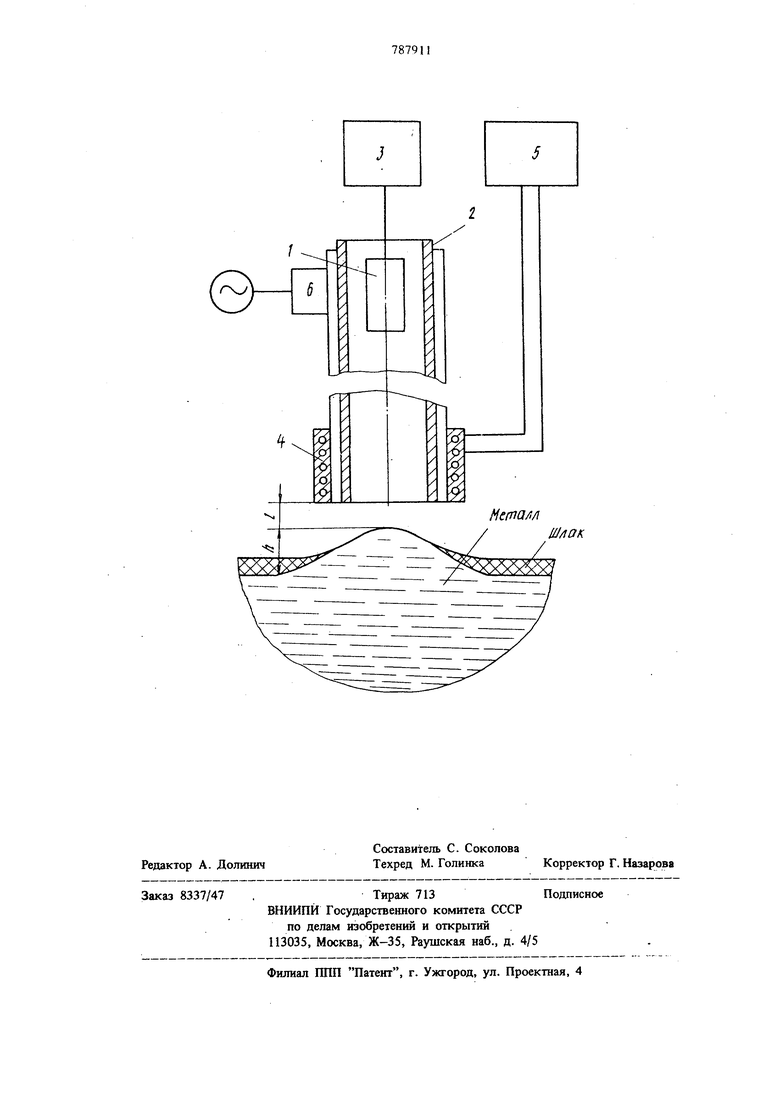
точивание катушки может привести к прорыву металла через отверстие визирования, что связано с крупной аварией. Устройство обладает низкой точностью измерения, на которую влияю выпрыскивание мелких капель запираемого металла в канал визирования, а также то, что и неметаллические включения (шлак) не запираются электромагнитным полем, что и вносит погрешность в измерения температуры. Кроме того, стационарно установленное устройство в кладке агрегата не всегда позволяет контролировать температуру в наиболее представительной точке, что также снижает точность замеров Цель изобретения - повышение надежности устройства и точности измерения температуры расплчва металла. Указанная це.гп достигается тем, что в устройстве, содержащем измерительный элемент в защитном кожухе и индукционную катушку, ось которой совпадает с осью канала визирования, индукодонная катушка выполнена подвижной относительно поверхности расплава в верти кальной плоскости, причем в рабочем положении между торцом катушки и мениском распла ва имеется зазор. В нижнем рабочем положении индукционная катушка расположена на требуемом расстоянии от поверхности расплава, что позволяет создавать при помощи электромагнитного поля катушки необходимую высоту подъема расплава, достаточную для освобождения поверхности расплава, на которую визируется измерительный элемент, от шлака. Поскольку при этом исклю чается необходимость отдува, то и исключаются связанные с этим погрешности измерения температуры расплава. Одновременно повышается надежность устройства за счет того, что индукционная катушка находится вне зоны действия расплава металла и не требуется применения специальной футеровки катушки, исключается прогар катушки, а, кроме того, случайное обесточивание катушки не приводит к аварийно ситуации, уменьшается мощность, подводимая к катушке. В нижнем рабочем положении инду ционная катушка находится только когда необходимо произвести замер температуры, в остальной период времени катушка находится в верхнем положении, что позволяет также исключить прогар катушки. На чертеже схематически представлено предлагаемое устройство. Устройство содержит измерительный элемент в защитном корпусе 2, вторичный прибор 3, подвижную индукционную катушку 4, подключенную к внешнему источнику 5 питания и механизм 6 перемещения индукционной катушки в вертикальной плоскости относительно поверхности расплава. Устройство работает следующим образом. При замере температуры расплава индуквдонная катушка перемещается в вертикальной плоскости механизмом 6 на заданное расстояние от поверхности расплава. После этого включается индукционная катушка 4. Поле катушки 4, воздействуя на расплав металла, способствует возникновению электромагнитных сил, вызывающих поднятие части расплава на высоту h, достаточную для освобождения поверхности, на которую визируется измерительный элемент 1 в зашитном корпусе 2, от шлака. Показания температуры фиксируются на вторичном приборе 3. Таким образом, устройство обеспечивает измерение температуры расплава более точно за счет того, что измерительный элемент визируется на поверхность расплава, освобожденную от шлака, при этом высокая надежность устройства обеспечивается тем, что и)щукционная катуиша находится вне зоны действия расплава металла. Формула изобретения Устройство для измерения температуры расплава металла, содержащее измерительный элемент в за цитном корпусе и индукционную катушку, ось которой совпадает с осью визирования измерительного элемента и подключенную к источнику питания, отличаюш е е с я тем, что, с целью повышения точности измерения температуры и надежности устройства, индукционная катушка выполнена подвижной вдоль своей оси, перпендикулярной поверхности расплава, причем катушка установлена таким образом, что между ее торцом и мениском расплава имеется зазор. Источники информации, принятые во внимание при экспертизе 1.Кочо В. С., Самсонов Г. В. и др. Непрерывный контроль температуры жидкой стали в период доводки мартеновской плавки. К., Техника, 1965, с. 24. 2.Комплексная автоматизация сталеплавильного производства. К.Техника, 1973, с. 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля температуры металла в конвертере | 1988 |
|
SU1678847A1 |
| ИЗМЕРИТЕЛЬНЫЙ ЗОНД ДЛЯ ПОГРУЖЕНИЯ В РАСПЛАВ МЕТАЛЛА | 2005 |
|
RU2308695C2 |
| Способ согласования линии визирования оптического прибора с продольной осью наземного транспортного средства | 2017 |
|
RU2657334C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ В КРИСТАЛЛИЗАТОР | 2001 |
|
RU2266798C2 |
| Устройство для управления температурным режимом индукционной печи | 1986 |
|
SU1368867A2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2290276C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И МОНИТОРИНГА УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ | 2007 |
|
RU2426622C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2295422C2 |
| Способ измерения скорости течения расплавленного металла в жидкой фазе слитка при непрерывной разливке в зоне установки электромагнитного перемешивания | 1986 |
|
SU1371764A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГРАНИЧНОЙ ПОВЕРХНОСТИ СЛОЯ ШЛАКА | 2007 |
|
RU2425335C2 |