Группа изобретений относится к способам очистки различных полых изделий, в частности резервуаров, систем водоснабжения и т.п. устройств, преимущественно к очистке внутренних поверхностей трубопроводов.
Известен способ очистки внутренней поверхности полого изделия путем прокачки через внутреннюю полость изделия потока очищающей среды и последующего создания в этой среде ударных волн посредством формирования в очищающей среде ударных импульсов высокого давления (см. а.с. СССР №1754232, кл. В 08 В 9/027, 1992). В известном способе насосная система осуществляет прокачку основной очищающей среды, в качестве которой используют воду, через внутреннюю полость очищаемого изделия. Ударные импульсы высокого давления формируют путем перекрытия очищающей жидкости на короткое время краном. Ударные импульсы жидкости значительно увеличивают скорость потока во внутренней полости изделия и соответственно происходит более интенсивное отделение отложений от внутренней поверхности изделия.
Недостатком известного способа является сложность четкого регулирования продолжительности ударных импульсов и частоты следования этих импульсов, вследствие того, что кран перекрывают вручную, и это приводит к снижению качества очистки внутренней поверхности изделия.
Наиболее близким по технической сущности и достигаемому результату к способу - как объекту изобретения является способ очистки внутренних поверхностей полых изделий путем прокачки через внутреннюю полость очищаемого изделия потока основной очищающей среды и создания в среде, заполняющей внутреннюю полость очищаемого изделия, ударных волн высокого давления в полости очищаемого изделия посредством формирования на входе в полость изделия ударных импульсов основной или дополнительной очищающей среды (см. патент РФ №2225761, кл. В 08 В 5/02, 20.03.04). В известном способе в качестве основной очищающей среды используют воду, а в качестве дополнительной очищающей среды используется сжатый воздух, который подают в пневмоимпульсный генератор, формирующий ударные импульсы, поступающие на вход очищаемого изделия и создающий ударные волны в жидкости, заполняющей полость очищаемого изделия.
Недостатками известного способа является низкая эффективность очистки внутренней поверхности полого изделия, обусловленная ограниченным диапазоном частот следования ударных импульсов и ограниченной областью применения известного способа вследствие узкого круга веществ, которые в известном способе могут использоваться в качестве очищающей среды.
Техническим результатом изобретения, согласно способу, является повышение эффективности очистки внутренней поверхности полого изделия при одновременном расширении области применения способа очистки внутренних поверхностей полых изделий.
Указанная результат достигается тем, что в способе очистки внутренней поверхности полых изделий путем прокачки через внутреннюю полость очищаемой среды и создания в среде, заполняющей внутреннюю полость очищаемого изделия, ударных волн высокого давления посредством формирования на входе в полость изделия ударных импульсов основной или дополнительной очищающей среды, осуществляют формирование требуемой частоты следования ударных импульсов и их амплитуды в диапазоне, соответственно 1-1000 Гц, 4-1000 кгс/см2, обеспечиваемых пульсатором, посредством блока управления последним с использованием компьютерных прогмрамм.
При этом частоту следования ударных импульсов и их амплитуду устанавливают в зависимости от материала, из которого изготовлено очищаемое изделие и толщины его стенок, посредством программы блока управления устройства, которое используют для реализации способа; предпочтительно длительность ударного импульса формировать в пределах 0,1-500 мс; в качестве основной и/или дополнительной очищающей среды использовать воду, или - воздух, или - водный раствор вещества, которое взаимодействует с материалом отложений на внутренней поверхности очищаемого изделия; при очистке изделия, которое изготовлено из чугуна и имеет толщину стенок 3-5 мм, амплитуду давления ударных импульсов дополнительной очищающей среды, в качестве которой используют воздух, устанавливают равной 8-10 кгс/см2 при частоте следования ударных импульсов 1-3 Гц; при очистке изделия, изготовленного из латуни и имеющего толщину стенок 1-3 мм, амплитуду давления дополнительной очищающей среды, в качестве которой используют воду, выбирают в пределах 4-200 кгс/см2 при частоте следования ударных импульсов 10-1000 Гц.
