(54) УСТРОЙСТВО ДЛЯ ШОВНОЙ УЛЬТРАЗВУКОВОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШОВНОЙ УЛЬТРАЗВУКОВОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2537681C2 |
| Устройство для шовной ультразвуковой сварки полимерных материалов | 1980 |
|
SU929440A1 |
| Устройство для ультразвуковой сварки | 2015 |
|
RU2610595C1 |
| Способ ультразвуковой сварки полимерных пленок | 1980 |
|
SU903160A1 |
| Устройство для шовной ультразвуковой сварки | 1974 |
|
SU524699A1 |
| СПОСОБ И ТРУБОПРОВОД ДЛЯ ПЕРЕДАЧИ СИГНАЛОВ | 2006 |
|
RU2339791C2 |
| Способ ультразвуковой сварки пластмассовых деталей кольцевыми швами | 1980 |
|
SU876473A1 |
| Способ ультрозвуковой сварки полимерных пленок | 1983 |
|
SU1154104A1 |
| ТОРОИДАЛЬНАЯ КОНСТРУКЦИЯ ШИХТОВАННОГО ПЛАСТИНАМИ МАГНИТОПРОВОДА С ЭЛЕКТРИЧЕСКИМИ ОБМОТКАМИ | 1992 |
|
RU2092924C1 |
| Устройство для непрерывной сваркипОлиМЕРНыХ плЕНОК | 1978 |
|
SU806445A1 |
Изобретение относится к сварке пласт масс, а именно к устройствам для шсвной ультразвуковой сварки. Известно устройство для шовной ультразвуковой сварки полимерных материалов содержащее вращающийся многостержневой преобразователь с общей обмоткой возбуждения и трансформатор колебаний в виде кольца l. Недостаток устройст ва заключается в необходимости периодического его отключения для охлаждй1ия элементов устройства, что снижает его производительность.. Наиболее близкое к изобретению уст ройство для шсжной ультразвуковой сварки полимерных материалов, содержащее выполненный из отдельных секторов дисковый инструмент, насаженной на тороидальный преобразователь и закрепленный в корпусе с помощью ;кольцевыхвыступов 2. Недостатком указанного устройства является его нагрев в плоскостях контакта секторе дискового инструмента, колеб лющихся с ультразвуксюой частотой, за счет трения между ними, что ведет к перегреву поверхности материала, контактирующей с этими участками инструмента, и к снижению качества сварного соединения. Цель изобретения - повышение качества сварки. Указанная цель достигается тем, что в устройстве для шовной ультразвуковой сварки полимерных материалов, содержащем выполненный из отдельных секторсж дисковый инструмент, насаженный на тороидальный преобра; ователь и закрепленный в корпусе с помощью коль.цё&Ь1х выступов. Секторы дискового инструмента расположены с зазором друг к другу, а тороидальный преобразсжатель выполнен из отдельных изолированных секций с индивидуальными обмотками возбуждения, число которых соответствует числу секторов дискового инструмента. Такое выполнение устройства обеспечивает качественную сварку-материалов.
