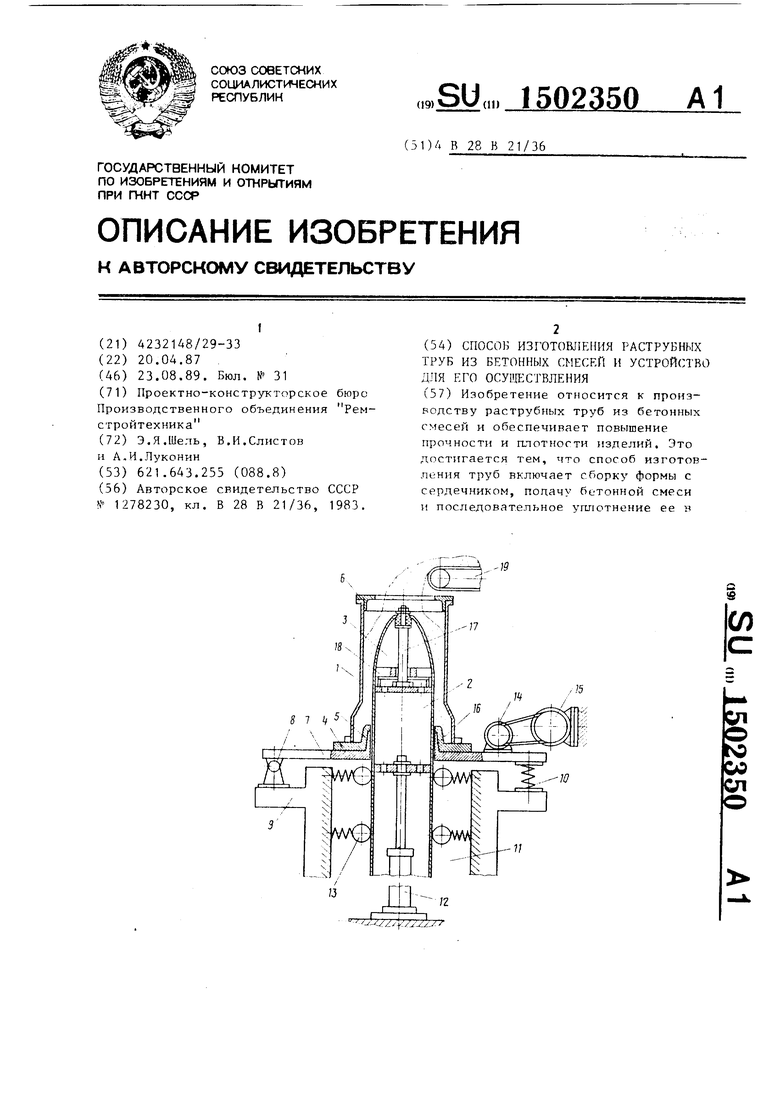
Изобретение относится к производству труб из жестких бетонных смесей Цель изобретения - повышение прочности и плотности изделий.
Па чертеже изображено устройство для изготовления раструбных труб, ви сбоку, разрегз.
Способ осуу1,ествляг;Т ся следующим образом.
После сборкзг .i 1 с сердечником 2 подают бетонпте смесь, которую последовательно угиютняют в раструб- ио1 и втулочной частях вибровоздействия, возбулу1;аемыми vi виброголовке 3 круговыми горизонтальными импульсами с частотой 35-75 Гц и давлением 0,J.-1,0 МПа и прикл.чд чнаемыми к нижнему торпу фopмye oгo изделия вертикально направленными силовыми импульсами с частотоГ tO-50 Гц и амплитудой 0,8-1,5 мм. Уплотнение раструбной части гроизводят в течение 1-3 при неподвн 1 ,)гог- сердечнике 2, а уплотнение втулочной части при перемещении посдеднег о со скоростью 0,003-0,03 м/с.
Пример 1. Формуют трубы диаметром услорнох о прохода 600 мм, длиной 2,5 и из бетонной смеси состава Ц:П 1:3, с водоцементньгм отношением 0,32 и металлштеской фиброй из проволоки диаметром 0,5 мм. После сборки формы 1 с сердечником 2 осуществляют подачу и уплотнение бетонной смеси в раструбной части трубы при неподвижном сердечнике в тече- 1 мин путем вибровоздействия воз бу/ щаемьл-ш в виброголовке 3 круговы
0
5
5
0
5
0
5
ми горизонтальными ш-шудьсами с частотой 35 Гц и давлением 0,2 МПа и прикладываемыми к нижнему торцу трубы вертикально направленными импульсами с частотой ч О Гц и амплитудой 0,8 мм. Затем включают привод подъема сердечника 2 и при скорости его перемещения 0,003 м/с уплотняют бетонную смесь во втулочной части трубы при тех же значениях круговых горизонтальньгх и вертикально направленн -1х импульсов.
