Предлагается способ изготовления металлических электродов малоГг поперечной проводимости для «холодно-дуговых разрядных прибороз и приборов с вращающимися электродами.
Известные способы изготовления подобных электродов основаны ча нанесении на тугоплавкий сердечник при помощи электрол за легкоплавких веществ в перемежку с метал.чом электрода с лс-:леду1ощей выплавкой вспомогательной прослойки в разреженной атмосфере.
Новый способ является более соверщснным, так как удешевляя производство электродов, он одновременно обеспечивает повыщение нх качества.
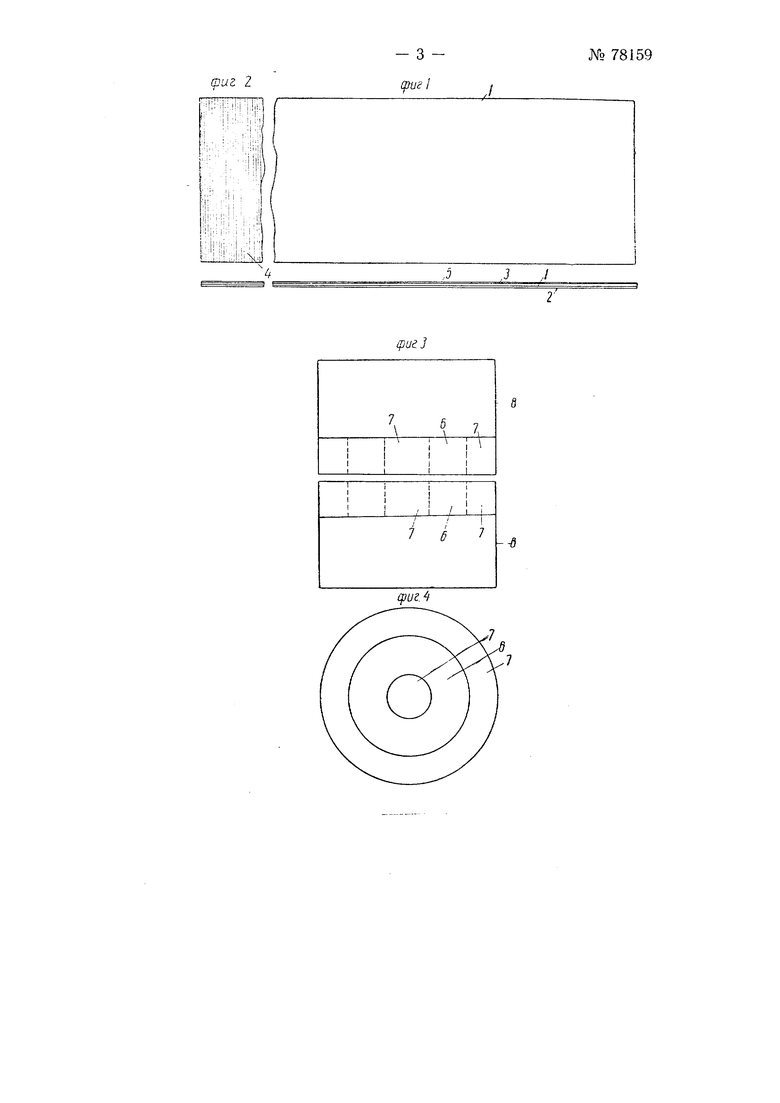
Технологический процесс изготовления электродов по новому снособу поясняется чертелсом, на котором изобрансена заготовка (фиг. 1 и 2) и общий вид изготовленного электрода (фиг. 3 и 4).
Кадмиевая лента / (фиг. 1 и 2) щириной 100-1000 ni.it и толщиной 0,1-0,01 мм покрывается (пульверизацией или погружением) с одной стороны слоем 2 парафина толщиной в доли мм. На противоположную сторону ленты / наносят (путем пропускания через электролизную ванну) слой 3 никеля или другого тугоплавкого неокисляющегося металла, толщиною в 10-5 мм. При этой толщине пленка еще сохраняет полностью свойство металла.
Затем с помощью тонких или вращающихся дискон по никелированной стороне кадмиевой ленты проводят через каждые 0,1 - 0,5 мм параллельные узкие бороздки 4 (и трихи) шириною порядка 0,1 мм. Глубина бороздок должна быть меньше толщины кадмиевой ленты /.
После этого никелированная сторона кадмиевой ленты 1 покрывается тонким слоем 5 меди (толщиной 10 ) и производится растворение слоя 2 парафина в спирте, эфире, бензине или бензоле. Обработанная таким образом лента подвергается сущке и наматывается в
№ 78159- 2 рулон, который затем перематывается в вакууме, при одповременном нагреве ленты до 700-800°С. Образующиеся при этом пары кадмия отсасываются. В нагревательпую камеру впускают пебольпюе количество кислорода с целью перевода меди слоя 5 в закись меди Cu2O, удельпое сопротивлепие которой .
Полученная медно-закисная лепта с папесенпыми на пей никелевыми полосками свертывается к ту1ой рулон и связывается бандажом из механически прочного электроизолирующего материала, панрпмер, стеклянной пли кварцевой питью.