В способе значительно расширен диапазон частот следования ударных импульсов, который составляет 1-1000 Гц. Поскольку при очистке внутренней поверхности полого изделия от отложений отделение отложений происходит за счет воздействия на поверхность с отложениями волн давления, в результате чего стенки изделия и отложения приходят в колебательное движение и за счет разности амплитуд колебаний стенок изделия и отложений на внутренней поверхности изделия возникает разрушение отложений, то при частоте ударных импульсов менее 1 Гц не удается возбудить даже низкочастотных резонансов, что приводит к замедлению процесса очистки. При воздействии на внутреннюю поверхность очищаемого полого изделия ударных импульсов с частотой, превышающей 1000 Гц, давление очищающей среды во внутренней полости очищаемого изделия не успевает снизиться до минимального значения и поэтому уменьшается амплитуда колебаний стенки изделия, что приводит к замедлению процесса разрушения отложений на внутренней поверхности изделия и соответственно к увеличению времени очистки. Амплитуду ударных импульсов формируют в пределах 4-1000 кгс/см2, поскольку при амплитудах ударных импульсов менее 4 кгс/см2 силовое воздействие ударных волн на внутреннюю поверхность изделия будет незначительным и, следовательно, резко увеличится время очистки. При величине амплитуды ударного импульса, превышающей 1000 кгс/см2, потребуется значительное увеличение толщины стенок очищаемого изделия, а некоторые хрупкие материалы, из которых изготавливаются очищаемые изделия вообще, не могут выдерживать столь высокие давления. Продолжительность ударных импульсов формируют в пределах 0,1-500 мс, так как при продолжительности ударного импульса менее 0,1 мс сложно обеспечить требуемую крутизну фронтов нарастания и спада ударного импульса, которые в значительной мере определяют процесс отделения отложений от поверхности изделия, а при продолжительности ударного импульса, превышающей 500 мс, не удается обеспечить высокие значения частот следования ударных импульсов, что приводит к увеличению времени, затрачиваемого на очистку. Предпочтительно в качестве основной и/или дополнительной очищающей среды использовать воду или воздух, как наиболее распространенные и дешевые вещества. Иногда в качестве очищающей среды можно использовать водный раствор вещества, которое взаимодействует с материалом отложений, что способствует ускорению процесса очистки вследствие того, что при взаимодействии очищающей среды с материалом отложений будет происходить размягчение материала отложений и улучшение условий отделения отложений от поверхности изделия. При изготовлении очищаемого полого изделия из чугуна при толщине стенок изделия 3-5 мм предпочтительно частоту следования ударных импульсов выбирать в пределах 1-3 Гц, и при использовании дополнительной очищающей среды воздуха амплитуду ударных импульсов следует выбирать 8-10 кгс/см2, что было установлено при проведении соответствующих экспериментов на указанных изделиях. При изготовлении очищаемых полых изделий из латуни, например, выполненных в виде трубок с толщиной стенок 1-3 мм, и при использовании воды в качестве очищающей среды, частоту следования ударных импульсов выбирают в диапазоне 10-1000 Гц при амплитуде ударных импульсов 4-200 кгс/см2.
Способ осуществляют путем прокачки основной очищающей среды, например воды, через внутреннюю полость очищаемого изделия, при этом на патрубке, расположенном вблизи входа потока очищающей воды в изделие, установлен пульсатор, формирующий ударные импульсы высокого давления, вызывающие возникновение ударных волн в очищающей среде, заполняющей внутреннюю полость очищаемого изделия. При помощи блока управления, снабженного соответствующими программами, в зависимости от материала, из которого изготовлено очищаемое изделие и толщины его стенок, устанавливают на приводе ротора скорость его вращения, который определяет частоту следования ударных импульсов, создаваемых пульсатором и амплитуду давления этих импульсов, которые возбуждают в очищающей среде, заполняющей внутреннюю полость очищаемого изделия, ударные волны. При воздействии волн давления, следующих с определенной частотой, на внутреннюю поверхность изделия и на отложения на этой поверхности, стенки изделия и отложения приходят в колебательные движения. За счет разности амплитуд колебаний стенок изделия и отложений на них происходит разрушение отложений и образующиеся элементы материала отложений уносятся потоком среды в сливную магистраль. Одновременно с силовым воздействием ударных волн очищающей среды на внутреннюю поверхность изделия ударные волны, возникающие в очищающей среде, вызывают турбулизацию потока очищающей среды и перемещение турбулентного фронта к выходу изделия, что приводит к дополнительному силовому воздействию на отложения и способствует повышению эффективности очистки.
