(54) СМАЗОЧНОЧ)ХЛАЖДАЮ11|АЯ ЖИДКОСТЬ
ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ
.1
Изобретение относится к смазочноохлаждакшим жидкостям (ССЖ). применяемым для механической обработки металлоё, и может быть, использовано, в частности, при шлифовании, хонинговании н суперфинишировании- деталей подшипников.
Известны СОЖ для шлифования в виде водных растворов нитрита натрия, азотсод жаших соединений и производных сшфтов, например амица акриловой кислоты и глицерина, j, и
. Эти СОЖ имеют удовлетворительные смазочные, моюшие и охлаждаюшие свойства. При использовании их на операции шлифования рабочих поверхностей колец подшипников из закаленной стали ШХ15 обеспечивается удельная производительность шлифования, т.е. объем металла, снятый 1 мм ширины круга в единицу времени,-до 4 мм/мм сек. При этом шероховатость обработанной поверхности соответствует 7-9 классу в зависимости от режимов шлифования.
. S,Ti4i/j-.-;.siwru-ri
И Ц.Л В
f.
Наиболее близким составом СОЖ к .предлагаемому является нитритосодовый jраствор, который широко применяется на подшипниковых заводах jjSj.
Оциако такая СОЖ обладает невысокой смазочной способностью и обеспечивает при шгасфованйи удельную ттроизводительность не более 1,6 мм VMM-сек. С увеличением поперечной подачи более 1,5 мм/мин происходит 1орможение колец
10 на жестких опорах, увеличиваются потребляемая мощность и износ кругов. В результате снижаются чистота и точность шлифования и. увеличивается брак деталей. Образуется липкий осадок на оборудо15вании, что препятствует Ш1авн у перемешению подвижных узлов станка и снижает точность обработки.
Целью изобретения является повышение, смазочной способности СОЖ, качества
20 обрабатываемой поверхности и производительности процесса.
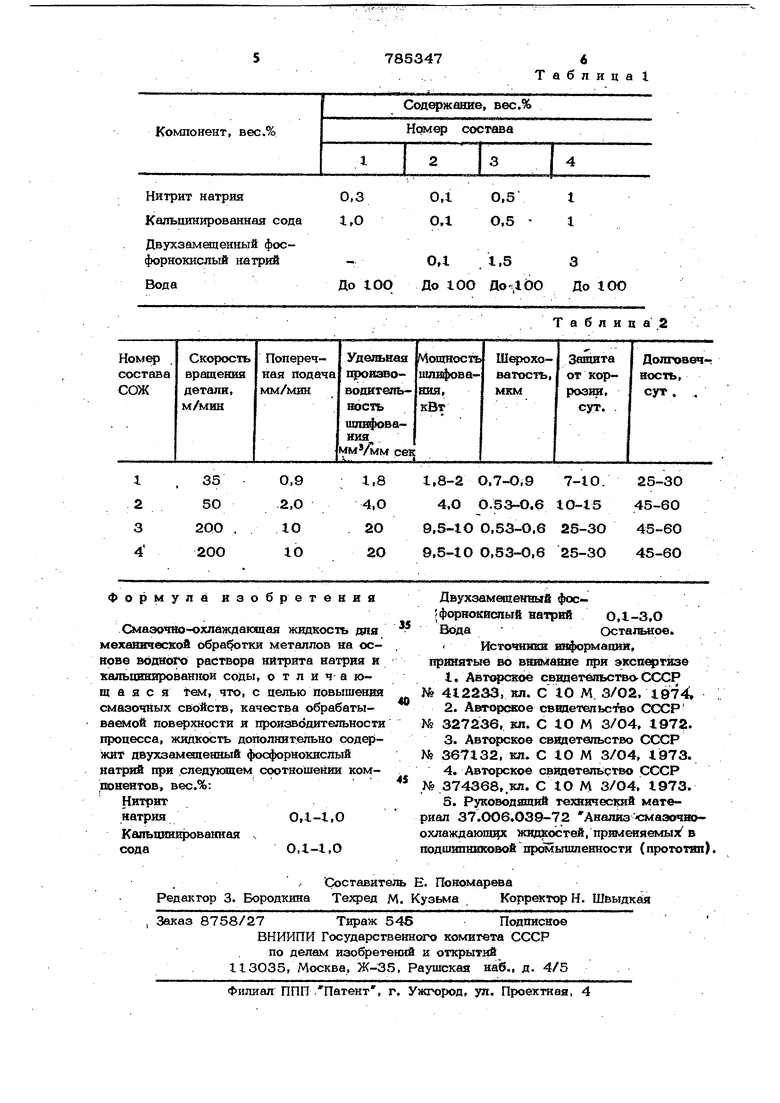
Для достижения поставленной цели СОЖ на основе водногч) раствора нитрита нетрия и кальцинированной соды дополнитель но содержит двухзаметценный фосфорнокислый натрий. Предлагаемая СОЖ имеет следующий состав, вес.%: Кальциниро : ванйая соДа0,1-1,0 Нитрит натрия0,1-1,0 Двухзамещенный фосфорнокислый натрий0,1-3,0 Вода Остальное PoTOBsiT СОЖ путем растворения в хо лодной воде каждого из компонентов в любой последовательности или все вмест рН СОЖ 8,5-9,0 По указанной технологии приготовляю составы СОЖ, прив.еденные в табл.1, где дан также состав известной ССйС. СрЖ № 1 и 4 испытывают на кругло шливофальном станке Свайгл- 25 гфи шлифовании роликовой дорожки внутреншЕ колец Подшипника 7510 па. жестких опорах с базированием по о абатываемой поверхности. Шлифование осуществляют ставдартными кругами из электрокорунда белого зернистостью 16, твердостью СМ 2-С1, 7-8 структуры со скоростью резания 5О м/сек. Круги правят через пят колец сЬ скоростью пфемопения алмаза 18О-2ОО мм/мин, глубиаа правки О,О25 мм. Цикл обработки состри из загрзтаки кольца, ускоренного подвода Круга, шлифования на рабочей подаче, от вода круга и выгрузки кольца. Для исключения