1
Изобретение относится к области неразрушаюпдего контроля и может быть использовано для Бихретокового контроля качества точечных сварных соединений.
Известен способ контроля качества сварных соединений, заключающийся в том, что в зоне пятна сварочной точки с помощью накладного вихретокового преобразователя возбуждают вихревые токи и по амплитуде и фазе сигнала преобразователя судят о качестве контролируемого сварного соединения 1.
Иедостаток известного способа заключается в том, что он не позволяет получить раздельно информацию о размерах литого ядра и о наличии в нем дефектов.
Наиболее близок к изобретению способ контроля качества точечных сварных соединений, заключающийся в том, что в зоне сварной точки с помощью накладного нихретокового преобразователя возбуждают вихревые токи и по изменению выходного сигнала преобразователя судят о качестве сварки 2.
Однако этот способ не позволяет получить информацию о размерах литого ядра и наличии в нем дефектов раздельно.
Цель изобретения - повышение надежности контроля.
Это достигается тем, что по предлагаемому способу преобразователь приводят в колебательное движение в плоскости, параллельной контролируемой поверхности изделия, получают временную развертку выходного сигнала и по длительности полученных импульсов определяют диаметр ядра сварного соединения, а по амплитуде этих импульсов судят о глубине проплавления.
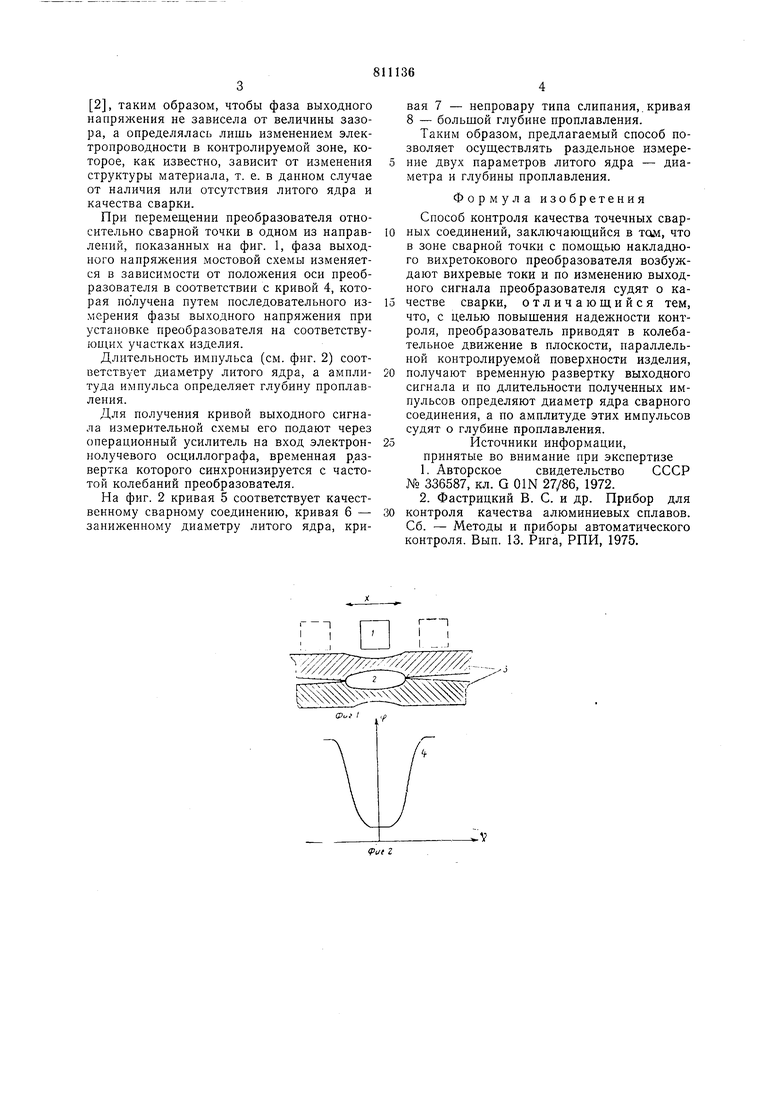
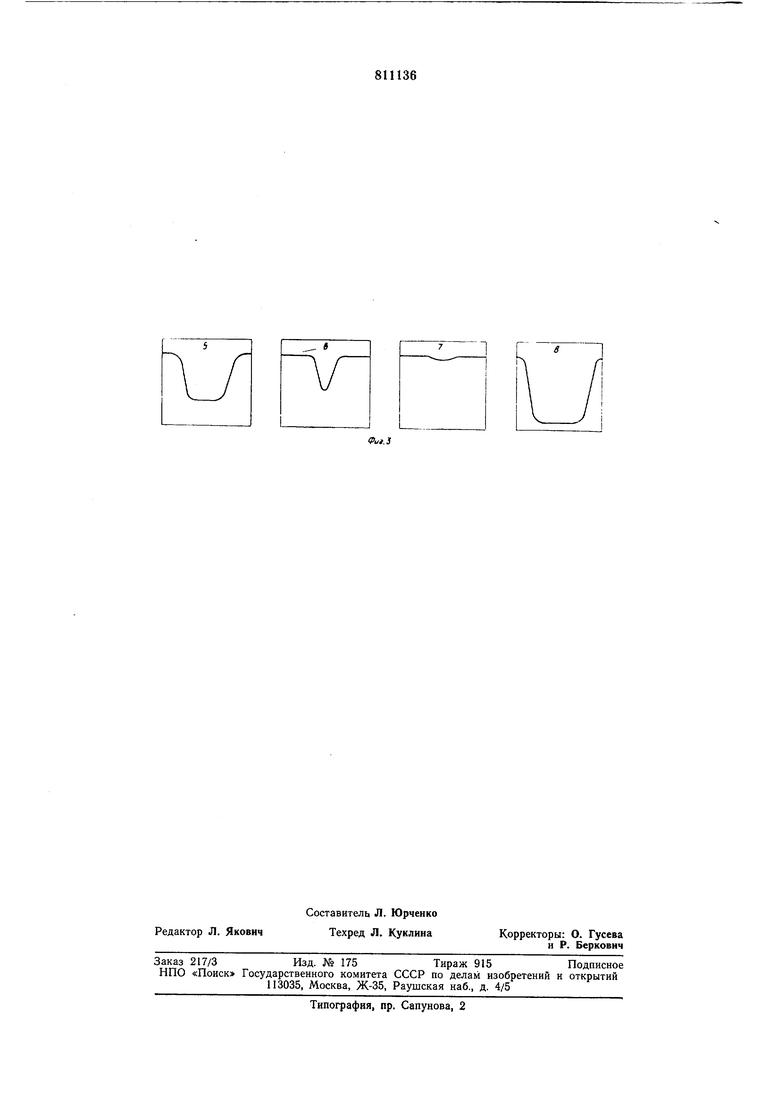
Иа фиг. 1 схематично изображено точечное сварное соединение с перемещающимся над ним вихретоковым накладным преобразователем; на фиг. 2 - график зависимости выходного сигнала измерительной схемы от положения преобразователя относительной сварной точки; на фиг. 3 представлены временные развертки выходного сигнала на экране осциллографа, соответствующие различному качеству точечной сварки.
