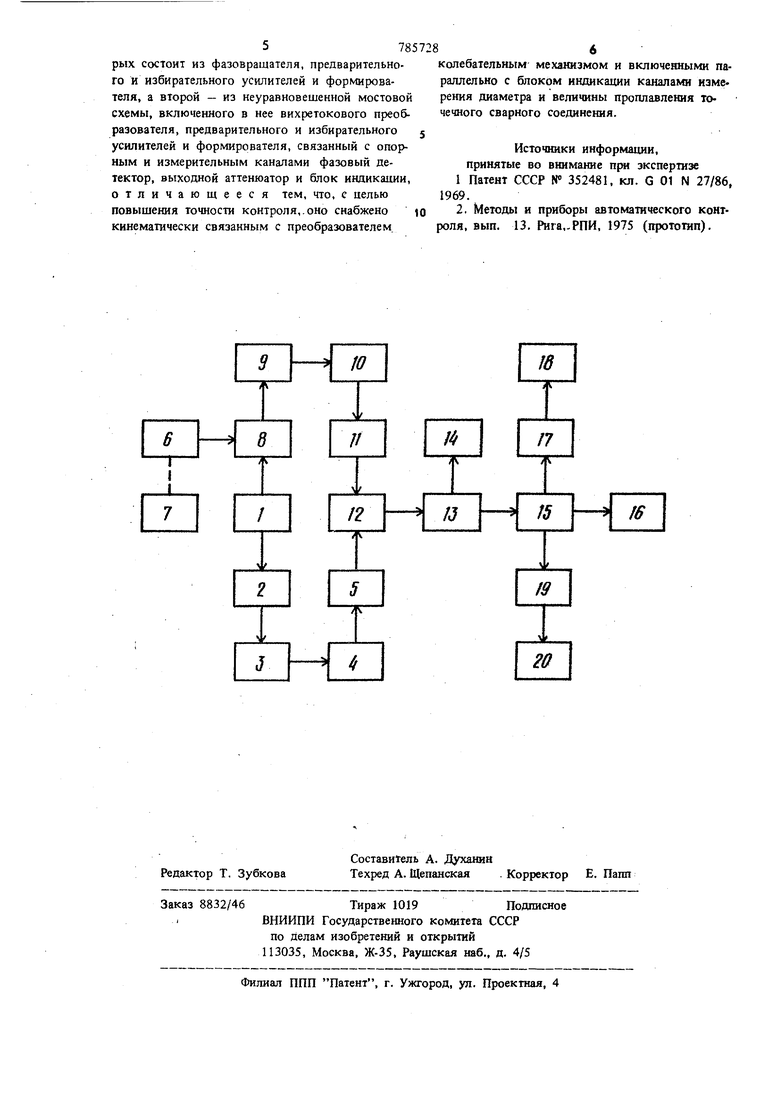
Изобретение относится к контрольно-измерительной технике и может быть использовано для неразрушающего контроля качества точечных сварных соединений. Известно устройство для неразрушающего вихретокового контроля изделий, содержащее неуравновешенный мост, включенный в него преобразователь, и связанные с мостом генератйр сигналов, опорный и измерительный каналы (11. Однако точность контроля известным устройством точечных сварных соединений недостаточная , так как отсутствуют средства для выделения компонентов сигнала преобразователя, характеризующих параметры точки - ее диаметра и глубины проплавления. Известно устройство для контроля качества токчных сварных соединений, содержащее генератор синусоидального сигнала и связанные с ним опорный и измерительный каналы, первый из Которых состоит из фазовращателя, пре варительного и избирательного усилителей и фо мирователя, а второй - из неуравновешенной мостовой схемы, включенного в нее вихретоко Бого преобразователя, предварительного и избирательного усилителей и формирователя, связанный с опорным и измерительным каналами фазовый детектор, выходной аттенюатор и блок индикации 2. Это устройство является наиболее близким техническим .решегшем к предлагаемому. Однако точность контроля этим устройством также недостатовдая, так как выходной его сигнал несет лишь результирующую информацию о размерах литого ядра и наличия, дефектов в нем, что в ря,це случаен может привести к ошибочным результатам при оценке качества сварной точки. Например, при уменьшенных размерах литого ядра и наличии трещин в нем на выходе известного устройства может быть получен такой же сигнал, как и при качественной сварной точке. Подобный результат может иметь место при наличии полного непровара с зазором между свариваемы ш листами. Отмеченный недостаток ограничивает также возможность регулирования реяо1ма сварки из-за отсзтствия данных о яламетре и величине проплавления литого ядра. Кроме того, к недостаткам известкого устройства следует отнести необходимость, . предварительной настройки схемы при установ ; КС преобразователя на эталонную сварную точку, определить которую неразрушающими методами для; ряда материалов (например, алюминиело-магниевых сплавов) крайне затруднительно. Цель изобретения - повышение точности контроля. Для этого устройство снабжено кинематически связанным с преобразователем колебательнь м механизмом и включенными параллельно с блоком индикации каналами измерения диаметра и величины проплавления точечного сварного соединения. На чертеже приведена структурная схема пред лагаемого устройства. Устройство содержит генератор 1 синусоидаль ного сигнала, опорный канал, состоящий из фазовращателя 2, предварительного усилителя 3, избирательного усилителя 4 и формирователя 5, измерительный канал, состоящий из на1спадного вихретокового преобразователя 6, закрепленного на подвижном элементе колебательного механиз ма 7 и включенного в неуравновешенную мосто вую схему 8 предварительного усилителя 9, избирательного усилителя 10 и формирователя И фазовый детектор 12, выходной аттенюатор 13, .блок 14 индикации, согласующий усилитель 15, осциллографический I блок 16, канал измерения диаметра, состоящий из ключевой схемы 17 и блока 18 индикации диаметра, канал измерения величины проявления, состоящий из измерителя 19 максимальных значений и блока 20 индикации проплавления. Синусоидальное напряжение с генератора 1 поступает в опорном канале на фазовращатель 2, который служит для установки фазы опорного напряже1шя, а в измерительном канале на мостовую схему 8, в одно из плеч которой включен преобразователь 6, устанавливаемый на контролируемую сварную точку. В зависимости от качества сварного соединения изменяется комплексное сопротивление преобразователя, а следовательно, и выходной сигнал мостовой схемы, в которую он включен. Мосто вая схема 8 настроена таким образом, что фаза выходного напряжения.