785051
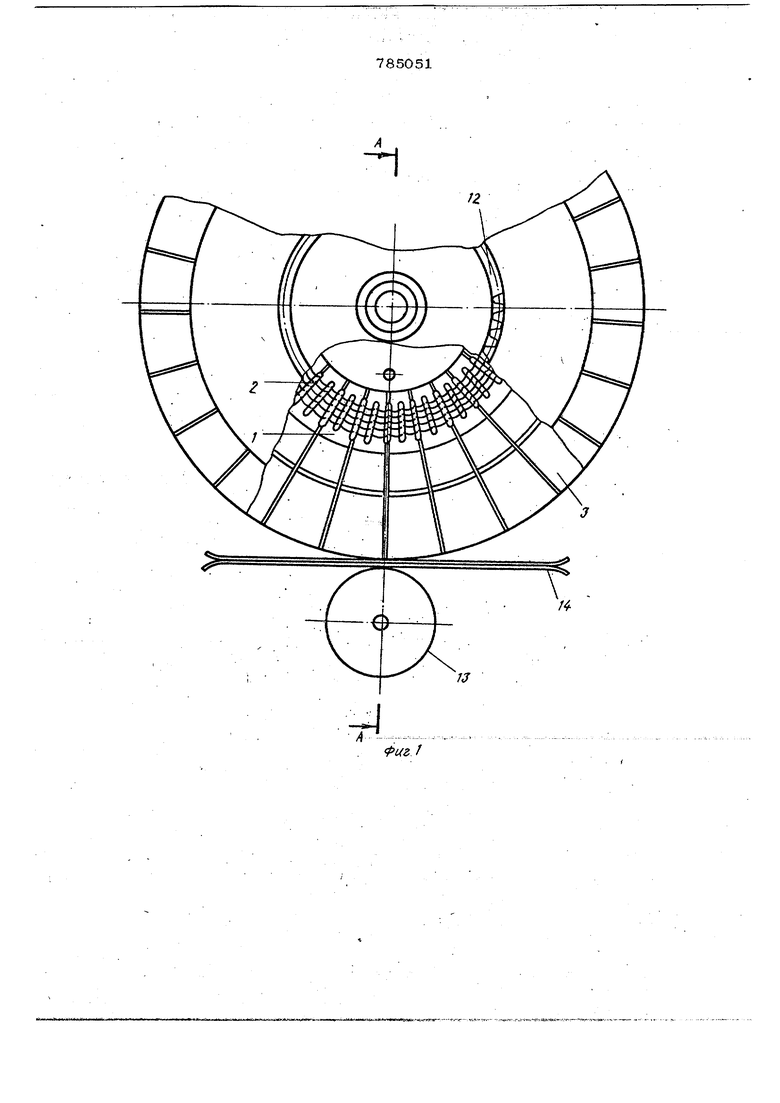
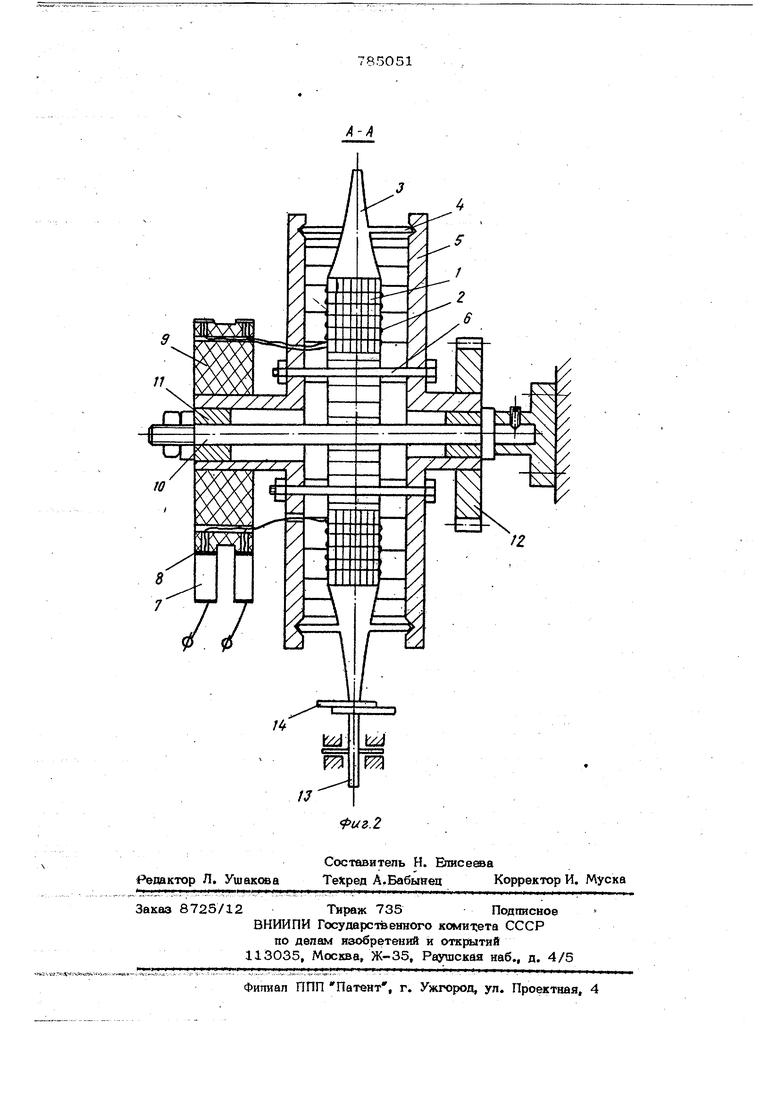
На фиг. 1 изображено устройство, общий ВИД} на фиг. 2 - разрез А-А фиг, 1.