Известно устройство для очистки внутренней поверхности изделия, содержащее нагнетающую магистраль для прокачки очищающей среды через внутреннюю полость изделия и систему, формирующую ударные импульсы, воздействующие на очищаемую среду (см. а.с. СССР №902876, кл. В 08 В 5/00, 1982). В известном устройстве в качестве очищающей среды используют воздух. Система, формирующая ударные импульсы, включает в себя манометр, измерительную полость с электрическим реле, соединенным с клапаном, и промежуточную камеру для очищающей среды. Ударные импульсы формируются в известном устройстве после того, как посредством реле открывают клапан и сжатый воздух из промежуточной емкости сбрасывается во внутреннюю полость очищаемого изделия.
Недостатком известного устройства является сложность четкого регулирования амплитуд последовательно следующих ударных импульсов, что приводит к снижению качества очистки.
Наиболее близким аналогом по технической сущности и достигаемому результату устройству, согласно изобретению, является устройство по а.с. СССР №1392729, кл. В 08 В 9/06, в котором пульсатор, установленный на входе в очищаемое изделие, создает ударные импульсы в основной или дополнительной очищающей среде, прокачиваемой через внутреннюю полость изделия.
Недостатком известного устройства является сложность конструкции, которая не позволяет обеспечить строго заданную последовательность формирования ударных импульсов и трудность обеспечения постоянства амплитуды ударных импульсов, что приводит к снижению эффективности очистки.
Кроме того, известное устройство имеет ограниченную область применения вследствие невозможности использования в качестве очищающей среды различных веществ.
Техническим результатом, достигаемым устройством, согласно изобретению является повышение эффективности очистки внутренних поверхностей полых изделий при одновременном расширении области применения устройства.
Для достижения указанного результата в устройстве с пульсатором, установленным на входе в очищаемое изделие и создающим ударные импульсы в основной или дополнительной очищающей среде, прокачиваемой через внутреннюю полость изделия, для осуществления способа по п.1 пульсатор состоит из ротора с приводом и расположенного соосно ротору статора, выполненными соответственно в виде сплошного цилиндра с центральным отверстием и полого цилиндра с радиальными отверстиями, при этом блок управления пульсатором состоит из блока управления частотой ударных импульсов, подключенного к приводу ротора, и блока управления величиной их амплитуды.
При этом предпочтительно форму отверстий статора выполнять соответствующими форме отверстия ротора; поперечные сечения отверстий в роторе и статоре выполнять в форме прямоугольников.
В устройстве пульсатор состоит из ротора, выполненного в виде сплошного цилиндра с приводом, и статора, выполненного в виде полого цилиндра, расположенного соосно с ротором, при этом внутренняя поверхность статора контактирует с внешней поверхностью ротора. Подобный плотный контакт цилиндрических поверхностей статора и ротора наряду с несколькими кольцевыми уплотнениями, размещенными в пазах ротора, практически исключают утечку очищающей среды из пульсатора, что способствует формированию ударных импульсов строго одинаковой формы, обеспечивая тем самым высокое качество очистки. Соосно расположенные отверстия одинаковой форы и размеров в статоре и роторе также способствуют формированию одинаковых ударных импульсов. Выполнение отверстий в виде прямоугольников при малой (обычно - доли мм) ширине отверстий позволяет обеспечить высокие значения частот ударных импульсов и тем самым повысить эффективность очистки. Ударные импульсы, поступающие из пульсатора в очищающую среду, заполняющую внутреннюю полость изделия, формируют в ней ударные волны, воздействующие на материал стенки изделия и на материал отложений на внутренней поверхности изделия, а за счет разности амплитуд колебаний стенок и отложений происходит разрушение материала отложений, и отделившиеся от стенки изделия участки отложений уносятся потоком очищающей среды. В заявленном устройстве предусмотрен блок управления, в состав которого входят блок управления величиной амплитуды ударных импульсов и блок управления частотой следования ударных импульсов, снабженный соответствующими компьютерными программами. Это позволяет регулировать амплитуду и частоту следования импульсов в зависимости от материала, из которого изготовлено очищаемое изделие и от толщины стенок изделия, и тем самым автоматизировать процесс очистки, что дополнительно повышает его эффективность.
