1
Изобретение относится к термической и химико-термической обработке металлов и сплавов и может найти применение в машиностроении и приборостроении.. 5
Известен способ термической и химико-термической обработки биметаллических систем, при котором осуществляется нагрев всей детали или проводится локсшьная обработка. Для ло- О кальной химико-термической обработки изделий осуществляют защиту необрабатываемой части поверхности посредством гальванического лужения, омеднения, никелирования или нанесе- 15 нием различных паст, обмазок l.
При обработке отдельных частей крупногабаритных деталей используют горелки, работающие на кислородноацетиленовой или другой смеси. Для 20 обработки отдельных участков поверхности изделий применяют также переменные токи высокой частоты L JИзвестен способ нагрева металла в электролите с применением экрана; 25 образующего небольшой зазор с частью детали, не подлежащей нагреву.
При пропускании электрического тока между обрабатываемой дета.лью и электролитом посредством газа элект-iO
ролиза, который окружает деталь, вызывает разряд и, тем самым, осуществляют нагрев З.
Однако обработка ведется на переменном токе, т.е. с преобладанием катодного процесса, при котором интенсивно протекают импульсно-дуговые разряды, вызывающие эрозию поверхности детали. Кроме того, этим способом невозможно обрабатывать участки поверхности, имеющие сложную конфигурацию.
Цель изобретения - обеспечение . возможности селективного нагрева деталей сложной формы и получение чис,той поверхности деталей.
Поставленная цель достигается тем, что нагрев ведут при анодном процессе в электролите электропроводностью 0,05-0,7 коэффициентом поверхностного натяжения 5076 мН/м при 15-35 С и напряжении на электродах 100-400 В.
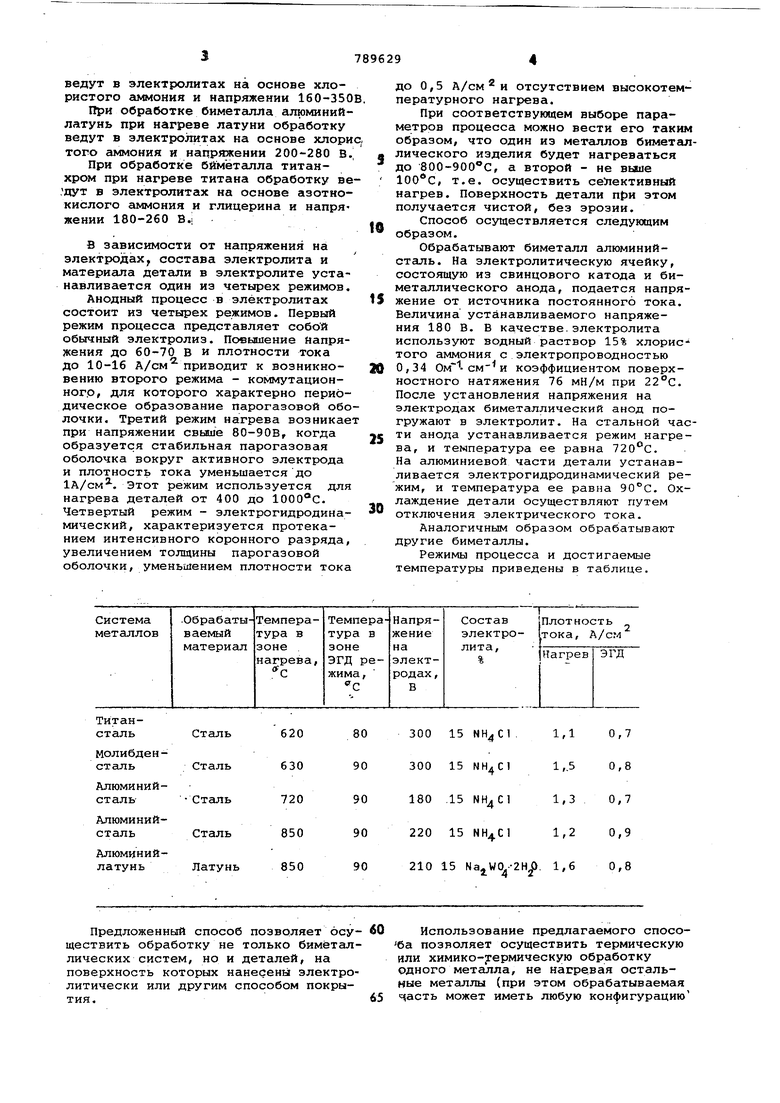
В зависимости от обрабатываемых металлов выбирают электролит и устанавливают напряжение на электро дах. Так при обработке биметал.яов алюминий-сталь и титан-сталь обглботку
ведут в электролитах на основе хлористого аммония и напряжении 160-350В
При обработке биметалла алюминийлатунь при нагреве латуни обработку ведут в электролитах на основе хлорис того аммония и напряжении 200-280 В.|
При обработке биметалла титанхром при нагреве титана обработку ве,дут в электролитах на основе азотнокислого аммония и глицерина и напря жении 180-260 В..
