Предметом изобретения является оптический толщемер, предиазначен. ный для измерения расстояний между двумя поверхностями.
Прибор основан на измерении оптических и механических деталей путем совмещения на их поверхностях изображений марок (диафрагм, щелей) двух автоколлимационных микроскопов, имеющих одну общую оптическую ось.
Преимущество этого прибора заключается в том, что он обеопечивает замер по строго заданному направлению, например, по оси детали, не соприкасается с поверхностью измеряемой детали, что исключает -ВОЗМОЖНОСТЬ деформации деталей (например, линз) или их повреждения (царапины и т. д.).
Кроме того различие в форме и диаметре деталей не ограничивает (в больщом диапазоне) выбор инструмента, тогда как при контактном методе требуется набор микрометров, глубомеров и т. п.
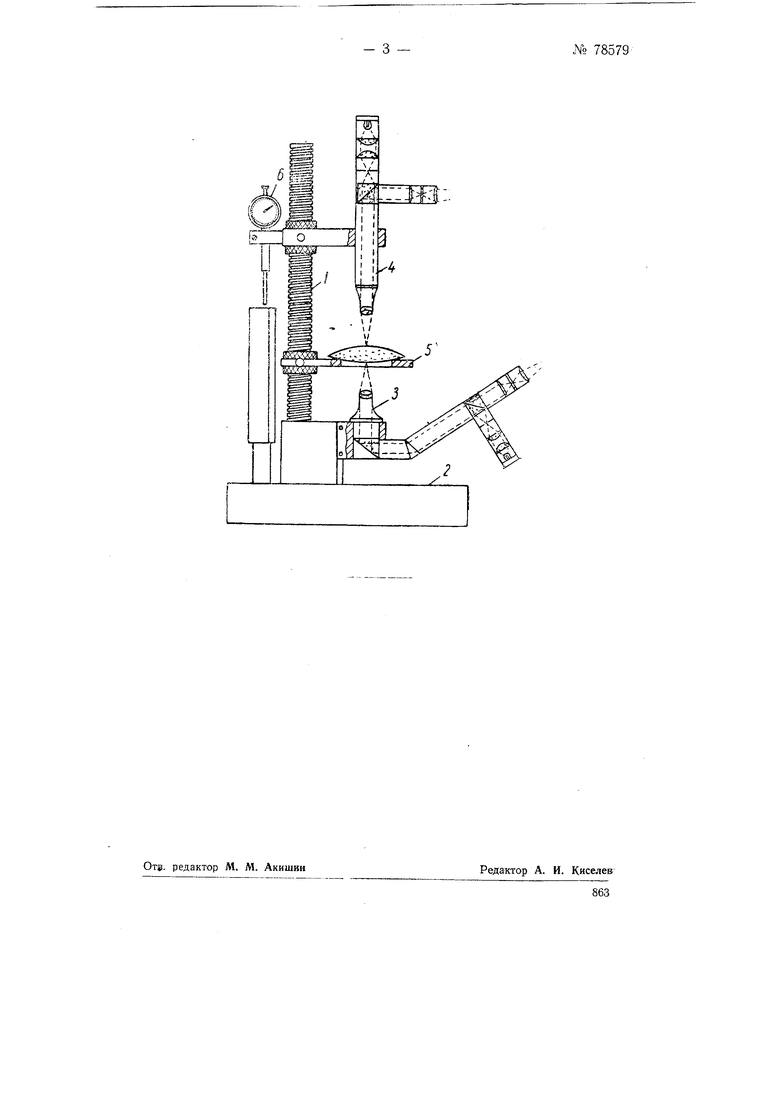
На схематическом чертеже изображен оптический толщемер.
На вертикальной винтообразной направляющей 1, укрепленной на основании 2, установлены два автоколлимационных микроскопа 3 vi 4,
расположенные один против другого и имеющие общую оптическую ось. В промежутке между микроскопами на той же направляющей / укреплен столиК 5 с отверстием для деталей.
Нижний микроскоп t неподвижен и расположен под углом 45°. Верхний микроскоп 4 расположен под углом 90°, моЖет (так же, как и столик 5) передвигаться по винтообразной направляющей / и имеет индикатор 6, фиксирующий перемещение микроскопа вдоль направляющей относительно опорной плоскости на подставке.
В качестве микроскопов могут быть использованы обычные автоколлимационные трубки. От тубуса микроскопа 3 под углом 90° отведена доп алнительяая трубка (onaiK), несущая марку (диафрагму, щель) и Осветительную систему (конденсатор и лампочку от карманного фонарика).
Полупосеребренный кубик, полмещенный в тубусе против дополнительной трубки, позволяет изображение марки в предметной точке микрообъектива микроскопа.
Юстировка прибора выполняется при постройке и заключается в том,
861
что микроскопы должны иметь общую оптическую ось, совпадающую с центром отверстия столика.
Марки должны быть установлены с таким расчетом, чтобы их изображения точно совпадали с предметными точками микрообъективов. Для периодического контроля юстиравки необходимо микрообъективу одного из микро«копов обеспечить движение, перпендикулярное оптической оси. Перемещением верхнего микроскопа вдоль вертикальной направляющей необходимо добиться, чтобы в каждом микроскопе была четко видна марка противоположного микроскопа. В этом положении микроскопов индикатор устанавливается на нуль (или отмечается его нульпункт).
Процесс saiMepa толщин деталей на отъюстированном приборе сводится к следующему.
На столике устанавливают измеряемую деталь и перемещением столика вдоль направляющей добиваются в нижнем микроскопе четкого изображения марки, отраженной от нижней поверхности детали. Далее перемещением верхнего микроскопа добиваются в нем четкого изображения марки, отраженной от верхней поверхности измеряемой детали. Отсчет по индикатору с учетом нульпункта даст значение толщины детали.
При измерении толщин, превыщающих расход индикатора, между стержнем индикатора и опорной плоскостью на подставке устанавливаются KOHueiBbie меры.
Наводка микроскопов с необходимой точностью может быть произведена как на полированную, так и на неполированную поверхности. В первом случае ав плоскости изображения микроскопа будет видно изображение марки, отраженной от поверхности, а во втором - сама поверхность детали.
Предм1ет изобретения
Оптический толщемер, о т л и ч ащийся тем, что он выполнен в виде двух установленных один против другого автоколлимационных микроскопов, один из которых укреплен на основании прибора, а другой - на кронштейне, несущем индикатор и выполненном подвижным 00 винтовому валику, на котором установлен с возможностью перемещения стол для измеряемых деталей с тем, чтобы путем соответствующей установки марок (диафрагм, щелей) обоих микроскопов относительно поверхностей измеряемых деталей определять по показаниям индикатора их толщину.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля точности обработки несферических поверхностей | 1960 |
|
SU143557A1 |
| Автоколлимационная установка для контроля асферических поверхностей | 1960 |
|
SU139082A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И ЮСТИРОВКИ ОБЪЕКТИВА | 2012 |
|
RU2515064C1 |
| Прибор для контроля формы асферических поверхностей | 1981 |
|
SU1024706A1 |
| ПРИСПОСОБЛЕНИЕ К ИЗМЕРИТЕЛЬНЫМ МАШИНАМ ТИПА УИМ-21 | 1967 |
|
SU224117A1 |
| Устройство контроля центрирования линз и линзовых систем | 1988 |
|
SU1582003A1 |
| Способ контроля качества волоконной детали и устройство для его осуществления | 1990 |
|
SU1760426A1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| БЕСКОНТАКТНЫЙ СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ, ИЗНОСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2252394C1 |
| ГОНИОМЕТР | 1991 |
|
RU2036422C1 |