стабилизирующего воздействия лшсЛгвой подачи на качество обработки шлифуют с постоянной поперечной подачей. Припуск на шлифование составляет О,5-0,6 мм на диаметр кольца. Скорост вращения детали изменяется от 30 до 20О КИИ/МИН, поперечная подача от 0,5 до 10 мм/мин. Кошгчество СОЖ, подаваемойв зону шлифования метод подвода и способ ее очистки от механических примесей остаются для всех, проведенных опытов од наковыми. В процессе экспериментов определяю максимальную поперечную подачу и скорость .вращения детали, при которой отсутствуют ожоги, качество обработки, защитные свойства и долговечность СОЖ, пенообразование, воздействие на окраску станка, способность СОЖ эмульгировать масло, утечки, растворимость в холодной жесткой воде. Полученные результаты сравнивают с качественными показателями шлифбвальной поверхности колец при использовании нитритосодового раствора (№1). Результаты испытания СОЖ приведены в табл,2 Как видно из табл. 2, наибольшая удельная производительность шлифования достигается при использовании предлагаемой СОЖ. Применение ее позволяет повысить поперечную подачу до 10 мм/мин и окружную скорость детали до 200 м/мин. Благодаря этому производительность прк щлифовашй дорожки кач€ вяя внутренних колец подшипника 7510 в аЁтоматйчб йкдм цикле увеличивается со 12О до 48О шт./ч при коэффициенте загрузки станка ,85. СОЖ хорошо разводится холодной водой любой жесткости; прозрачна, не имеет запаха, не возд ствует на окраску станков, не эмульгирует масло утечки и не пецигся. СОЖ оказывает благоприятное смазочное действие на кожу рук и не вызывает раздражения, обеспечивает защиту обработанных деталей от щепевоЙ Коррозии йа Срок более 30 суток. Cd долговечна в эксплуатации, так как не содержит вйдеСтв, которые могли бы питательной средой для бактерий. После продолжитещэных испытаний она не теряет первоначальных свойств. Таким образом, применение предлагаемой СОЖ позволяет повысить производительность при шлифовании деталей подшипников в 2-3 раза на действующей оборудовании без дополнительных капиталовложений с созфанением точности и качаства обработки. СОЖ долговечна в эксплуатации, имеет высокие защитные Свойства, безопасна в обращении с точки зрения токсикологии и дерматологии.
Таблица I
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1335563A1 |
| Смазочно-охлаждающая жидкость для шлифования металлов | 1987 |
|
SU1532576A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1973 |
|
SU504834A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1694635A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1985 |
|
SU1260390A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1712393A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU777053A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2275419C1 |
| Смазочно-охлаждающая жидкость для шлифования и хонингования металлов | 1983 |
|
SU1100299A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU863624A1 |
Таблица2
