Известны способы изготовления мячей, например детских, выполненных из пластификата, заполненных сжатым воздухом и состоящих из отформованных полушарий, соединенных краями.
Для спортивных целей, в том числе игры в футбол, такие мячи практически непригодны вследствие незначительной прочности и неустойчивости их баллистических свойств.
Описываемый способ изготовления спортивных мячей из полихлорвинила или его отходов с применением для формования полушарий мячей - прессформ, обогреваемых от плит пресса, обеспечивает возможность широко применять изготовленные этим способом мячи для нгры в футбол вместо мячей с покрьшдкой ручного поншва из дефицитной чепраковой кожи и нацувЕ1ОЙ камерой.
Способ имеет ту особенность, что, с целью придания мячу необходимых механических и баллистических свойств, формование полушарий мяча сведут из «усков строго определенного веса и постоянного состава полихлорвиниловой смеси при давлении 200 атм в течение 4-
5 минут и при температуре смеси 160-170
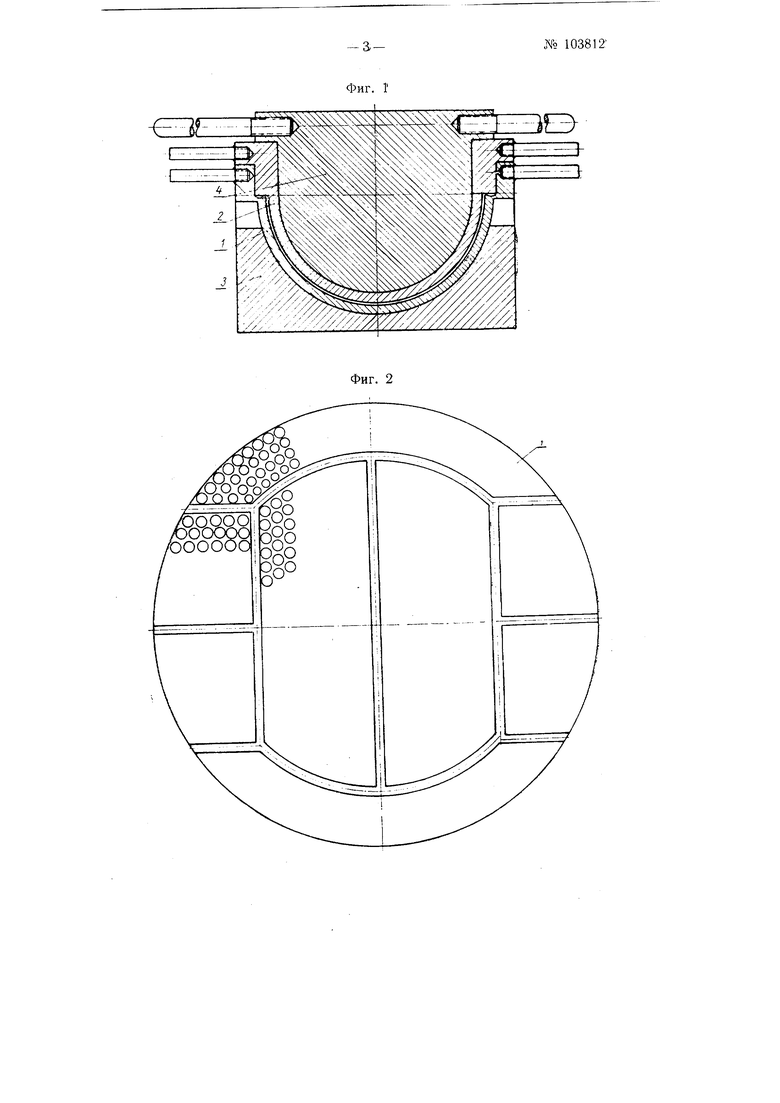
На фиг. 1 изображена в разрезе прессформа для формования полушарий мяча; на фиг. ,2 - рисунок на внутренней поверхности матрицы прессформы для футбольного мяча.
Для изготовления мячей хорошего качества, имеюших надлежащую упругость и стойкую поверхность, могут быть использованы, например, промышленные отходы полихлорвинила в следующих смесях;
1.Отходы отработанных хлорвиниловых валиков эластичных покрытий текстильных машин - 80%.
