(54) СПОСОВ ВИМЕТАЛЛИЧЕСКОГО ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ЗАГОТОВОК ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2062680C1 |
| Способ изготовления биметаллических отливок | 1978 |
|
SU749555A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2067914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824367C1 |
| Способ центробежного литья отливок | 1979 |
|
SU791447A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| Изложница для центробежного литья | 1982 |
|
SU1079348A1 |
1
Изобретение относится к литейному производству, в частности к технологии локальной наплавки части рабочей поверхности деталей жидким металлом, преимущественно для изготовления отливок способом центробежного литья.
Известен способ получения двухслойных изделий при использовании центробежного метода литья, заключающийся 6 заливке второго слоя на чугунную заготовку с температурой ВОО-850°С или стальную заготовку с температуррй 1320-1350°С, в последовательной заливке первого металла, шлака, второго шлака с рафинирующим действием и второго металла и др. .
Наиболее близким к предлагаемому является способ центробежного литья биметаллических заготовок заключающийся в том, что заливку очередного слоя металла осуществляют после охладцения ранее залитого металла до температуры ниже солидуса на 100350°С 23.
Недостатком способа является то, что заливку второго слоя металла проводят на затвердевшую поверхность первого металла и это не позволяет проводить лркальную наплавку части рабочей поверхности детали жидким металлом с повышенными специальными свойствами, например термостойкостью или износостойкостью. Наплавка всей внутренней поверхности отливок металлом с особыми свойствами, содержащим в значительных количествах дорогостоящие легирующие элементы, экономически не целесообразна, так как максимальной нагрузке подвергается
10 не вся рабочая часть детали, а только ее часть, составляющая обычно 5-30% от общей площади. Примером таких отливок служат изложница для отливки центробежным способом труб,
15 гильз двигателей и др.
Цель изобретения - разработка способа получения биметаллических деталей, преимущественно при использовании центробежного метода литья, обес2Qпечивающего локальную наплавку части рабочей поверхности деталей и экономия дорогостоящих и дефицитных легирующих элементов.
Поставленная цель, достигается тем,
25 что заливку наЪлавляемого металла проводят после охлаждения первого слоя жидкого металла до температуры выше ликвидуса на 30-90 С и затвердевания с наружной поверхности корочки
30 толщиной 10-30% от общей толщины
стенки отливки, заливают второй металл С удельной скоростью в 1,5-2,5 раза меньшей, чем при заливке первого металла, и подают металл в наплавляемую зону под углом 60-85 к оси (Вращения изложницы.
Предложенный способ наплавки деталей применим для повышения ресурса гильз цилиндров двигателей, изложниц для отливки труб или заготовок и других деталей, изготовляемых методом центробежного литья.
Известно, что наибольший износ изложниц, используемых для отливки труб и цилиндрических заготовок, наблюдается в месте поступления жидкого металла в изложницу. Остальная внутренняя поверхность изложницы имеет небольшую и равномерную сетку разгара, которая мало влияет на стойкость изложницы. Отсюда ясно, что часть поверхности изложницы на которую поступает жидкий металл необходимо выполнять из более термостойкого материала.
Аналогичную картину износа получаем на гильзах двигателей. В зоне максимальных давлений и температур износ гильз в 2,5-5,0 раз больше, чем средний износ на остальной поверхности гильзы. Зона максимального износа составляет 20-25% от общей длины гильзы, поэтому применение предлагаемого способа наплавки деталей позволяет сократить объем наплавки в 3,5-4,5 раз и значительно уменьшить расход дорогостоящих и дефицитных легирующих элементов.
Пределы по температуре охлаждения первого слоя металла выбраны в связи с тем, что если те пература выше определенных пределов, то вторая порция металла интенсивно перемешивается с первой и легирующие элементы распределяются почти по всему сечению стенки гильз. При начале заливки наплавляемого металла после охлаждения жидкого металла первого слоя до температур ниже температуры ликвидуса плюс , происходит затвердевание, с наружной поверхности гильзы, корочки толщиной больше 30,0% от обчей олщйны стенки отливки. В этом случае жидкоподвижность металла первого слоя получается низкой и он слабо вытесняется заливаемым металлом. Поэтому наплавляемый слой получается тонким, не всегда превышает толщину припуска на механическую обработку, и он распространяется на длину большую, . длина части отЛиЕки, подвергающейся максимальной нагру;3ке, что приводит к нерациональному использованию легирующих элементов.