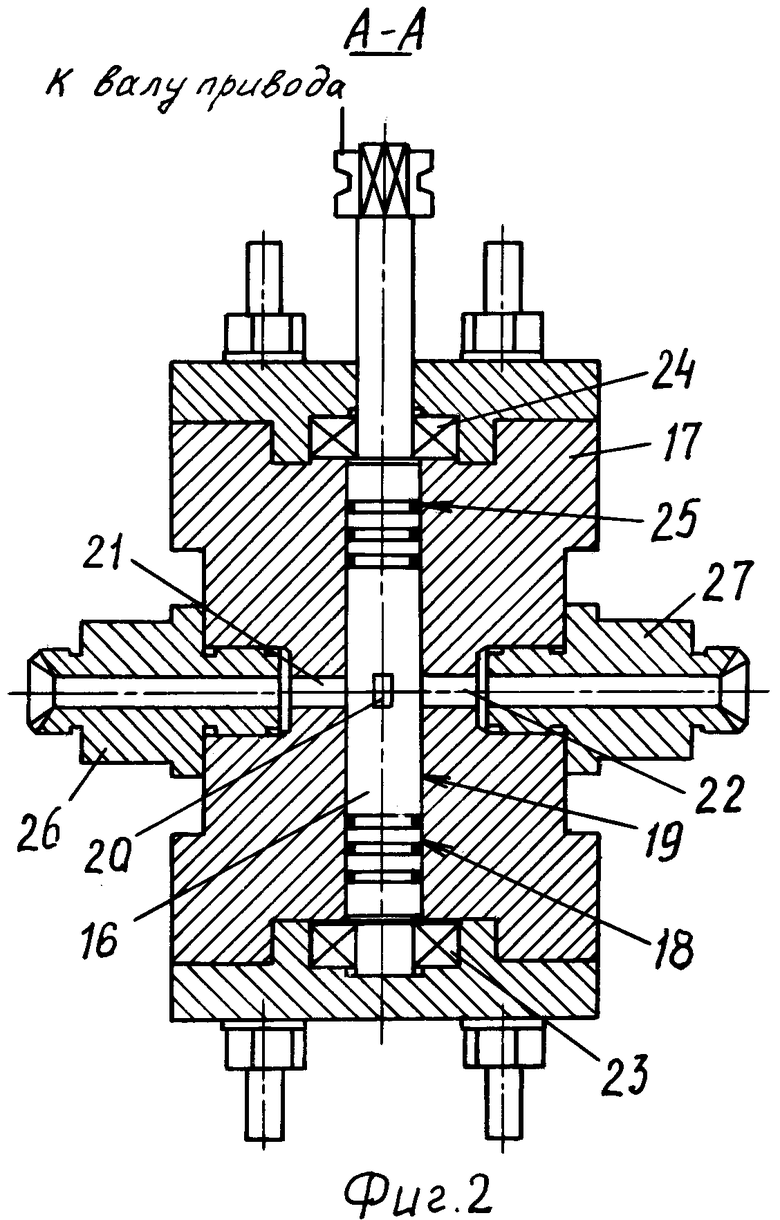
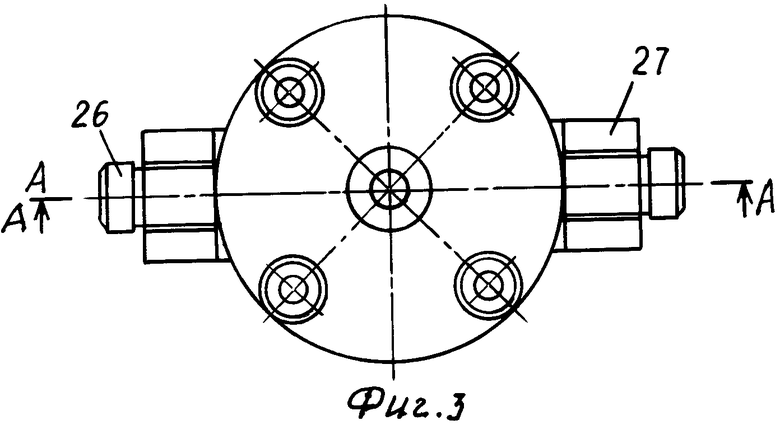
На фиг.1 схематично изображен общий вид устройства для очистки внутренних поверхностей полых изделий, на фиг.2 - пульсатор (поперечное сечение), формирующий ударные импульсы высокого давления, на фиг.3 - пульсатор (вид сверху).
