Изобретение относится к смазочно-ох- лаждающим жидкостям (СОЖ) и может быть использовано при механической обработке металлов, преимущественно при шлифовании.
Цель изобретения - повышение стойкости инструмента, качества обработанной поверхности и производительности процесса.
Для приготовления СОЖ используют двухзамещенный фосфорнокислый натрий (ГОСТ 0334-49), тетраборат натрия (ГОСТ 8429-77), триэтаноламин (ТУ 6-02-916-79), хвойный экстракт (ТУ 6-15-1398-83), бикарбонат натрия (ГОСТ 2156-79), глицерин (ГОСТ 6259-75), фурацилин и комплексное соединение глюконата кальция и борной кислоты (антикор-2).
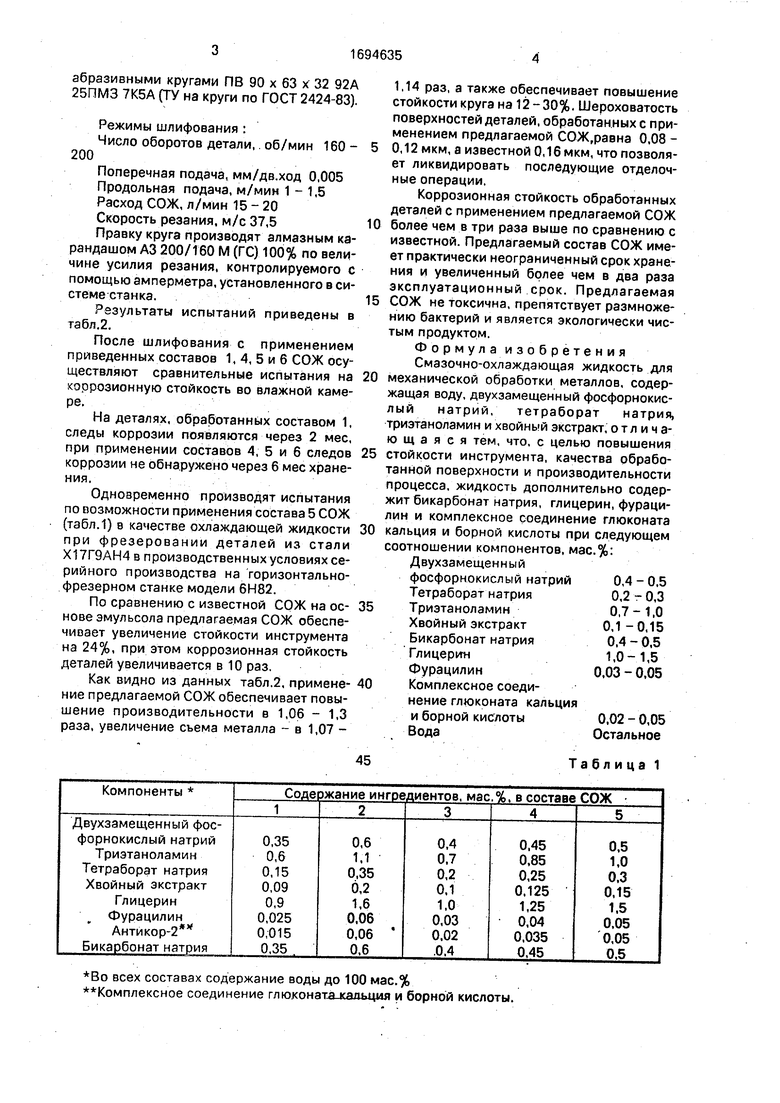
Составы СОЖ приведены в табл.1.