Котельные отходы от п неков и обдира проводов - 20%.
2.Отходы отработанных хлорвиниловых вали1шв эластичных покрытий - 50 %.
Отходы обувного верха - 50%.
В практической работе вполне возможен подбор и других смесей с применением полноценного пластиката, соответствующих по химическому составу указанным смесям. Отходы должны быть до составления смеси очищены от посторопних примесей (полотно, металлические и другие включения), тщательно
проработаны в смесительных вальцах, а готовая смесь должна иметь вид пленки.
Формование .полушарий для мяча производится в прессформах ма гидравлическом прессе с электроподогревом плит.
:, Для формования полушария от пленки, гтолихлт)рвинила отрезается .при nojwooj,H лобзиковой пилы прямоугольный кусок строго определенного веса, закладываемый в матрицу 1 прессформы и покрываемый пуансоном 2 (фиг. 1). Матрица прилегает к подставке 3, а пуансон - к упорному вкладып1у 4. Таким образом, подача тепла смеси лри формовании полушария производится пуансоном и матрицей прессформы от плит пресса посредством массивных подставки и вкладыша.
Через зазор между пуансоном и матрицей при формовании пол}шария выходит некоторое количество смеси в виде облоя, который при застывании по краю прессформы в виде пленки в дальнейшем процессе производства срезается и возвращается в смесь.
Матрица для изготовления полушарий для футбольных мячей снабжена по внутренней поверхности углублениями шириной около 3 мм (фиг. 2) для образования на пол} шарии рельефного рисунка.
Формование полупшрия ведут кри давлении в 200 атм в течение 4-5 минут, причем температура смеси составляет 160-170°, для чего плиты пресса имеют температуру 300-320°, а вкладыш и упор - 245-250°. Какого-либо подогревания смеси перед закладкой ее в прессформу не требуется.
По истечении указанного времени прессформа снимается с пресса и охлаждается холодной водой.
Толшина готовых полушарий - около 4,8 мм.
Соединение в мяч полушарий осуществляется сваркой в стык оплавленных краев полушзрий. Для сварки полушария вкладываются в две металлические соосные полусферы, из которых края полушарий выходят незначительно наружу. В промежуток между раздвинутыми
полусферами вводится плоско шлифованная с обеих сторон металлическая сварочная плита, снабженная элёктрообогревом, имеющая температуру 250-280°. Края полушарий взаимодействуют с этой плитой в течение 5-6 секунд, после чего плита удаляется, а полусферы сближаются для взаимодействия оплавленных краев полушарий.
После сварки мяч заполняют воздухом при помощи компрессора. Через имеющееся утолщение (пробку) в одном из полушарий вводитс;1 под углом полая медицинская игла-, соединенная, с компрессором гибким шлангом. Отверстие, образуемое иглой IB раздутом до нужного диаметра мяче заплатывается шариком из сырой резины при помощи штырька, после чего края отверстия сглаживаются ножом.
Мяч хорощо ложится на ногу имеет нормальный отскок и высокие баллистические свойства, так каг-г вследствие правильности формы ок уравновешен и в полете не вибрирует.
Предмет изобретения
1.Способ изготовления спортивных мячей, 9В том числе футбольных, заполненных сжатым воздухом и состоящих из двух отформован 1ых из полихлорвинила или его отходов полушарий, соединенных краями, с применением для формования полушарий прессформ, обогреваемыхот плит пресса, отличающийся тем, что, с целью обеспечения мячу необходимых механических и баллистических свойств, формование полушарий мяча ведут из кусков строго определенного веса и постоянного состава полихлорвияиловой смеси при давлении 200 атм в течение 4-5 минут и при температуре смеси 160-170°.
2.Способ по п. 1, отличающийся тем, что соединение полушарий мяча краями осуществляют сваркой в стык оплавленных в- течение 5-6 секунд краев полущарий, вложенных предварительно в металлические соосные полусферы, сближаемые до взаимодействия оплав ленных краев полушарий.