Устройство, согласно изобретению, содержит очищаемое полое изделие 1, выполненное в виде трубопровода с заглушками 2, 3, через одну из которых герметично проходит трубопровод 4, подключенный к выходу пульсатора 5, снабженного приводом 6 и размещенного на входе в очищаемое изделие, насосную систему 7, создающую требуемое давление ударных импульсов и в которую подают основную или дополнительную очищающую среду через трубопровод 8, снабженный запорным вентилем 9, датчик давления 10, используемый для определения давления очищающей среды в полости очищаемого изделия, блок управления с блоком управления величиной амплитуды ударных импульсов (не показаны) и блоком управления частотой следования ударных импульсов 11, который служит для регулирования скорости вращения привода ротора в пульсаторе; изделие снабжено нагнетающей магистралью 12 с запорным вентилем 13 для прокачки основной очищающей среды и сливной магистралью 14 с запорным вентилем 15 для удаления частей отложения потоком основной очищающей среды; пульсатор (см. фиг.2 и 3) в заявленном устройстве выполнен в виде системы, состоящей из ротора 16 и размещенного соосно с ним статора 17, при этом внутренняя поверхность статора 18 находится в надежном контакте с внешней поверхностью ротора 19, ротор снабжен сквозным отверстием 20, ось которого перпендикулярна оси ротора и пересекается с ней, а статор выполнен с радиальными отверстиями 21, 22, расположенными соосно с отверстием ротора, который снабжен приводом (не указан), ротор при этом вращается вокруг своей оси в подшипниках 23, 24 и снабжен системой кольцевых прокладок 25, которые дополнительно препятствуют вытеканию очищающей среды из пульсатора, который снабжен штуцерами 26, 27 для подключения соответствующих трубопроводов, подающих очищающую среду в пульсатор и выводящих ударные импульсы из него. Привод ротора может быть выполнен в виде пневмодвигателя или электродвигателя, предпочтительно выполнять его в виде электродвигателя, вал которого через соответствующую передачу соединен с ротором 16. Например, вал электродвигателя может присоединяться к ротору через ременную передачу или зубчатую передачу. При этом привод подключен к блоку управления частотой следования ударных импульсов, что позволяет обеспечивать требуемую частоту вращения ротора и, следовательно, задаваемую частоту следования ударных импульсов. В частности, частоту вращения вала электродвигателя можно изменять посредством регулирования величины электрического напряжения, подаваемого на клеммы электродвигателя (не указаны), при воздействии сигнала, поступающего с блока управления частотой следования ударных импульсов 11.
Устройство для очистки внутренних поверхностей полых изделий работает следующим образом.
Для облегчения процесса заполнения очищающей жидкостью внутренних полостей различных элементов устройства перекрывают запорные вентили 9 и 13, а сливную магистраль 14 через открытый запорный вентиль 15 присоединяют к вакуумной системе (не указана) и создают разрежение во внутренних полостях элементов устройства. Затем через сливную магистраль 14 заполоняют эти полости очищающей средой, например водой. Открывают запорные вентили 13 и 15 и организуют прокачку воды через внутреннюю полость очищаемого изделия 1, которое выполнено в виде трубопровода. На блоке управления устройства с учетом материала, из которого изготовлен трубопровод 1 и толщины его стенок, с использованием соответствующих компьютерных программ устанавливаются требуемые величины амплитуд и частоты следования ударных импульсов, которые будут формировать пульсатор 5. Ударные импульсы высокого давления, которые поступают из пульсатора 5, через трубопровод 4 подаются во внутреннюю полость трубопровода 1 и возбуждают ударные волны в потоке воды, прокачиваемой через внутреннюю полость очищаемого трубопровода 1. При воздействии ударных волн на стенки очищаемого трубопровода 1 и на отложения, расположенные на внутренней поверхности этого трубопровода, возникают колебания стенок и отложений, имеющие различные амплитуды. За счет этого происходит разрушение отложений и отделившиеся участки отложений уносятся потоком воды в сливную магистраль 14. Степень очистки трубопровода 1 контролируется соответствующим датчиком чистоты (не указан), который устанавливается на сливной магистрали 14.