не зависит от величины зазора между преобразователегйГи изделием, определяется лищь изменением электропроводности в контролируемой зоне, которое, в свою очередь, зависит от качества сварки. С выхода фазовращателя 2 сигнал через предварительный усилитель 3, избирательный усилитель 4 и формирователь 5 поступает на один из выходов фазового детектора 12, а с выхода мостовой схемы через предварительный усилитель 9, избирательньш усилитель 10 и форирователь 11 - на второй вход фазового етектора 12. Предварительные усилители 3 и 9 служат ля увеличения амплитуды сигналов до необхоимой величины. Избирательные усилители 4 10 предназначены дня уменьщения влияния елинейных искажений сигнала на показания стройства. Формирователи 5 и 11 формируют игнал для запуска фазового детектора, имещий крутые фронты, длительность которых е зависит от амплитуды выходного сигнала. фазового детектора 12 сигнал, пропорциональный изменению фазы выходного сигнала мостовой схемы, подается через выходной аттенюатор 13 на блок 14 индикации и согласующий усилитель 15. Выходной аттенюатор предназначен для изменений чувствительности прибора. Блок индикации выдает интегральную информацию о размерах литой зоны. Согласующий усилитель 15 предназначен для согласования выходного аттенюатора 13 с осциллографическим блоком 16, ключевой схемой 17 и измерителем 19 максимальных значений. Устройство работает следующим образом. С помощью Колебательного механизма 7 преобразователь 6 приводится в Колебательное движение относительно литого ядра в плоскости, параллельной поверхности свариваемых листов. При этом сигнал на выходе согласующего усилителя изменяется в зависимости от положения преобразователя. Осциллографический блок 16 осуществляет временную развертку сигнала. При этом длительность полученного импульса определяет диаметр литого ядра, а амплитуда - величину проплавления. Для определения диаметра литого ядра сигнал с выхода согласующего усилителя поступает на ключевую схему 17, которая срабать1вает при определенном уровне сигнала и выдает прямоугольный импульс, даительность которого пропорциональна диаметру лнтого ядра. С выхода ключевой схемы сигнал поступает на блок 18 индикации диаметра, который измеряет длительность импульса и выдает информацию о величине диаметра литого ядра. Для определения проплавления сигнал с выхода согласующего усилителя подается через измеритель 19 максимальных значений на блок 20 индикации проплавления, который выдает информацию о величине проплавления литого ядра. Формула изобретения Устройство для контроля качества точечных сварных соединений, содержащее генератор синусоидального сигнала и связанные с ним опорный и измерительный каналы, первый из которых состоит из фазовращателя, предварительного и избирательного усилителей и формирователя, а второй - из Неуравновешенной мостовой схемы, включенного в нее вихретокового преобразователя, предварительного и избирательного усилителей и формирователя, связанный с опорным и измерительным каналами фазовый детектор, выходной аттенюатор и блок индикации, отличающееся тем, что, с целью повышения точности контроля,.оно снабжено кинематически связанным с преобразователем
колебательным механизмом и включенными параллельно с блоком индикации каналами изме рения диаметра и величины проплавления точечного сварного соединения.
Источники информации, принятые во внимание при зкспертнзе 1 Патент СССР N 352481, кл. G 01 N 27/86, 1969.
2. Методы и приборы автоматического контроля, вып. 13. Рига,.РПИ, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения электропроводности горных пород и руд | 1974 |
|
SU512442A1 |
| Способ контроля качества точечных сварных соединений | 1989 |
|
SU1658073A1 |
| ПРИБОР ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕТАЛЛОВ | 1993 |
|
RU2082159C1 |
| Стробоскопический преобразователь | 1990 |
|
SU1721522A1 |
| Способ контроля качества точечныхСВАРНыХ СОЕдиНЕНий | 1977 |
|
SU811136A1 |
| Измеритель поглощения ультразву-KA | 1979 |
|
SU815616A1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Устройство для измерения интермоду-ляциОННыХ иСКАжЕНий шиРОКОпОлОСНыХуСилиТЕлЕй | 1979 |
|
SU845113A1 |
| ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП | 1995 |
|
RU2085932C1 |
| Устройство для геоэлектроразведки | 1990 |
|
SU1742763A1 |
