Предметом изобретения является способ изготовления изоляционных скорлуп из плит минеральной пробки для изоляции трубопроводов путем обжатия готовых плит на обогреваемых трубах пуансоном, имеющим форму полого двустенного обогреваемого полуцилиндра.
Особенность предлагаемого способа заключается в том, что обжатие плит производят пустотелыми обогреваемыми пуансонами, а охлаждение плит на трубах, охлажденных водой.
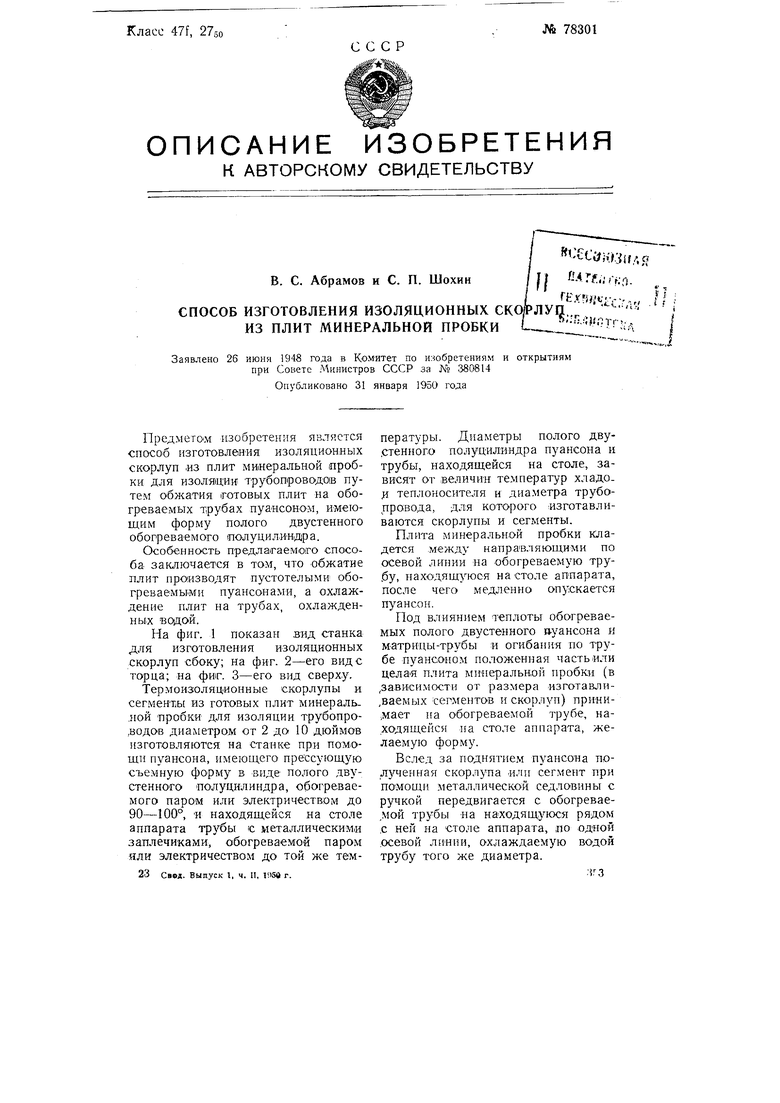
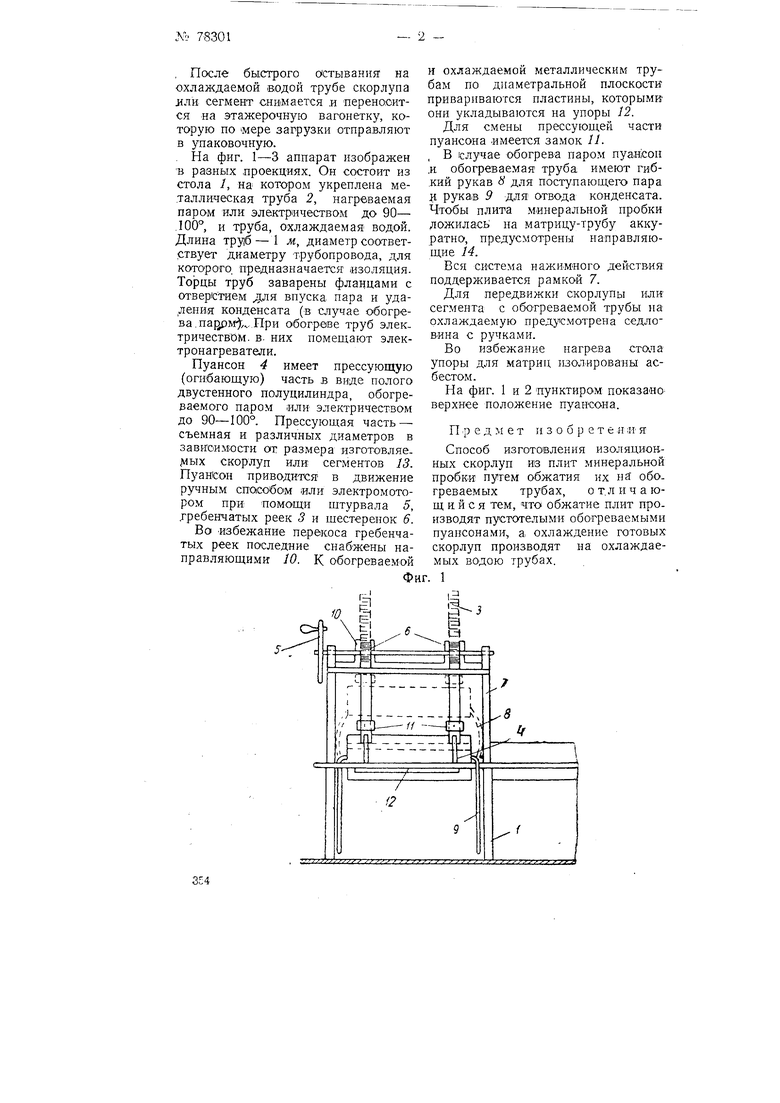
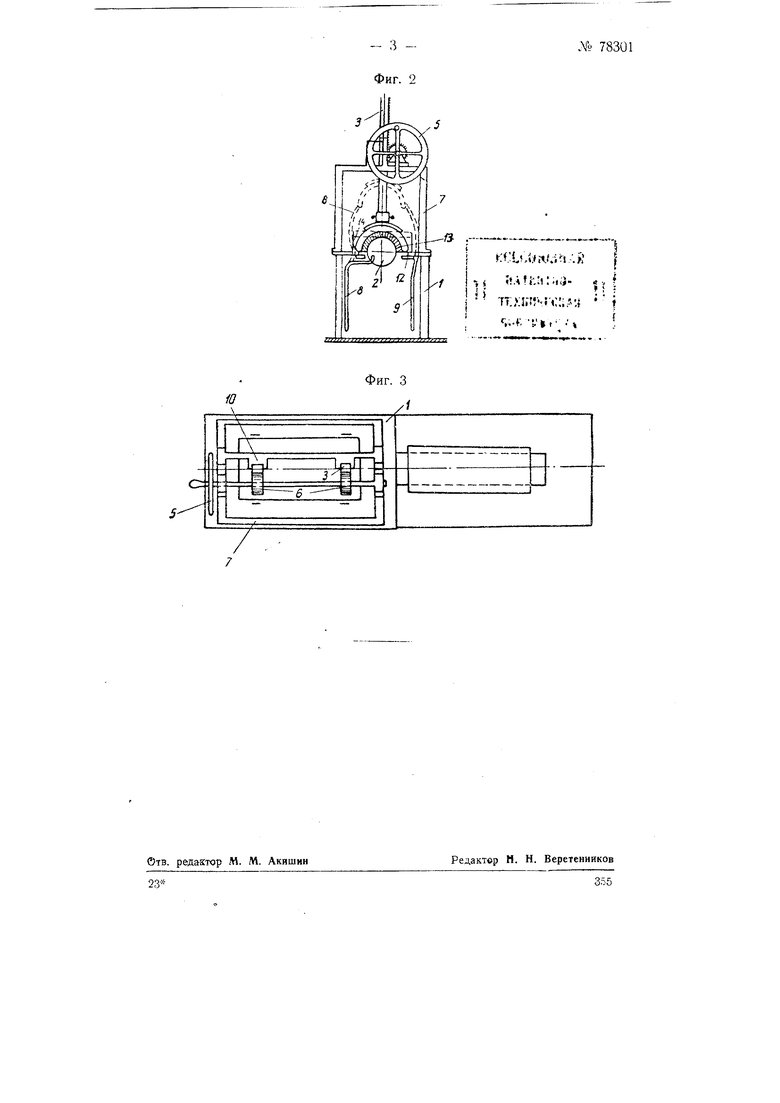
На фиг. 1 показан вид станка для изготовления изоляционных скорлуп сбоку; на фиг. 2-его виде торца; на фиг. 3-его вид сверху.