Для сравнительных испытаний приготовлен состав известной СОЖ (состав 6), мас.%:
Двухзамещенный
фосфорнокислый натрий0,2
Углекислый натрий0,2
Нитрит натрия0,51
Гексаметилентетрамин 1,15
Бихромат калия0,11
Триэтаноламин0,9
Тетраборат натрия0.18
Хвойный экстракт0,18
ВодаОстальное (до 100)
Испытания составов 1-6 СОЖ производят при обработке беговой дорожки подшипника шестерен диаметрами 105 и 97,5 мм. Обрабатываемый материал - сталь 12Х2НЧАШ после цементации и фосфатиро- вания HRcj62-65. Обработку производят
ON
О
о со сл
абразивными кругами ПВ 90 х 63 х 32 92А 25ПМЗ 7К5А (ТУ на круги по ГОСТ 2424-83).
Режимы шлифования :
Число оборотов детали, об/мин 160- 200
Поперечная подача, мм/дв.ход 0,005
Продольная подача, м/мин 1-1,5
Расход СОЖ, л/мин 15-20
Скорость резания, м/с 37,5
Правку круга производят алмазным карандашом A3 200/160 М (ГС) 100% по величине усилия резания, контролируемого с помощью амперметра, установленного в системе станка.
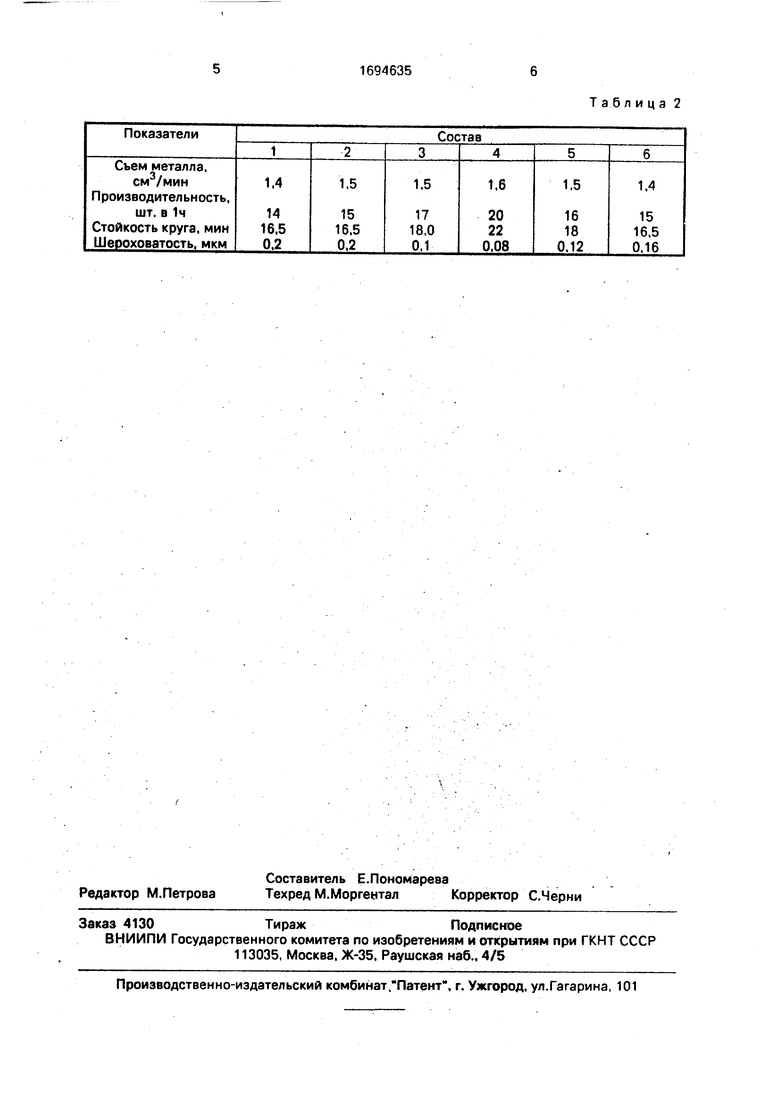
Результаты испытаний приведены в табл.2.
После шлифования с применением приведенных составов 1, 4, 5 и 6 СОЖ осуществляют сравнительные испытания на коррозионную стойкость во влажной камере.