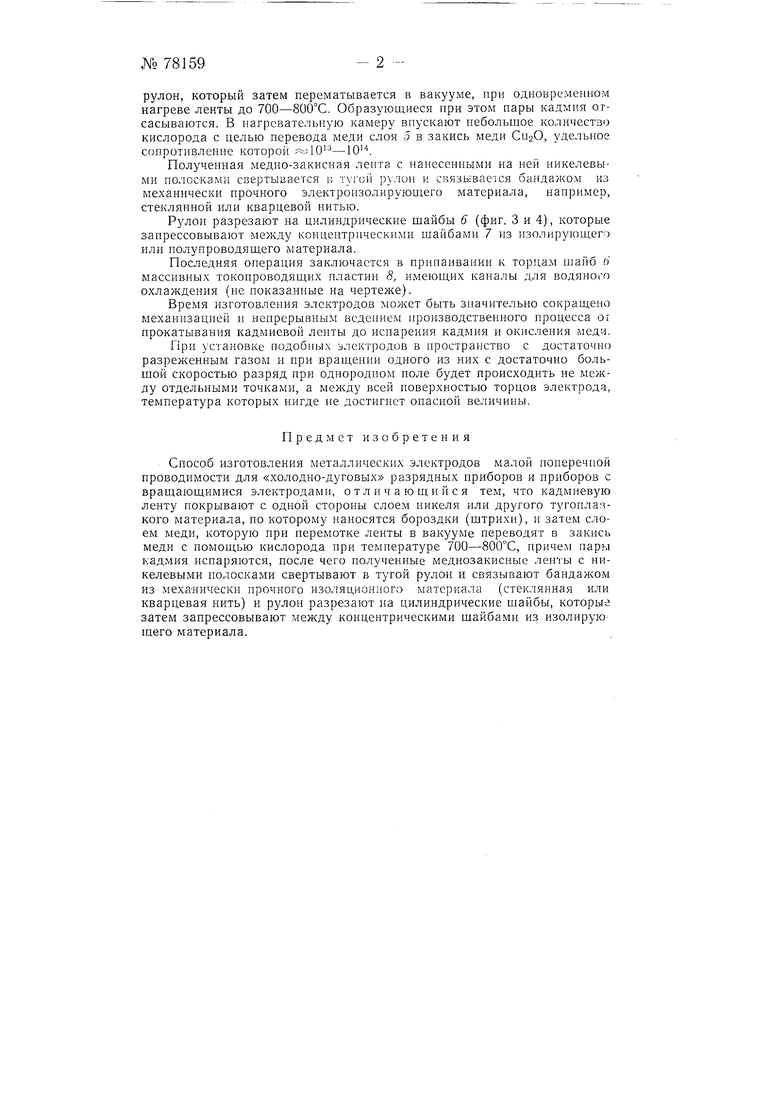
РЗЛОН разрезают на цилиндрические шайбы 6 (фиг. 3 и 4), которые запрессовывают между концентрическими шайбами 7 из изолпруюш,ег) плп полупроводяшего материала.
Последняя операция заключается в принаивапии к торцам шанб о массивных токопроводяшпх нластип 8, имеющих капалы для водяного охлаждения (не показанные на чертеже).
Время изготовления электродов может быть значительно сокращено механизацией п непрерывным ведением производственного процесса or прокатывания кадмиевой ленты до испарения кадмия и окисления меди.
При установке нодоб1Но1х электродов в пространство с достаточпо разреженным газом и прн вращении одного из них с достаточно большой скоростью разряд при однородном поле будет происходить не между отдельными точками, а между всей поверхпостью торцов электрода, температура которых нигде не достигнет опасной величины.
Предмет изобретения
Способ нзготовления металлических электродов малой ноиеречпой проводимости для «холодно-дуговых разрядных приборов и приборов с вращающимися электродами, отличающийся тем, что кадмиевую ленту покрывают с одной сторопы слоем никеля или другого тугоплазкого материала, по которому наносятся бороздки (щтрихи), и затем слоем меди, которую при перемотке ленты в вакууме переводят в закись меди с помощью кислорода при температуре 700-800°С, причем нары кадмия испаряются, после чего полученные меднозакиснь е ленты с никелевыми полосками свертывают в тугой рулон и связывают бандажом из механически прочного изоляционного материала (стек;гянная или кварцевая нить) п рулон разрезают на цилиндрические щайбы, которые затем запрессовывают между концентрическими шайбами из изолирую щего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления свинцового аккумулятора | 1945 |
|
SU68215A1 |
| Способ изготовления электрических сопротивлений | 1945 |
|
SU66851A1 |
| Способ изготовления электрических сопротивлений | 1944 |
|
SU66577A1 |
| Способ нанесения металла на торец тонкой ленты | 1956 |
|
SU107406A2 |
| Способ получения тонких металлических пленок | 1945 |
|
SU69703A1 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 1938 |
|
SU60335A1 |
| СПОСОБ НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ И МЕДНЫЕ ДЕТАЛИ В ЭЛЕКТРОЛИТЕ НИКЕЛИРОВАНИЯ | 2011 |
|
RU2489525C2 |
| Способ электроосаждения покрытий | 1988 |
|
SU1544844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ИЗ ДИОКСИДА СВИНЦА | 2006 |
|
RU2318080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕЧЕЙ ЗАЖИГАНИЯ С ИРИДИЕВЫМИ КОНТАКТАМИ БОКОВОГО ЭЛЕКТРОДА | 2020 |
|
RU2752015C1 |