Термоизоляционные скорлупы и сегменты из готовых плит минераль. ,ной пробки для изоляции трубо про,водов диаметром от 2 до 10 дюймов изготовляются на станке при помощи пуансона, имеющего прессующую съемную форму в виде полого двустенного полуцилиндра, обогреваемого паром или: электричеством до 90-100°, И находящейся на столе аппарата трубы с металлическими заплечиками, обогреваемой паром или электричеством до той же тем23 Свод. Выпуск I. ч. II, li)SO г.
пературы. Диаметры полого двустенного полуцилиндра пуансона и трубы, находящейся на столе, зависят от величия температур хладо. И теплоносителя и диаметра трубопровода, для которого изготавливаются скорлупы и сегменты.
Плита минеральной пробки кладется .между направляющими по осевой линии на обогреваемую тру.бу, находящуюся на столе аппарата, после чего медленно опускается пуансон.
Под влиянием теплоты обогреваемых полого двустенного и-уансона и м атрицы-трубы и огибания по трубе пуансоном положенная часть или целаЯ плита минеральной пробки (в .зависимости от размера изготавли,ваемых сегментов и скорлуп) прини,мает на обогреваемой трубе, находящейся на столе аппарата, желаемую форму.
Вслед за поднятием пуансона полученная скорлупа или сегмент при помощн металлической седловины с ручкой передвигается с обогревае,мой трубы на находящуюся рядом с ней на столе аппарата, по одной .осевой линии, охлаждаемую водой трубу того же диаметра.
:.3 , После быстрого сметывания на охлаждаемой водой трубе скорлупа ллн сегмент снимается и переносится на этажерочную вагонетку, которую по мере загрузки отправляют в упаковочную. . На фиг. 1-3 аппарат изображен В разных проекциях. Он состоит из стола /, на котором укреплена металлическая труба 2, нагреваемая паром или электричеством до 90- .100°, и труба, охлаждаемая водой. Длина тру1б - 1 м, диаметр соответствует диаметру трубопровода, для которого, предназначается изоляция. Торцы труб заварены фланцами с отверстием для впуска пара и уда,лени.я конденсата (в случае обогрева, пацрм,,,.При обогреве труб электричеством. Б. них помещают электронагреватели. Пуансон 4 имеет прессующую (огибающую) часть в виде полого двустенного полуцилиндра, обогреваемого паром или электричеством до 90-100°. Прессующая часть - съемная и различных диаметров в зависимости от размера изготовляв. Д1ых скорлун ИЛИ: сегментов 13. Пуансон приводится в движение ручным способом или электромотором при ПОМОЩИ штурвала 5, .гребенчатых реек 8 и шестеренок 6. Во Избежание перекоса гребенчатых реек последние снабжены направляющими 10. К обогреваемой и охлаждаемой металлическим трубам по диаметральной плоскости ривариваются пластины, которыми они укладываются на упоры 12. Для смены прессующей части пуансона имеется замок //. В случае обогрева паром пуансон .и обогреваемая труба имеют гиб.кий рукав для поступающего пара и рукав 9 для отвода конденсата. Чтобы плита минеральной пробки ложилась; на матрицу-трубу аккуратно, предусмотрены направляющие 14. Вся система нажимного действия поддерживается рамкой 7. Для передвижки скорлупы или сегмента с обогреваемой трубы на охлаждаемую предусмотрена седловина с ручками. Во избежание нагрева стола упоры для матриц изолированы асбестом. Па фиг. 1 и 2 пунктиром показано верхнее положение пуансона. Предмет и з о б р е т е л ;и я Способ изготовления изоляционных скорлуп ив плит минеральной пробки путем обжатия их н; обогреваемых трубах, отличающийся тем, что обжатие плит производят пустотелыми обогреваемыми пуансонами, а охлаждение готовых скорлуп производят на охлаждаемых водою трубах.
.-.,,„,..„,
I г:Г1ит«.1п.-;й s J.Ui::i:;i;i. «, тт;х1 г-г ;:; j;j
... Tlf .%
Фиг. 3
/