Примеры осуществления способа.
Пример 1. Проводилась очистка внутренних поверхностей радиаторов и труб системы отопления жилого дома. В качестве основной очищающей среды использовалась вода, а в качестве дополнительной очищающей среды - воздух, который подавался под давлением 9 кгс/см2 с расходом 0,5 м/мин. Пульсатор формировал ударные импульсы высокого давления с частотой следования 10 Гц при длительности ударного импульса 30 мс. Процесс очистки продолжался 10 мин, при этом на выходе из сливной магистрали выпускался шлам с водой. После полного осветления воды на выходе из сливной магистрали процесс очистки завершали.
Пример 2. Проводилась очистка от твердых отложений на внутренней стенке трубопровода, изготовленного из стали, имеющего внешний диаметр 80 мм при толщине стенок 5 мм и длине трубопровода 10 м. В качестве основной и дополнительной очищающей среды использовалась вода. К одной из заглушек, выполненной в виде фланца, подключался выход пульсатора, к входу которого был присоединяли насос с давлением на выходе 600 кгс/см2 и расходе воды 60 л/мин. Пульсатор формировал ударные импульсы с амплитудой давления 600 кгс/см2, при частоте следования ударных импульсов 1 Гц и длительности импульса 300 мс. Процесс очистки внутренней поверхности трубопровода продолжался три минуты. По окончании процесса очистки внутренняя поверхность трубопровода полностью очищалась от отложений.
Как видно из приведенных примеров группа изобретений позволяет в сравнении с известными существенно повысить эффективность очистки внутренних поверхностей полых изделий от отложений за счет расширения диапазона амплитуд и частоты следования ударных импульсов. Наряду со значительным сокращением времени процесса очистки упростился сам процесс очистки, который к тому же удалось полностью автоматизировать. Упростилась конструкция устройства, которое используют для осуществления способа очистки, что позволяет за счет возможности использования в качестве очищающей среды различных веществ расширить область применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1994 |
|
RU2062971C1 |
| СПОСОБ ОЧИСТКИ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2220011C2 |
| СПОСОБ ОЧИСТКИ ПОЛЫХ ИЗДЕЛИЙ | 2013 |
|
RU2552450C1 |
