Изобретение относится к области гальванопластики и может быть использовано, в частности, в микроэлектронике при изготовлении магнитных и немагнитных масок для напыления тонких слоев органики, металлов и диэлектриков органических светоизлучающих диодов (ОСИД).
Известен способ изготовления изделий с отверстиями с применением матриц из диэлектрического материала с нанесенным на них заданным рисунком с токопроводящим слоем и с применением послойного гальванического осаждения металла путем их наложения друг на друга методом полислойной гальваники (патент России №2149226).
При осуществлении данного способа вследствие невысокой точности изготовления матриц для получения изделий изготовленные изделия не обладают хорошей воспроизводимостью при смене матрицы.
Наиболее близким по технической сущности и достигаемому результату и выбранным за прототип является способ изготовления изделий с отверстиями, включающий изготовление на электроизолирующем основании фотолитографическим способом матрицы с отверстиями, наращивание на полученной матрице гальванопластическим способом изделия с отверстиями, отделение изделия от матрицы (патент СССР №1838156).
Прототип позволяет повысить точность изготовления матриц путем применения подложки с высокой плоскостностью, с нанесенным электропроводящим слоем, изготовленным путем напыления металла. Рисунок матрицы изготавливается методом фотолитографии с применением фотошаблона с учетом предыскажений.
Прототип также позволяет формировать изделия со "ступенчатым" и плоским рельефом на матрицах, расположенных в одной плоскости с контролируемыми предыскажениями при малых размерах стороны квадратных или прямоугольных отверстий (1-5 мм и менее).
Однако прототип не позволяет получать с приемлемыми предыскажениями изделия, имеющие отверстия с большим периметром. При использовании прототипа предыскажения для квадратных или прямоугольных отверстий изделий более 10×10 мм получаются больше в несколько раз, чем для небольших отверстий.
Это явление связано с искривлением силовых линий в электролите, направленных от анода (в основном, осаждаемый металл) к катоду (рабочая матрица), и увеличением плотности тока от периферии к центру отверстий в изделии.
Техническим результатом изобретения является уменьшение размеров предыскажений для отверстий изделий с большим периметром и повышение точности изготовления металлических тонкостенных изделий.
Технический результат достигается тем, что способ изготовления металлических тонкостенных изделий с отверстиями включает изготовление на электроизолирующем основании с токопроводящим слоем фотолитографическим способом матрицы с отверстиями с расчетным предыскажением, наращивание на полученной матрице гальванопластическим способом изделия, отделение изделия от матрицы.
Для достижения технического результата при изготовлении матрицы отверстия, наибольший поперечный размер которых больше или равен 100-кратной величине расчетных предыскажений изделия, выполняют со вставками, контур которых подобен контуру отверстия. Вставки выполняют прикрепленными к краям отверстия матрицы перемычками с равномерным зазором по периметру отверстия матрицы, равным 3-4 величинам расчетных предыскажений. При наращивании на матрице изделия отверстия в изделии выполняют с металлическими вставками, прикрепленными к краям отверстия изделия металлическими перемычками с равномерным зазором по периметру отверстия изделия. После окончания наращивания изделия и отделения его от матрицы металлические вставки с металлическими перемычками из отверстий изделия механически удаляют.
Как сказано выше, способ целесообразно использовать для матриц, имеющих отверстия, наибольший поперечный размер которых больше или равен 100-кратной величине расчетных предыскажений изделия. Для отверстий, поперечный размер которых меньше 100-кратной величины расчетных предыскажений изделия, размер получаемых предыскажений имеет приемлемые значения без использования вставок.
Размер ширины зазора между краями отверстия матрицы и краями вставки обусловлен тем, что при ширине зазора меньше трех величин расчетных предыскажений возможно зарастание зазора при наращивании на полученной матрице гальванопластическим способом изделия и полное сращивание вставки с изделием, а при ширине зазора между краями отверстия матрицы и краями вставки больше четырех величин расчетных предыскажений возможно увеличение предыскажений до неприемлемых величин.
Перемычки могут быть выполнены с расширением к вставке. Это облегчает удаление вставки из изделия в конце процесса без нарушения рабочей области изделия.
В данной заявке под термином «фотолитографический» понимается метод получения рисунка на тонкой пленке материала, широко используемый в микроэлектронике и в полиграфии. В процессе фотолитографии:
- на подложку наносят тонкий слой материала, из которого нужно сформировать рисунок;
- на этот слой наносят фоторезист (специальный материал, который изменяет свои физико-химические свойства при облучении светом);
- производят экспонирование через фотошаблон (пластина, прозрачная для используемого в данном процессе электромагнитного излучения, с рисунком, выполненным непрозрачным для используемого излучения красителем);
- облученные участки фоторезиста, изменившие свою растворимость, удаляют химическим способом (процесс проявления);
- освобожденные от фоторезиста участки тоже удаляются (процесс травления).