Пример 2. Проводят те же операции, что и по примеру 1, но уплотнение бетонной смеси в раструбной и втулочной частях производят путем вг здействия крутювыми горизонтальными импульсами с частотой 75 Гц и давлением 1,0 МПа и вертикально направленными силовыми импульсами с частотой 50 Гц и амплитудой 1,5 мм, причем уплотнение раструбной части трубы осуществляют при неподвижном сердечнике в течение 3 мин, а втулочной части - при перемещении последнего со скоростью 0,03 м/с.
После тешювлажностной обработки и трехдневной выдержки труб они испытаны на трещиностойкость внутренним гидравлическим давлением. Результаты испытаний показали, что при давлении трещиностойкости, соответствующем требованиям, трубы хорошо уплотнены и 1гмеют ровную поверхность.
Устройство для изготовления раструбных труб включает форму 1, вертикально подвижной приводной сер5
лсчиик . с KouycH(M i риброголовкой 3 концеитричио охватмваемой формой 1, Форма 1 с поддоном 4, рас трубодержателсм 5 и втулкообразо- вателем 6. Устройство снабжено под- пижной рамой 7 с окном для прохода сердечника 2, которая одним концом посредством шарнира 8 смонтирована на основании 9, а другим концом оперта на него при помощи упругого элемента 10, Рама 7 размешена над шахтой 11, в которой установлен гидроцилиндр 12, на гатоке которого закреплен сердечник 2, центрирующийся подпружиненными роликами 13. На раме 7 жестко закреплен возбудитель колебаний в виде вибратора 14 с горизонтальной осью вращения дебаданс- ного вала, приводимый в действие от электродвигагеля 15. Центрирование форм151 1 осуи;ествляется конусом 16. Конусная головка 3 выполнена с соединяющей ее с верхней частью сердечника 2 шарнирной стойкой 17 и размещенным в ее нижней цилиндрической части пневмовибратором 18. Для подачи бетонной смеси предназначен питатель 19.
Устройство работает следующим образом.
В исходном положении сердечник 2 с виброголовкой 3 опущены в шахту 11 в крайнее нижнее положение. Форму 1 в сборе устанавливают на конус 16 рамы 7 и крепят к ней. Подводят питатель 19 и одновременно включают подачу бетонной смеси и привод вибраторов 18 и 14. На начало работы виброголовка 3 своей цилиндрической частью находится в зоне раструба формуемой трубы. При неподвижном сердечнике 2 производят формование раструбной части, при этом подачу бетонной смеси производят до верхнего уровня виброголовки 3.
Затем включают гидроцилиндр 12 подъема сердечника 2 и продолжают формование тела трубы при непрерывной подаче бетонной смеси и действия вибраторов 14 и 18. При подходе верхней части виброголовки 3 к втул- кообраэователю 6 подачу бетонной смеси прекращают, а при выходе виб- роголорки в крайнее верхнее положе(i6
иие иыключают вибраторы 14 и 18 и опускают сердечник 2 в крайнее нижнее положение. Форму 1 с трубой сни- мают и подают на термовлажностную обработку.
Формула изобретен и я
1 Способ изготовления раструбных
труб из бетонных смесей, включающий сборку формы с сердечником, подачу бетонной смеси, последовательное уплотнение ее в раструбной и втулочной
частях вибровоздействием горизонтальными и вертикальными силовыми импульсами, термообработку и последующую распалубку, отличающий- с я тем, что, с целью повьш1ения
прочности и плотности изделий, вибровоздействие на бетонною смесь осуществляют возбуждаемыми в виброголовке круговыми горизонтальными импульсами с частотой 35-75 Гц и давлением
0,2-1,0 МПа и прикладьгоаемыми к нижнему торцу формуемого изделия вертикально направленным г силовыми импульсами с частотой 40-50 Гц и амплитудой 0,8-1,5 мм, причем уплотнение раструбной части производят в тече1П1е 1-3 мин при неподвижном сердечнике, а втулочной части - при перемещении последнего со скоростью 0,003-0,03 м/с.
концентрично охватывающую его форму с поддоном и раструбообразователем, отличающееся тем, что, с целью повышения прочности и плотности изделий, оно снабжено подвижной рамой с окном для прохода сердечника, смонтированной одним из концов посредством шарнира на осно- ван1ш и опертой на него при помощи упругого элемента другим концом, и,
закрепленным на последнем, возбудителем колебаний с горизонтальной осью вращения дебапансного вала, а конусная виброголовка выполнена с соединяющей ее с верхней частью сердечника
шарнирной стойкой.
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