№ 103812
Фиг. т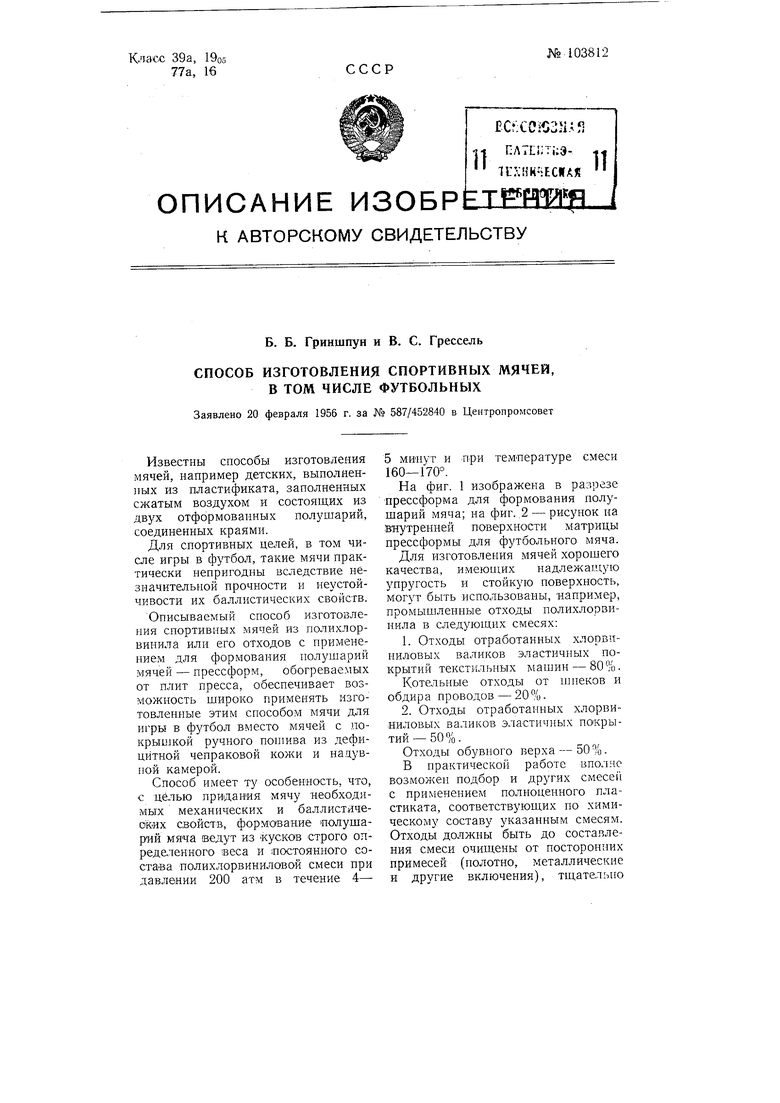
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к гидравлическому или механическому прессу для одностороннего автоматического или двустороннего прессования металлических порошков | 1950 |
|
SU89700A1 |
| СПОРТИВНЫЙ МЯЧ СО ВСТРОЕННЫМ НАДУВОЧНЫМ МЕХАНИЗМОМ, ОБЛАДАЮЩИМ ВОЗМОЖНОСТЯМИ СБРОСА И ИНДИКАЦИИ ДАВЛЕНИЯ | 2003 |
|
RU2329081C2 |
| Полуавтомат для изготовления двухслойной с отформованной губой стельки | 1954 |
|
SU100241A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХИЗДЕЛИЙ | 1966 |
|
SU179463A1 |
| Способ производства спортивного мяча (варианты) | 2023 |
|
RU2810378C1 |
| Способ изготовления плоскихзАгОТОВОК из МЕТАлличЕСКОгОпОРОшКА | 1979 |
|
SU831365A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| Регулируемый штамп | 1956 |
|
SU108232A1 |
| Пресс-форма для изостатического прессования изделий из порошков | 1977 |
|
SU669562A1 |
| УСТРОЙСТВО-ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИГРАЛЬНЫХ КАРТ, ОСНАЩЕННЫХ ФАСКОЙ | 1998 |
|
RU2146607C1 |