ЕСЛИ заливку наплавляемого металла проводить после охлаждения жидкого металла первого слоя до температур выше температуры ликвидуса плюс 90 С, то с наружной поверхности отливки происходит затвердевание корочки толщиной меньше 10,0% от общей толщины стенки гильзы. В этом случае жидкоподвижность металла первого слоя значительная и заливаемый ме,талл второго слоя интенсивно перемешивается с металлом первого слоя.
Большое значение при осуществлении предложенного способа наплавки имеют параметры заливки наплавляемого металла. Если секундная скорость залийки наплавляемого металла меньше скорости заливки металла первого слоя менее, чем в 1,5 раза, то это приводит к повышенному перемешиванию металлов, а если скорость заливки второго металла меньше скорости заливки первого слоя более, чем в 2,5 раза, то поступивший в форму металл распространяется по внутренней поверхности гильзы, в основном по поверхности первого слбя металла. Поэтому, во втором случае часть отливки, подвергающаяся максимальным нагрузкам, содержит в рабочем слое значительно меньшее количество легирующих элементов .
Подача легированного металла в наплавляемую зону под углом 60-85° к оси вращения изложницы обусловлена тем, что подача металла в изложницу на определенное место под углом больше 85затруднена, а при подаче металла под углом меньше боЯ второй металл распространяется по длине значительно большей, чем требуется для повышения эксплуатационной стойкости гильз.
Исследование преимущества и недос татков изготовления биметаллических гильз, согласно известному и предлагаемому способам проводят в условиях литейного цеха. В качестве объекта исследований выбрали гильзы двигателя СМД-14, изготовленные центробежным способом.
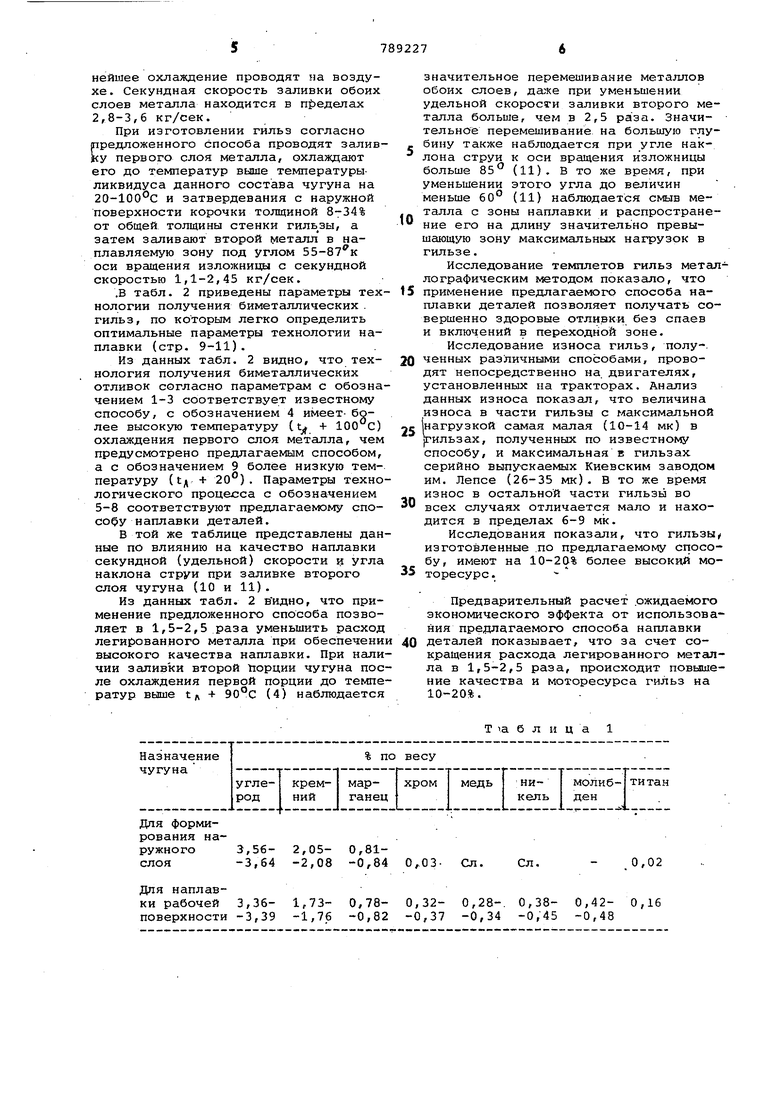
Химический состав чугунов, используемых для формирования первого слоя и наплавки, приведен в табл. 1.
