(54) СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЕРОГО ЧУГУНА НА МАШИНЕ ГОРИЗОНТАЛЬНОГО ТИПА
1
Изобретение относится к металлургии, а именно к непрерывному литью серого чугуна, и может быть использовано для получения заготовок деталей, работающих на износ, например накладных направляющих базовых деталей станков.
Известен способ непрерывного литья серого чугуна на машине горизонтального типа, включающий заливку жидкого чугуна в метгшлоприемник, охлаждение чугуна в кристгшлизаторе, формирование слитка путем чередования гьщержки и протяжки, принудительное охлаждение по мере выТ1|жки из кристаллизатора в температурном интервале 900-600°С и последующее охлаждение на воздухе tl. Однако при использовании этого способа на углах и выступах отливок имеет место отбел чугуна на глубину 2-5 мм, что значительно затрудняет механическую обработку отливок. Изза чрезмерного охлаждения чугуна на этапе первичной кристаллизации в поверхностных слоях отливок на глубину до 7-10 мм образуется дефектная микроструктура чугуна с наличием междондритного точечного графита (Гр. 8, Гр. 9) V. феррита до 50%.:
Чугун с такой микроструктурой имеет износостойкость в .1,5-2,0 раза ниже, чем у аналогичных деталей, отлитых в песчаной форме. Поэтому
5 для обеспечения нормальной работоспособности деталей приходится увеличивать припуск на механическую обработку отливок до 7-10 мм, тогда как по точности непрерывного литья
to припуск может не превышать 2-3 мм.
Цель изобретения - устранение отбела чугуна, улучшение обрабатываемости заготовок, снижение припуска на механическую обработку и поt5 вышение износостойкости деталей для литья.
.Поставленная цель достигается тем, что применяют чугун с отношением весового содержания кремния
20 и углерода в пределах 0,7-0,9, устанавливают время выдержки.отливки в пределах 1-3 с, и по мере вытяжки охлаждают ее со средней скоррстью 1-3 град/с в указанном выше температурном интервале.
Установлено, что при данной степени эвтективности чугуна (S ) , характеризующей его литейные свойства, величина отбела целиком зависит от
30 соотношения Si : С. При Si : ,7
Ofбел чугуна значительно возрастает. Так, например, при Si : ,5 отбел чугуна в 4 раза больше, чем при Si : ,8. Увеличение рассматриваемого отношения более О,9 нецелесообразно, так как при этом отбел чугуна снижается незначительно, а ферритизирующее действие кремния при эвтектоидном превршцении существенно возрастает. Таким образом, о ношение SI ; С в пределах 0,7-0,9 является оптимальным.
Также установлено, что длительность остановки существенно влияет на интенсивность охлаждения и соответственно толщину поверхностного слоя с дефектной микроструктурой. При первом сдвиге отливки между затвердевшей коркой и кристаллизаторо образуется микрозазор, который существенно снижает интенсивность охлаждения. При длительности остановки в пределах1-3 с толщина поверхностногчэ слоя дефектной микроструктуры составляет 2-3 мм, т.е. не превыиает припуска на механическую обработку. При остановке более 3с существенно возрастает толщина слоя с дефектной микроструктурой, достигая, например, 7-10 мм при остановке 8с. При длительности остановки менее 1 с образующаяся корка не успевает приобрести необходимую толщину для обеспечения цельности слитка. Таким образом, длительность остновки 1-3 с является оптимальной. По мере вытяжки отливки из крист лизатора ее охлаждают в температурном интервале 900-бОб С, соответствукидей эвтектоидному превр ащению
чугуна, со средней скоростью 1-3 град/с При этом в металлической основе чугуна с соотношением S i : С в пределах 0,7-0,9 исключается образование феррита и обеспечивается твердость до 200-230 НВ за счет высокой дисперсности и микротвердости перлита, в результате чего дополнительно существенно повышается износостойкость чугуна. При средней скорости охлгокдения менее 1 град/с в метгшлической основе чугуна при данном химическом составе образуется феррит. При скорости более 3 град/с возникает опасность образования мартенсита, при котором становится невозможной механическая обработка отливок. Следовательно, в температурном интервале 900-600°С средняя температура охлаждения отливок 1-3 град/с является оптимальной.
Пример. На горизонтальной призводственной машине непрерывного литья в условиях Руставского литейного завода Центролит предлагаемый способ опробирован на отливках раз личного профиля.
Чугун выплавляют в индукционной печи емкостью 10 т. В шахте используют стальную и чугунную стружку возврат собственного производства, предельный чугун и ферросилиций с содержанием кремния 75%.