Под термином «гальванопластический» понимается способ воспроизведения формы изделия путем получения слоя металла на поверхности матрицы посредством электролитического осаждения металла.
Под термином «расчетные предыскажения» понимается величина разрастания изделия относительно матрицы, примерно равная толщине изделия.
В качестве примера конкретного выполнения в данной заявке предложен способ, в котором металлическим тонкостенным изделием с отверстиями является маска для напыления тонких слоев органики, металлов и диэлектриков органических светоизлучающих диодов (ОСИД), вследствие чего в дальнейшем вместо термина «металлическое тонкостенное изделие с отверстиями» в основном будет употребляться термин «маска».
Изобретение иллюстрируется чертежами, где:
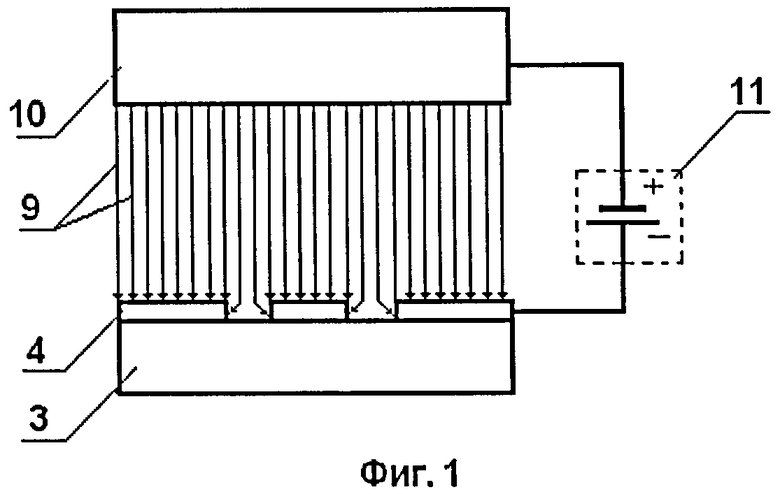
на фиг.1 показано распределение силовых линий плотности тока между анодом и катодом при гальванопластическом наращивании маски на матрице с отверстием, имеющим вставку;
на фиг.2 показано распределение силовых линий плотности тока между анодом и катодом при гальванопластическом наращивании маски на матрице с отверстием, не имеющим вставки;
на фиг.3 показана матрица с отверстиями, не имеющими вставок;
на фиг.4 показана матрица, имеющая отверстие со вставкой;
на фиг.5 показана полученная маска с металлической вставкой.
При осуществлении заявленного способа маску 1 выращивают методом гальванопластики на матрице 2, изготовленной методом фотолитографии.
Процесс изготовления матрицы 2 для получения маски 1 включает в себя подготовку электроизолирующего основания 3, в данном случае стекла 100×100 мм и нанесение на него электропроводящего слоя 4 нихрома с поверхностным сопротивлением не более 20 Ом/□. Размер электроизолирующего основания 3 матрицы 2 выбирается в зависимости от размера требуемой маски 1. Возможно применение таких диэлектриков, как кварц, ситалл, поликор, сапфир и др., но стекло выбрано как наиболее дешевый материал. Подготовка электроизолирующего основания 3 включает в себя его обработку в растворе едкого кали с последующей промывкой в деионизованной воде, обработку раствором бихромата калия, промывку, сушку и плазмохимическую обработку в кислородной или воздушной плазме. Нанесение электропроводящего слоя 4 нихрома производится методом магнетронного напыления. Необходимый топологический рисунок формируется методом фотолитографии. Топологический рисунок матрицы 2 включает (фиг.4) вставку 5 в отверстии А матрицы 2 с равномерным по периметру отверстия матрицы 2 зазором и перемычки 6 между вставкой 5 и краями отверстия А матрицы 2. Ширина зазора между краями отверстия А матрицы 2 и вставкой 5 равна трем размерам толщины маски 1 (толщина маски 40-50 мкм). Перемычки 6 выполнены с расширением к вставке 5. Для формирования топологического рисунка на электропроводящий слой 4 наносится слой фоторезиста, который затем сушится, экспонируется через соответствующий фотошаблон, проявляется и задубливается. При травлении металла электропроводящего слоя 4 фоторезист является защитой. Металл электропроводящего слоя 4 на открытых местах травится в соответствующем травителе. Затем матрица 2 промывается и сушится, после чего производится контроль качества травления металла электропроводящего слоя 4. Не допускаются остатки металла на открытых местах электропроводящего слоя 4, так как это может привести к искажению рисунка при дальнейшем наращивании маски 1. Затем фоторезист удаляется, после чего матрица 2 промывается и сушится. Для облегчения последующего отделения маски 1 от матрицы 2 на поверхности матрицы 2 формируется разделительный слой путем плазмохимической обработки в кислородной или воздушной плазме.