Содержание серы 0,03% и фосфора 0,08-0,09%.
Чугуны выплавляются в индукционных печах ИСТ-0,16.
В качестве форм используются чугунные изложнихда с двухслойным теплоизоляционным покрытием. При заливке формы вращаются со скоростью 1100 об/мин.
Первый металл заливается температурой 1340+15 С, температура заливки второго металла находится в пределах 1330-1360С.
При изготовлении биметаллических гильз согласно известному способу, после заливки первого слоя Металла и охлаждения его до температур на 120-280°С ниже температуры солидуса чугуна, проводят заливку второго слоя, охлаждают полученную отливку до 5005 , извлекают из изложницй и дальнейшее охлаждение проводят на воздухе. Секундная скорость заливки обоих слоев металла находится в пределах 2,8-3,6 кг/сек.
При изготовлении гильз согласно предложенного способа проводят заливку первого слоя металла, охлаждают его до температур выше температурыликвидуса данного состава чугуна на 20-100°С и затвердевания с наружной поверхности корочки толщиной 8-34% от общей толщины стенки , а затем заливают второй металл в наплавляемую зону под углом 55-87к оси вращения изложницы с секундной скоростью 1,1-2,45 кг/сек.
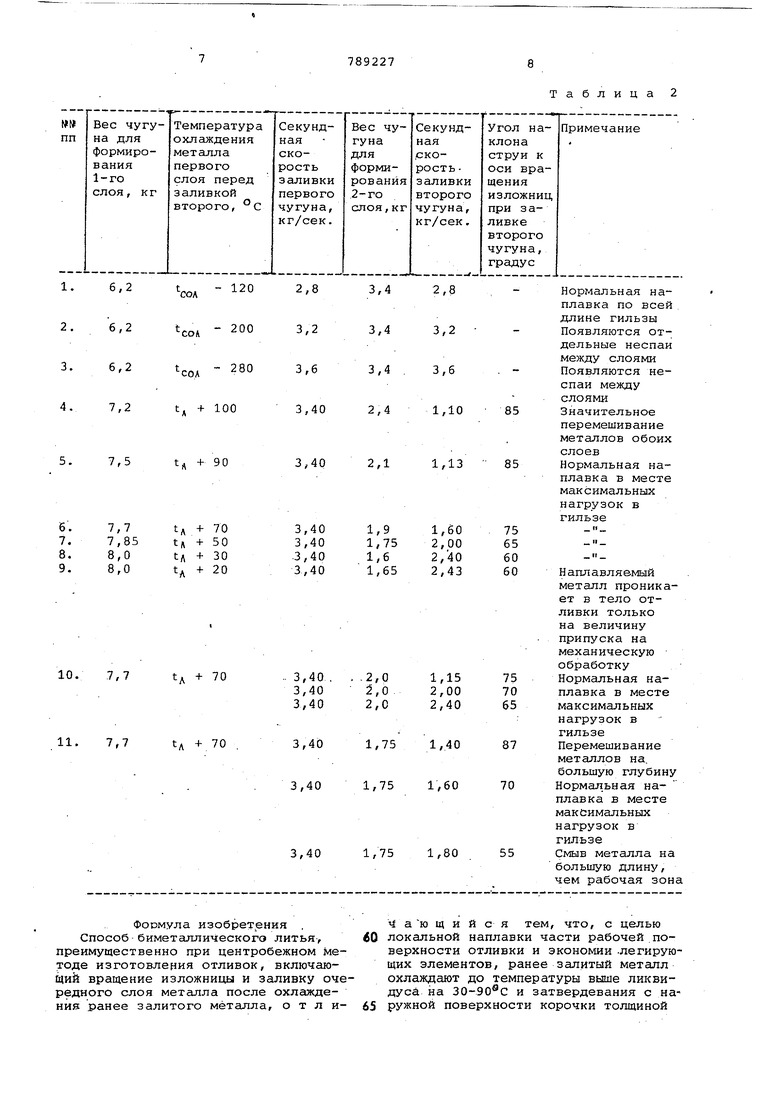
.В табл. 2 приведены параметры технологии получения биметаллических . гильз, по которым легко определить оптимальные параметры технологии наплавки (стр. 9-11).