Лилкий металл в процессе непрерывного литья выдерживают в той же индукционной печи, в которой производится выплавка, при 13бО-1400 С и подают к металлоприемнику малыми ковшами емкостью О,5 т с периодичностью одив ковш в 15-20 мин.
foo
f4
о
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| Способ непрерывного литья чугуна | 1983 |
|
SU1087249A1 |
| АНТИФРИКЦИОННЫЙ ЧУГУН ДЛЯ КРУПНОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2221072C1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ непрерывного литья серого чугуна | 1975 |
|
SU536007A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2010 |
|
RU2449043C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ПОЛОВИНЧАТОГО ЧУГУНА С АУСТЕНИТНО-БЕЙНИТНОЙ СТРУКТУРОЙ | 2003 |
|
RU2250268C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОЙ ЗАГОТОВКИ ИЗ БЕЛОГО ИЗНОСОСТОЙКОГО ЧУГУНА ДЛЯ БЫСТРОИЗНАШИВАЕМОЙ ДЕТАЛИ | 1996 |
|
RU2113495C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 2011 |
|
RU2489511C2 |
oo n
о in
O rr
о о
о о
т
oo о о
го о
о
о
00
1Л
«N
со
СО мсо
01
V и
сг,
CN гм
м
о ш
о
1Л
о со
in O
;s
г
I
л
tl ю
ч«
Ф 3 0| §
С (U
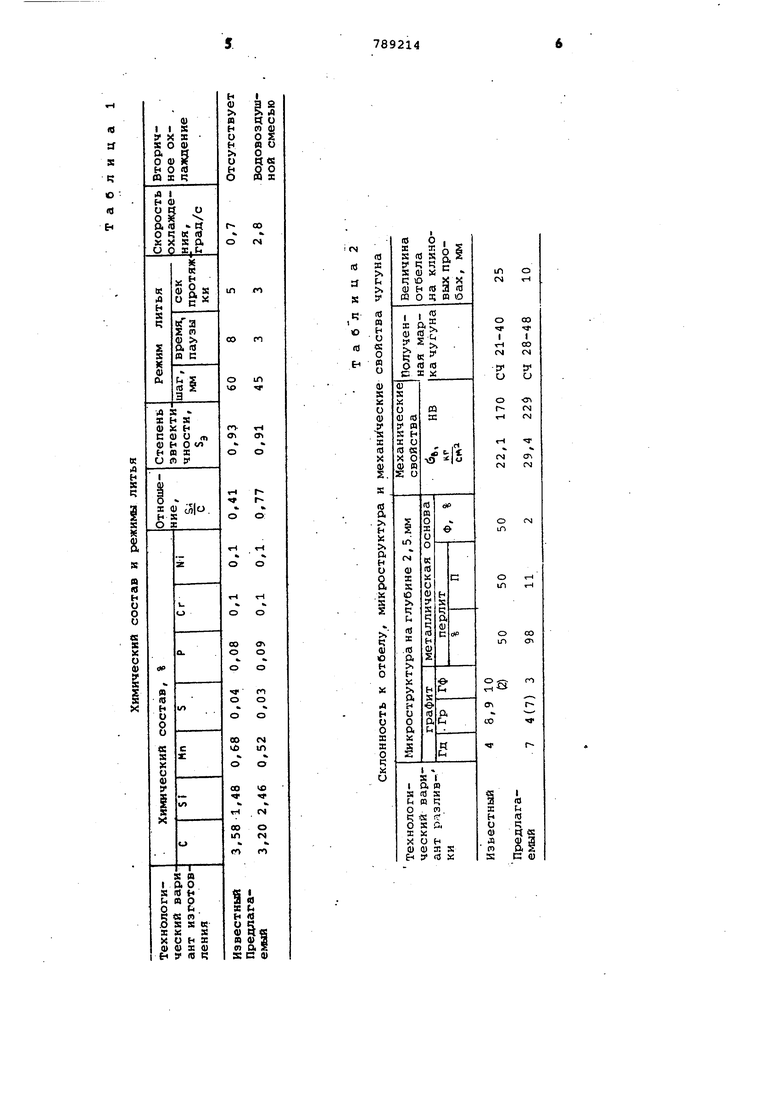
В таблицах 1 и 2 представлены режимы литья и результаты испытаний.
Таким образом, использование предлагаемого способа непрерывного лИтья серого чугуна обеспечивает по сравнению с известными способами устранение отбела чугуна и улучшение обрабатываемости отливок, снижение необходимости припуска на механическую обработку и повышение износостойкости деталей.
Экономический эффект при использовании данного предложения достигается за счет установления отбела и снижения припуска на механическую обработку и составляет 750 тыс. руб. в год.
Формула изобретения
Способ иепрерилвного литья серого чугуна на машине горизонтального типа, включающий заливку жидкого чугуна в металлоприемник, охлгивдение чугуна в кристаллизаторе, формирование слитка путем чередования вьщержки и протяжки, принудительное охлаждение по мере вытяжки из кристаллизатора в температурном интервале 900-600С и последующее охлаждение на воздухе, отличающийся тем, что, с целью устранения отбела чугуна и улучшения обрабатываемости заготовок, снижения припуска на механическую обработку и повышения износостойкости деталей для литья, применяют чугун с отношением весового содержания кремния и углерода в пределах 0,7-0,9, устанавливают время выдержки отливки в пределах 1-3 с, и по мере вытяжки охлаждают ее со сред$ неК скоростью 1-3 град/с в указанном выше температурном интервале.
Источники информации, принятые во внимание при экспертизе 0 Тутов В.И. и др. Формирование отливок при непрерывном горизонтальном литье чугуна. Технология производства, научная организация труда и управления, 1975,№ 8, с. 1-6. .