После технологической очистки матрицы 2 от фоторезиста и плазменной обработки для получения разделительного слоя она помещается в ванну с электролитом. Для наращивания на матрице 2 маски 1 используется электролит, состоящий из никеля сульфаминовокислого, кобальта сульфаминовокислого, никеля хлористого, борной кислоты. Процесс проводится при непрерывном перемешивании электролита сжатым воздухом через барбатер, температуре электролита 55±5°, катодной плотности тока 5-6 А/дм2. Время осаждения металла на матрице 2 зависит от расчетных предыскажений маски 1 и ее толщины. Средняя скорость наращивания составляет 1 мкм/мин. Матрица 2 завешивается в электролите на специальной подвеске (на чертеже не показано). При наращивании на матрице 2 маски 1 отверстие А в маске 1 формируется заполненным металлической вставкой 7 с зазором по периметру отверстия А маски 1, прикрепленной к краям отверстия А маски 1 металлическими перемычками 8 (фиг.5).
На фиг.1 и фиг.2 показаны силовые линии 9 распределения плотности тока между осаждаемым металлом 10 и матрицей 2 в зависимости от наличия или отсутствия вставки 5 в отверстии матрицы 2. В электрической цепи, включающей источник питания 11, осаждаемый металл 10 является анодом, а электропроводящий слой 4 нихрома матрицы 2 является катодом. На фиг.1 видно, что при уменьшении расстояний между границами роста отверстий плотности тока в электролите выравниваются и соответственно предыскажения приближаются к расчетным по всему периметру маски 1.
На фиг.3 и 4 показана матрица 2 с отверстием А, имеющим размеры 46×25 мм, и отверстием В, имеющим размеры 3,6×3,6 мм. На фиг.4 отверстие А заполнено вставкой 5 с перемычками 6. При наращивании маски 1 без вставки 5 у отверстия А (фиг.3) предыскажения 12 составили 125-145 мкм в центре каждой стороны отверстия А. При наращивании маски 1 со вставкой 5 у отверстия А (фиг.4) предыскажения 12 составили 50-55 мкм. Предыскажения 12 у отверстия В, выполненного без вставки, составили 50 мкм.
По окончании процесса подвеска промывается сначала в ванне улавливания электролита, а затем последовательно в проточной и в деионизованной воде. После сушки сжатым воздухом маска 1 отделяется от матрицы 2. Отделенная от матрицы 2 маска 1 изображена на фиг.5. После отделения маски 1 от матрицы 2 металлические вставки 7 маски 1 вместе с металлическими перемычками 8 механически удаляют. Затем производится контроль качества маски 1 под микроскопом и передача маски 1 на участок напыления.
Данный способ изготовления металлических тонкостенных изделий с отверстиями, например масок для напыления тонких слоев органических светоизлучающих диодов, позволяет повысить воспроизводимость топологического рисунка и качество выпускаемой продукции за счет высокой точности изготавливаемых изделий. Высокая точность при воспроизведении масок дает возможность создать дисплеи на основе ОСИД с более высоким разрешением и соответственно повысить процент выхода.