Вихретоковый накладной преобразователь 1 приводят в колебательное движение относительно литого ядра 2 в плоскости, параллельной поверхности свариваемых листов 3, в направлении, указанном стрелками.
Для подавления влияния изменения зазора между преобразователем и изделием преобразователь включают в неуравновешенную мостовую схему, которую настраивают в соответствии с известным способом
2, таким образом, чтобы фаза выходного напряжения не зависела от величины зазора, а определялась лишь изменением электропроводности в контролируемой зоне, которое, как известно, зависит от изменения структуры материала, т. е. в данном случае от наличия или отсутствия литого ядра и качества сварки.
При перемещении преобразователя относительно сварной точки в одном из направлений, показанных на фиг. 1, фаза выходного напряжения мостовой схемы изменяется в зависимости от положения оси преобразователя в соответствии с кривой 4, которая получена путем последовательного измерения фазы выходного напряжения при установке преобразователя на соответствующих участках изделия.
Длительность импульса (см. фиг. 2) соответствует диаметру литого ядра, а амплитуда импульса определяет глубину проплавления.
Для получения кривой выходного сигнала измерительной схемы его подают через операционный усилитель на вход электроннолучевого осциллографа, временная р,азвертка которого синхронизируется с частотой колебаний преобразователя.
На фиг. 2 кривая 5 соответствует качественному сварному соединению, кривая 6 - заниженному диаметру литого ядра, кривая 7 - непровару тина слипания,.кривая 8 - большой глубине проплавления.
Таким образом, предлагаемый способ позволяет осуществлять раздельное измерение двух параметров литого ядра - диаметра и глубины проплавления.