Устройство дпя шовной ультразвуковой сварки полимерных материалсж содержит тороидальный преобразоватепь, выполненный из отдельных изолированных секций 1 с индивидуапьными обмотками возбуждения 2, на который насажен дисковый инстру ; ент, выггопненный из отдельных секторов 3. Число секций преобразоватепя соответствует числу секторов дисковоГо инструмента. Секторы 3 дискового инструмента рм;полО кены с зазором друг к другу и выаопи&яы с кольцевыми выступами 4, размещенными в узле смещения, с помощью которых Секторы 3 крепятся в корпусе 5, гшгающём на внутренней поверхности крльиевьш конические канйвки. Корпус 5 выполнен в виде двух дисков, стянутых собой болтами 6. Зазор между секторами дискового инструмента равен 0,0015 от длины рабочего торца каждого сектора инструмента. Обмотки возбуждения 2 каждой секции преобразователя подключены к источнийу питания через
nafiy меднографитовых стержней 7 и токопрсводящих колец 8, р1арположенных на изолирующем барабане 9. Одно йзГ колеД. 8 разделено на секции, изолированные друг от друга и соединенные каждая с
одним из кондов обмоток возбуждения, причем число секций равно числу колебательных систем. Вторые концы обмоток возбуждения соединены со сплошным токопроводящим кольцом. .
Вращение устройства происходит на оси 10 в подшипниках 11 с помощью шестерни 12. Устройство содержит также опорный ролик 13.
Устройство работает следующим обраэбм. ----- --Свариваемый материал 14 подается в зону сварки в промежуток между опорным ролика Л 13 и секторами 3 дискового инструмента. С помощью шестерни 12 осуществляется врашевие устройства вокруг оси 10. Одновременно от источника питания через медкографитовые стержни 7, токопроводящие кольца 8 в обмотки возбуждения. 2 подаётся электроэнергия высокой частоты, преобразуемая в колебательных системах в энергию ультразвуковых колебани которые с помощью секций токопрсводящих колец 8 поочередно включаются при подходе в зону сварки, а при выходе из зоны сварки выключаются, что является условием для их охлаждения.
Устройство согласно изобретению, . обеспечивает качественную сварку материалов за счет равномерного их нагрева, при этом производительность устройства повышается за счет исключения остановки устройства для охлаждения.
Формула изобретения
Устройство для шовной ультразвуковой сварки полимерных материалов, содержащее выполненный из отдельных секторов дисковый инструмент, на саженный на тороидальный преобразователь и закрепленный в корпусе с помощью кольцевых выступов, о т л и ч а ю щ а е с я тем, чтЬ, с цепью повышения качества сварки, секторы дискового инструмента расположены с зазором друг к другу, а торотлдальный преобразователь выполнен из О-Рдепьных изолированных секций с индивидуальными обмотками возбуждения, 4HCJio которых соответствует числу секторов дискового инструмента.
Источники информации, принятые во внимание при экспертизе
/
