Широкое использование термопластическзих материалов в промышленных целях зат)рудняется тем, что обычный способ склейки между собОй отдельных Л1исто1в этих .ма териалов отнимает много времени вследствие медленного растворения поверхностного слоя листов при нормзльной температуре.
ПредЛагаем1ое устройство для склейки л истов термюлластических материалов основано на то.м, что процесс растворенья поверхностного С.ЛОЯ и склейКи листов идет быстрее и лучше при повышенной температуре.
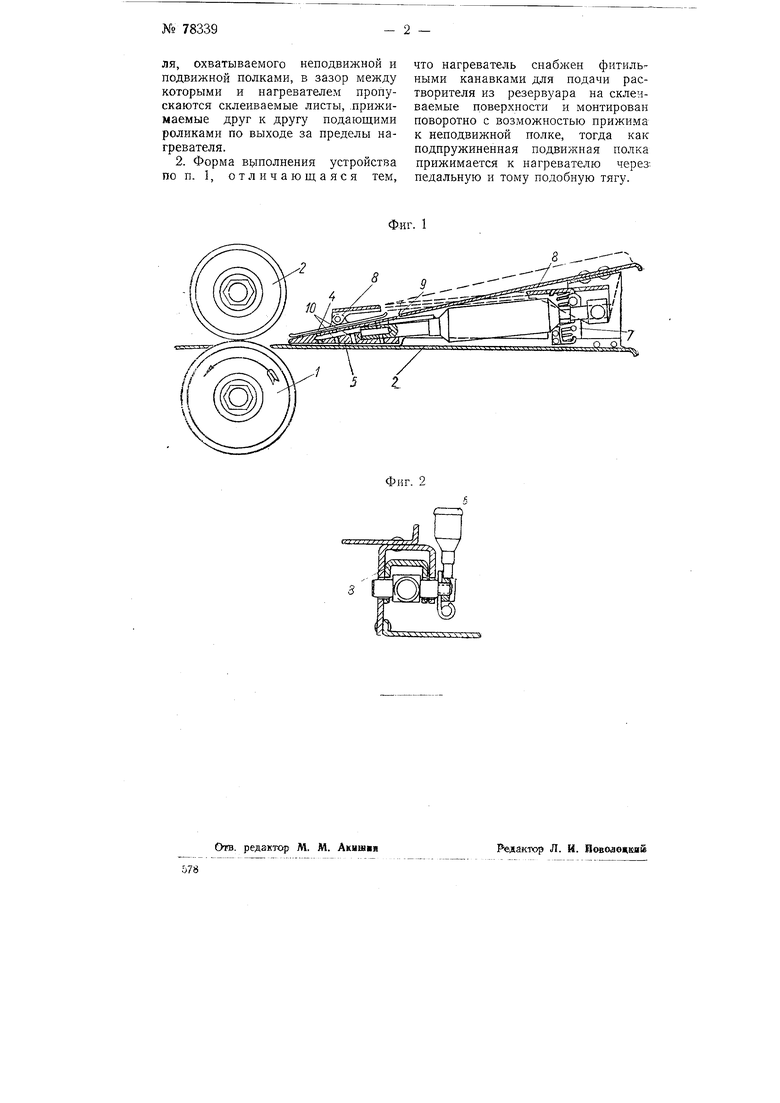
На фиг. 1 показан 01бш,ий вид предлагаемого устройства; на фиг. 2- резервуар для растворителя.
Основным рабочим органом устройства является клтювидный нагреватель 5, анабженный каиавками JO и трубкой 9, соединенной с реsspByaipoM 6 для растворителя.
Трубка 9 саобш,ается с канавками 10, заполиенными фитилями, подарощимй растворитель к нижней и верхней поверхностям нагревателя.
Нагреватель монтируется на нижней неподвижной полке 3 таким образом, что имеет возможность прижиматься к полке и несколько от37 Свод, Выпуск 2, ч. 1,195: г.
ХОДИТЬ ОТ нее вверх для пропуска в образующийся при этом зазор одного из склеиваемых листов.,
Верхняя поверхность нагревателя охватывается другой полкой 4, которая выполнена подвижной; она подпружинена и может прижиматься к нагревателю при помощи рычага 8, соединенного с тягой 7 (педальной или какой-либо другой). В зазор .между верхней поверхностью нагревателя и полкой 4 пропускается другой из склеиваемых листов.
Пропущенные между обоими поверхностями нагревателя и полками 3 и 4 склеиваемые листы могут быть прижаты к нагревателю и смочены растворителем в условиях оптимальной для склейки листов температуры. Пропесс собственно склейки осуществляется по выходе листов за пределы нагревателя, когда листы соединяются и прижимаются друг к подающими роликами / и -.