Формула изобретения
Способ контроля качества точечных сварных соединений, заключающийся в том, что в зоне сварной точки с помощью накладного вихретокового преобразователя возбуждают вихревые токи и по изменению выходного сигнала преобразователя судят о качестве сварки, отличающийся тем, что, с целью повышения надежности контроля, преобразователь приводят в колебательное движение в плоскости, параллельной контролируемой новерхности изделия, получают временную развертку выходного сигнала и по длительности полученных импульсов определяют диаметр ядра сварного соединения, а по амплитуде этих импульсов судят о глубине проплавления.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 336587, кл. Q 01N 27/86, 1972.
2.Фастрицкий В. С. и др. Прибор для контроля качества алюминиевых сплавов. Сб. - Методы и приборы автоматического контроля. Вып. 13. Рига, РПИ, 1975.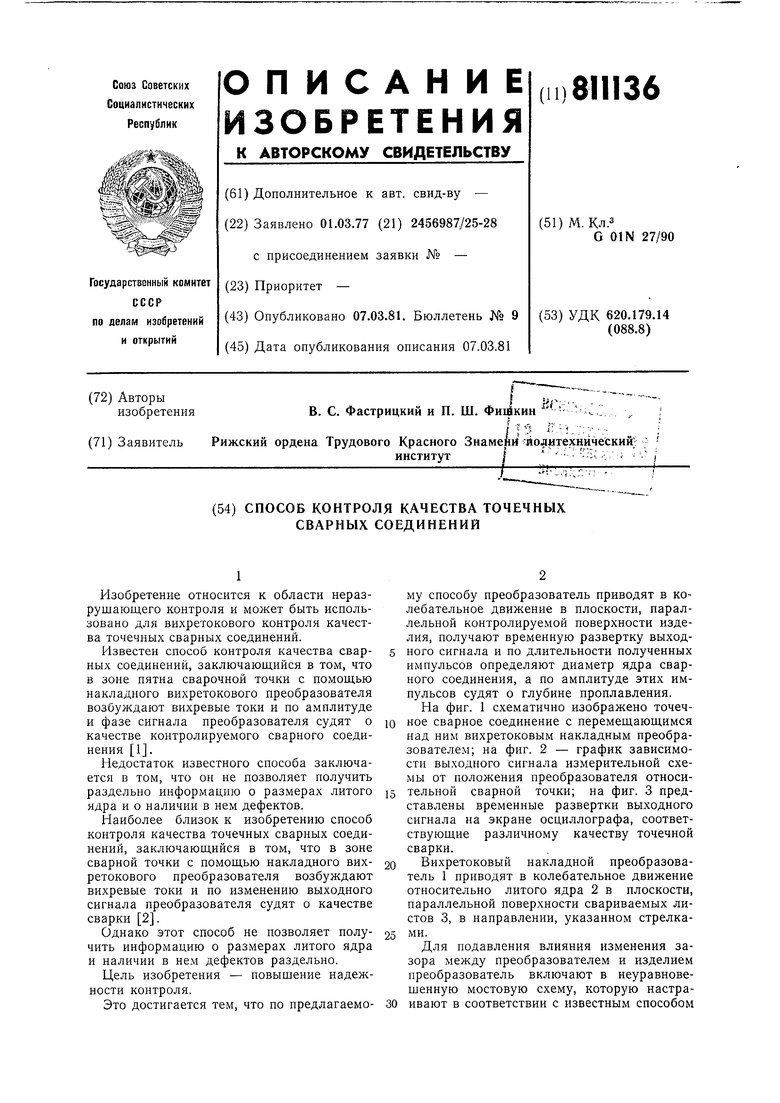
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества точечных сварных соединений | 1989 |
|
SU1658073A1 |
| Устройство для контроля качества точечных сварных соединений | 1977 |
|
SU785728A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ | 2015 |
|
RU2610350C1 |
| ВИХРЕТОКОВЫЙ СПОСОБ ДВУХЧАСТОТНОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2000 |
|
RU2184931C2 |
| Вихретоковый способ контроля и устройство для его осуществления | 1990 |
|
SU1779990A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2161795C2 |
| Способ неразрушающего контроля качества точечных электросварных соединений немагнитных металлов | 1974 |
|
SU735987A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185617C2 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ МЕДНОЙ КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2542624C1 |
| ЦИФРОВОЙ ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП | 2009 |
|
RU2411517C1 |
-ТI