В зависимости от напряжения на электродах, состава электролита и материала детали в электролите устанавливается один из четырех режимов.
Анодный процесс в электролитах состоит из четырех режимов. Первый режим процесса представляет собой обычный электролиз. Повышение напряжения до 60-70 В и плотности тока до 10-16 А/см приводит к возникновению второго режима - коммутационного для которого характерно периодическое образование парогазовой оболочки. Третий режим нагрева возникает при напряжении свыше 80-90В, когда образуется стабильная парогазовая оболочка вокруг активного электрода и плотность тока уменьшаетсядо 1А/см, Этот режим используется для нагрева деталей от 400 до 1000°С, Четвертый режим - электрогидродинамический, характеризуется протеканием интенсивного коронного разряда, увеличением толщины парогазовой оболочки, уменьшением плотности тока
до 0,5 А/см и отсутствием высокотемпературного нагрева.
При соответствующем выборе параметров процесса можно вести его таким образом, что один из металлов биметаллического изделия будет нагреваться до 800-900С, а второй - не ВЕЛие , т.е. осуществить селективный нагрев. Поверхность детали прн этом получается чистой, без эрозии.
Способ осуществляется следующим образом.
Обрабатывают биметалл алюминийсталь. На электролитическую ячейку, состоящую из свинцового катода и биметаллического анода, подается напряжение от источника постоянного тока. Величина устанавливаемого напряжения 180 В. В качестве.электролита используют водный раствор 15% хлористого аммония с электропроводностью 0,34 и коэффициентом поверхностного натяжения 76 мН/м при 22°С. После установления напряжения на электродах биметаллический анод погружают в электролит. На стальной части анода устанавливается режим нагрева, и температура ее равна . На алюминиевой части детали устанавливается электрогидродинамический режим, и температура ее равна . Охлаждение детали осуществляют путем отключения электрического тока.
Аналогичным образом обрабатывают другие биметаллы.
Режимы процесса и достигаемые температуры приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2014 |
|
RU2550393C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2014 |
|
RU2550436C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2015 |
|
RU2605736C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2155828C2 |
| Способ химико-термической обработкиМЕТАлличЕСКиХ издЕлий B элЕКТРОлиТАХ | 1979 |
|
SU834235A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ОЧИСТКИ ОТ ОКАЛИНЫ ЛЕНТОЧНОГО ПРОКАТА | 2014 |
|
RU2578623C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
620
Сталь 630 Сталь 720 Сталь 850 Сталь 850 Латунь
Предложенный способ позволяет осуществить обработку не только биметаллических систем, но и деталей, на поверхность которых нанесены электролитически или другим способом покрытия,
300 15
300 15
220 15 NN401 210 15
Использование предлагаемого способа позволяет осуществить термическую или химико- -ермическую обработку одного металла, не нагревая остальные метсшлы (при этом обрабатываемая «цасть может иметь любую конфигурацию повысить качество обрабатываемых изд ЛИЙ и улучшить технологичность проце сов обработки. Формула изобретения 1. Способ обработки деталей из разнородных металлов путем нагрева в элек ролите, отличающийся тем что, с целью обеспечения возмоя;ноо ги селективного нагрева и получения чис той поверхности деталей, обработку .ведут при анодном процессе в электрр, лите электропроводностью 0,05-0,7 и коэффициентом поверхностного натяжения 50-76 мН/м при температуре 15З5с и напряжении на электродах 100400 В. 2. Способ ПОП.1, отличающийся тем, что при обработке биметаллов алюминий-стаЛь и титансталь при нагреве стали обработку ведут в электролитах на основе хлористого аммония и напряжении на электродах 160-350 В. 3.Способ ПОП.1, отличаю щ и и с я тем, что при обработке биметгшла алюминий-латунь при нагреве латуни обработку ведут в электролитах на основе хлористого аммония и напряжении на электродах 200-280 В. 4.Способ ПОП.1/ отличающийся тем, что при обработке биметалла титан-хром при нагреве титана обработку ведут в электролитах на основе азотнокислого аммония -и глицерина и напряжении на электродах 180-260 В. Источники инфО |ации принятые во внимание при экспертизе 1.Лгистий Ю.М. Метсшловедение и термическая обработка метгшлов. М. 1976, с. 258. 2.Довгалевский Я.М. Справочник термиста, 1962, с. 223. 3.Патент Японии 43-5973, кл. 10 А 715.2, опублик. 1968.