П р е д м ет и з о б р е т е н и я
1. Устройство для склейки листов термопластических материалов, отличающееся тем, что оно .выполнено в .виде смачиваемого растворителем клиновидного нагревате577
ля, охватываемого неподвижной и подвижной полками, в зазор между которыми и нагревателем пропускаются склеиваемые листы, .прижимаемые друг к другу подающими роликами по выходе за пределы нагревателя.
2. Форма выполнения устройства по п. 1, отличающаяся тем.
что нагреватель снабжен фитиль-ными каиавками для подачи растворителя из резервуара на склеиваемые поверхности и монтирован поворотно с возможностью прижима к неподвижной полке, тогда как подпружиненная подвижная полка прижимается к нагревателю черезпедальную и тому подобную тягу.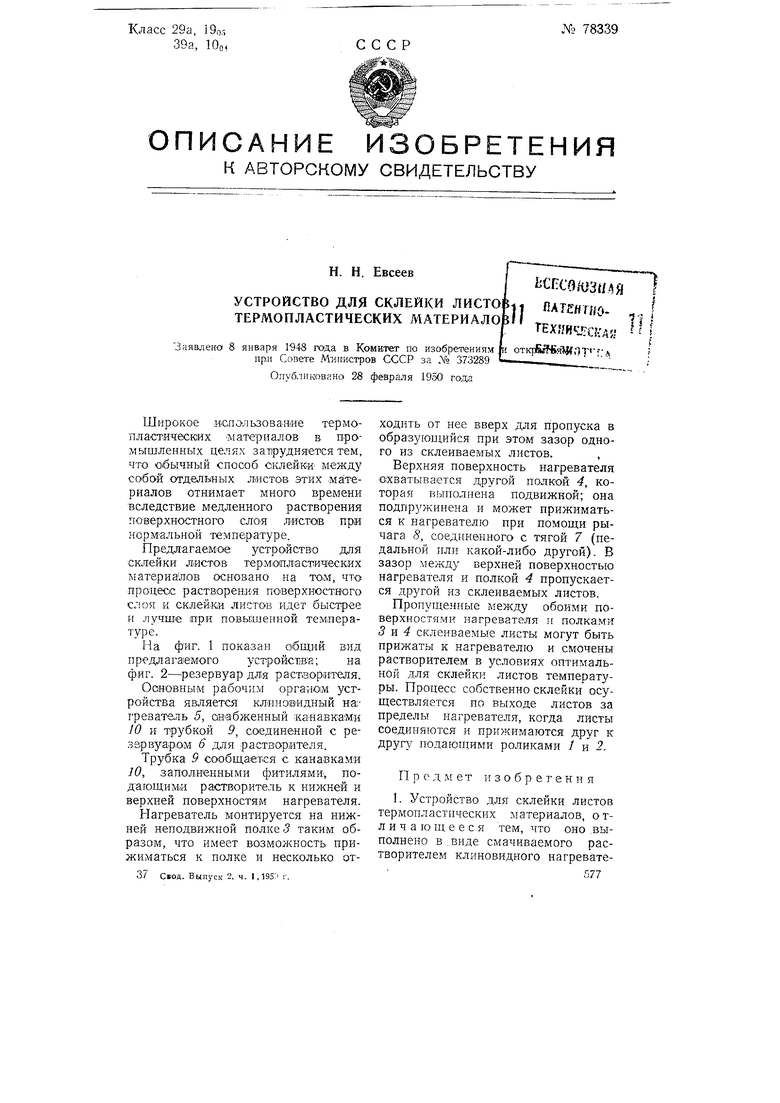
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для непрерывного изготовления пористого кожзаменителя | 1945 |
|
SU67644A1 |
| Установка длля непрерывного изготовления листов из пенопласта | 1974 |
|
SU605533A3 |
| Устройство для обработки диазоматериалов | 1984 |
|
SU1182481A1 |
| ИСТОЧНИК АЭРОЗОЛЯ ДЛЯ СИСТЕМЫ ПРЕДОСТАВЛЕНИЯ ПАРА | 2019 |
|
RU2751630C1 |
| Способ обработки поверхности ненасыщенного эластомера | 1974 |
|
SU514563A3 |
| ЭЛЕКТРОННАЯ СИГАРЕТА | 2013 |
|
RU2608915C2 |
| Устройство для приклейки рулонных материалов | 1982 |
|
SU1070286A1 |
| Способ высушивания прессованного рафинада и устройство для его осуществления | 1950 |
|
SU92076A1 |
| Захватное приспособление для подъема листового материала в вертикальном положении | 1961 |
|
SU146462A1 |
| СТАНОК ДЛЯ ПОПЕРЕЧНОЙ СКЛЕЙКИ ЛИСТОВ ШПОНА | 1973 |
|
SU372061A1 |
05