На деталях, обработанных составом 1, следы коррозии появляются через 2 мес, при применении составов 4, 5 и 6 следов коррозии не обнаружено через 6 мес хранения.
Одновременно производят испытания по возможности применения состава 5 СОЖ (табл.1) в качестве охлаждающей жидкости при фрезеровании деталей из стали Х17Г9АН4 в производственных условиях серийного производства на горизонтально- фрезерном станке модели 6Н82.
По сравнению с известной СОЖ на ос- нове эмульсола предлагаемая СОЖ обеспечивает увеличение стойкости инструмента на 24%, при этом коррозионная стойкость деталей увеличивается в 10 раз.
Как видно из данных табл.2, примене- ние предлагаемой СОЖ обеспечивает повышение производительности в 1,06 - 1,3 раза, увеличение сьема металла -в 1,07
1,14 раз, а также обеспечивает повышение стойкости круга на 12-30%. Шероховатость поверхностей деталей, обработанных с применением предлагаемой СОЖ,равна 0,08 - 0,12 мкм, а известной 0,16 мкм, что позволяет ликвидировать последующие отделочные операции.
Коррозионная стойкость обработанных деталей с применением предлагаемой СОЖ более чем в три раза выше по сравнению с известной. Предлагаемый состав СОЖ имеет практически неограниченный срок хранения и увеличенный более чем в два раза эксплуатационный срок. Предлагаемая СОЖ не токсична, препятствует размножению бактерий и является экологически чистым продуктом.
Формула изобретения Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая воду, двухзамещенный фосфорнокислый натрий, тетраборат натрия, триэтаноламин и хвойный экстракт, отличающаяся тем, что, с целью повышения стойкости инструмента, качества обработанной поверхности и производительности процесса, жидкость дополнительно содержит бикарбонат натрия, глицерин, фураци- лин и комплексное соединение глюконата кальция и борной кислоты при следующем соотношении компонентов, мас.%: Двухзамещенный
фосфорнокислый натрий0,4 - 0,5
Тетраборат натрия0,2 - 0,3
Триэтаноламин0,7 - 1,0
Хвойный экстракт0,1 - 0,15
Бикарбонат натрия0,4 - 0,5
Глицерин1,0-1,5
Фурацилин0,03 - 0,05
Комплексное соединение глюконата кальция и борной кислоты0,02 - 0,05
ВодаОстальное
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для шлифования металлов | 1987 |
|
SU1532576A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1712393A1 |
| Смазочно-охлаждающая жидкость дляАлМАзНОй ОбРАбОТКи КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU836077A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1994 |
|
RU2076897C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2174147C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1518362A1 |
| Смазочно-охлаждающая жидкость | 2023 |
|
RU2805758C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2168540C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2084497C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2137817C1 |
Изобретение относится к смазочным составам, в частности к смазочно-охлаждающей жидкости для механической обработки металлов. С целью повышения стойкости инструмента жидкость имеет следующее соотношение компонентов, мас.%: двухзаме- щенный фосфорнокислый натрий 0,4 - 0,5; тетраборат натрия 0,2 - 0,3; триэтаноламин 0,7- 1,0;хвойный экстрактО,1 -0,15;бикарбонат натрия 0,4 - 0,5; глицерин 1.0 - 1,5; фурацилин 0,03 - 0,05; комплексное соединение глгоконата кальция и борной кислоты 0,02 -0,05; вода остальное. Новая жидкость обеспечивает повышение производительности в 1,06 - 1,3 раза, увеличение съема металла в 1,07 - 1,14 раз. обеспечивает повышение стойкости круга на 12 - 13%. 2 табл.
Во всех составах содержание воды до 100 мас.% Комплексное соединение глюконата кальция и борной кислоты.
Таблица 2
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1456461A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазочно-охлаждающая жидкость для шлифования металлов | 1987 |
|
SU1532576A1 |
| Джино-прядильная машина | 1922 |
|
SU173A1 |