| СПОСОБ ОЧИСТКИ ТРУБОПРОВОДОВ, СПОСОБ ПОКРЫТИЯ ТРУБОПРОВОДОВ И УСТРОЙСТВА (ВАРИАНТЫ) ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2184902C2 |
| СПОСОБ ОЧИСТКИ ТРУБОПРОВОДОВ ОТ ОТЛОЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2182047C1 |
| СПОСОБ ЛИКВИДАЦИИ И ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ АСФАЛЬТЕНО-СМОЛО-ПАРАФИНОВЫХ ОТЛОЖЕНИЙ В НЕФТЯНЫХ СКВАЖИНАХ И НЕФТЕПРОВОДАХ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2475627C1 |
| КОМПЛЕКС МЕДИЦИНСКОЙ ПОМОЩИ РАНЕНОМУ | 2003 |
|
RU2246927C2 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201812C2 |
| ЭЛЕКТРОРАЗРЯДНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2175898C1 |
| Способ очистки внутренней поверхности каналов полого изделия | 1987 |
|
SU1477483A1 |
Группа изобретений относится к очистке внутренних поверхностей различных полых изделий, преимущественно трубопроводов от отложений, и обеспечивает повышение эффективности очистки при одновременном расширении области применения. Способ включает прокачку через внутреннюю полость очищающей среды и создание в среде, заполняющей внутреннюю полость очищаемого изделия, ударных волн высокого давления посредством формирования на входе в полость изделия ударных импульсов основной или дополнительной очищающей среды. Формирование требуемой частоты следования ударных импульсов и их амплитуды осуществляют в диапазоне соответственно 1-1000 Гц, 4-1000 кгс/см2, обеспечиваемых пульсатором, посредством блока управления последним с использованием компьютерных программ. Устройство для осуществления способа содержит пульсатор в виде ротора с приводом и расположенного соосно ротору статора, выполненными соответственно в виде сплошного цилиндра с центральным отверстием и полого цилиндра с радиальными отверстиями, при этом блок управления пульсатором состоит из блока управления частотой ударных импульсов, подключенного к приводу ротора, и блока управления величиной их амплитуды. 2 н. и 8 з.п. ф-лы. 3 ил.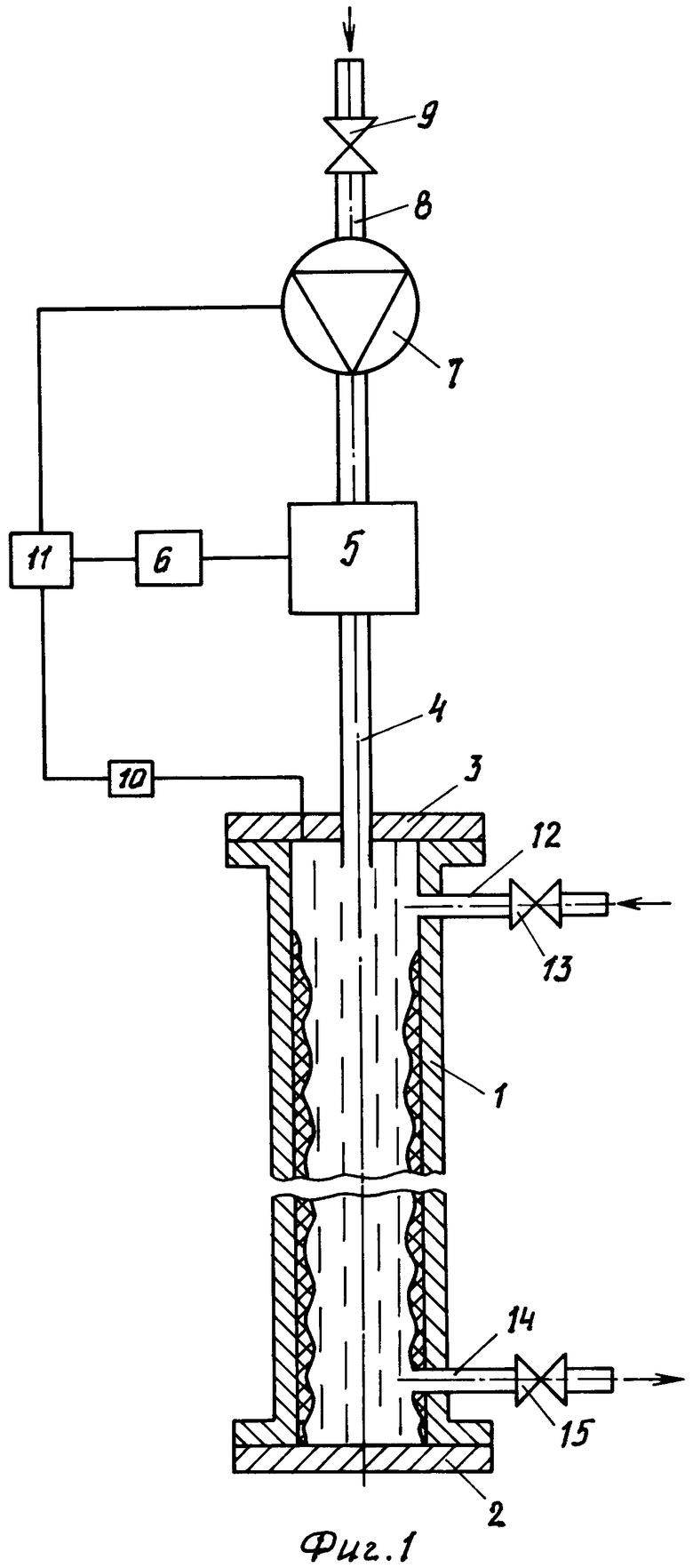
| Способ промывки трубопровода | 1986 |
|
SU1392729A1 |
| Генератор колебаний потока жидкости | 1990 |
|
SU1811567A3 |
| Роторно-вихревой акустический излучатель | 1989 |
|
SU1606203A1 |
| ПНЕВМОИМПУЛЬСНАЯ УСТАНОВКА | 2000 |
|
RU2194938C2 |