Из данных табл. 2 видно, что технология получения биметаллических отливок согласно параметрам с обозначением 1-3 соответствует известному способу, с обозначением 4 имеет- более высокую температуру (t + 100 С) охлаждения первого слоя металла, чем предусмотрено предлагаемым способом, а с обозначением 9 более низкую температуру (1д + 20°). Параметры технологического процесса с обозначением 5-8 соответствуют предлагаемому способу наплавки деталей.
В той же таблице представлены данные по влиянию на качество наплавки секундной (удельной) скорости и угла наклона струи при заливке второго слоя чугуна (10 и 11).
Из данных табл. 2 видно, что применение предложенного способа позволяет в 1,5-2,5 раза уменьшить расход легированного металла при обеспечении высокого качества наплавки. При наличии заливки второй порции чугуна после охлаждения первой порции до температур вЕЛие t д -f 90°С (4) наблюдается
Для формирования наружного 3,56- 2,05- 0,81слоя -3,64 -2,08 -0,84 0,03- Сп. Для наплавки рабочей 3,36- 1,73- 0,78- 0,32поверхности -3,39 -1,76 -0,82 -0,37
значительное перемешивание металлов обоих слоев, да:ке при уменьшении удельной скорости заливки второго металла больше, чем в 2,5 раза. Значительное перемешивание на большую глубину также наблюдается при угле наклона струи к оси вращения изложницы больше 85 (11). В то же время, при уменьшении этого угла до величин меньше 60° (11) наблюдается смыв металла с зоны наплавки и распространение его на длину значительно превышающую зону максимальных нагрузок в гильзе.
Исследование темплетов гильз металлографическим методом показало, что 5 применение предлагаемого способа наплавки деталей позволяет получать совершенно здоровые отливки без спаев и включений в переходной зоне.
Исследование износа гильз, полу-, ченных различными способами, прово0дят непосредственно на двигателях, установленных на тракторах. Анализ данных износа показал, что величина износа в части гильзы с максимальной (нагрузкой сс1мая малая (10-14 мк) в
5 рильзах, полученных по известному способу, и максимальная в гильзах серийно выпускаемых Киевским заводом им. Лепсе (26-35 мк). В то же время износ в остальной части гильзы во
0 всех случаях отличается мало и находится в пределах 6-9 мк.
Исследования показали, что гильзы изготовленные .по предлагаемому способу, имеют на 10-20% более высокий мо5торесурс.
Предварительный расчет ожидаемого экономического эффекта от использования предлагаемого способа наплавки деталей показывает, что за счет сокращения расхода легированного металла в 1,5-2,5 раза, происходит повышение качества и моторесурса гильз на 10-20%.
Т та б л и ц а 1
0,02
Сл. 0,28-. 0,38- 0,42- 0,16 -0,34 -0,45 -0,48
W - 120
tcoA - 200
tcoA - 280
Ьд + 100
7,5
3,40
t, + 90
7,7
3,40
tA + 70 3,40 3,40
7,7
3,40
tA + 70 3,40
3,40
Формула изобретения . Способ биметаллического литья, преимущественно при центробежном методе изготовления отливок, включающий вращение изложницы и заливку очередного слоя металла после охлаждения ранее залитого металла, о т л иТаблица
Нормальная наплавка по всей длине гильзы Появляются отдельные неспаи между слоями Появляются неспаи между слоями
85
Значительное перемешивание металлов обоих слоев
,13
85
Нормальная наплавка в месте максимальных нагрузок в гильзе
Наплавляемый металл проникает в тело отливки только на величину припуска на механическую обработку
1,15
75 70 65
,0 Нормальная на,0 2,00 плавка в месте 2,40 ,0 максимальных нагрузок в гильзе
,75
1,40
87
Перемешивание металлов на. большую глубину
70 Нормальная на,751,60 плавка в месте максимальных нагрузок в гильзе
,751,80
55
Смыв металла на большую длину, чем рабочая зона
i аю 1Д и и с я тем, что, с целью локальной наплавки части рабочей поверхности отливки и экономии .легирующих элементов, ранее залитый металл охлаждают до температуры выше ликвидуса на 30-90 С и затвердевания с наружной поверхности корочки толщиной
978922710
10-30% от общей толщины стенки отлив-Источники информации,
ки, заливают второй металл с удель-принятые во внимание при экспертизе ной скоростью в 1,5-2,5 раза меньшей, 1. Авторское свидетельство СССР
чем при заливке первого металла, и№ 386704, кл. В 22 D 13/00, 1971. подают металл под углом 60-85 к оси 2. Авторское свидетельство CdCP
вращения изложницы. 358074, кл. В 22 D 13/00, 1969.