Следует отметить, что хотя в описании изобретения был представлен и проиллюстрирован только один вариант выполнения изобретения, в данное техническое решение могут быть внесены различные модификации и изменения, не затрагивающие существа и объема изобретения, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ С РЕЛЬЕФНЫМ ПРОФИЛЕМ И ПЕРФОРАЦИЕЙ | 1996 |
|
RU2102536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ КРЮЧАТОВА В.И. | 2007 |
|
RU2342812C2 |
| Гальванопластический способ изготовления многослойных матриц для прецизионных сит | 1990 |
|
SU1788095A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСОВЕРШЕНСТВОВАННОГО УСТРОЙСТВА ДЛЯ НАКОПЛЕНИЯ ЭНЕРГИИ | 1995 |
|
RU2193927C2 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО ЩЕЛЕВОЙ СТРУКТУРОЙ | 2004 |
|
RU2254403C1 |
| Способ изготовления катодного узла микротриода с трубчатым катодом из нанокристаллической алмазной пленки (варианты) | 2022 |
|
RU2794423C1 |
| Способ формирования объемных элементов в кремнии для устройств микросистемной техники и производственная линия для осуществления способа | 2022 |
|
RU2794560C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1995 |
|
RU2121531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСКОВОЙ ПЛАТЫ НА ДИЭЛЕКТРИЧЕСКОЙ ПОДЛОЖКЕ | 2006 |
|
RU2338341C2 |
| Двунаправленный тепловой микромеханический актюатор и способ его изготовления | 2015 |
|
RU2621612C2 |



Изобретение относится к области гальванопластики и может быть использовано в микроэлектронике при изготовлении магнитных и немагнитных масок для напыления тонких слоев органики, металлов и диэлектриков органических светоизлучающих диодов. Способ включает изготовление на электроизолирующем основании с токопроводящим слоем фотолитографическим методом матрицы с отверстиями с расчетным предыскажением, наращивание гальванопластическим методом изделия, отделение изделия от матрицы, при этом при изготовлении матрицы отверстия, наибольший поперечный размер которых больше или равен 100-кратной величине расчетных предыскажений изделия, выполняют со вставками, контур которых подобен контуру отверстия, прикрепленными к краям отверстия матрицы перемычками с равномерным зазором по периметру отверстия матрицы, равным 3-4 величинам расчетных предыскажений, а при наращивании на матрице изделия отверстия в изделии выполняют с металлическими вставками, прикрепленными к краям отверстия изделия металлическими перемычками с равномерным зазором по периметру отверстия изделия, при этом после окончания наращивания изделия и отделения его от матрицы вставки с перемычками из отверстий изделия удаляют. Техническим результатом изобретения является уменьшение размеров предыскажений для отверстий изделий с большим периметром и повышение точности изготовления металлических тонкостенных изделий. 1 з.п. ф-лы, 5 ил.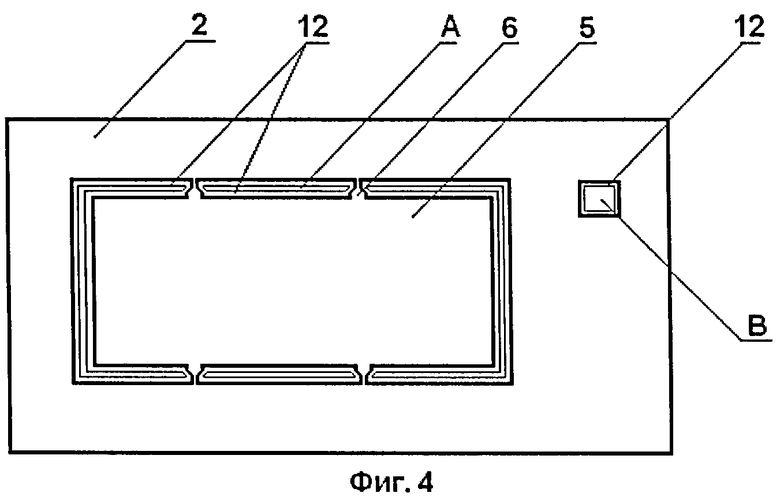
1. Способ изготовления металлических тонкостенных изделий с отверстиями, включающий изготовление на электроизолирующем основании с токопроводящим слоем фотолитографическим методом матрицы с отверстиями с расчетным предыскажением, наращивание на полученной матрице гальванопластическим методом изделия, отделение изделия от матрицы, отличающийся тем, что при изготовлении матрицы отверстия, наибольший поперечный размер которых больше или равен 100 кратной величине расчетных предыскажений изделия, выполняют со вставками, контур которых подобен контуру отверстия, прикрепленными к краям отверстия матрицы перемычками с равномерным зазором по периметру отверстия матрицы, равным 3-4 величинам расчетных предыскажений, а при наращивании на матрице изделия отверстия в изделии выполняют с металлическими вставками, прикрепленными к краям отверстия изделия металлическими перемычками с равномерным зазором по периметру отверстия изделия, при этом после окончания наращивания изделия и отделения его от матрицы металлические вставки с металлическими перемычками из отверстий изделия механически удаляют.
2. Способ по п.1, отличающийся тем, что перемычки выполняют с расширением к вставке.
| Способ изготовления камерообразующей пластины струйной пишущей головки | 1990 |
|
SU1838156A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА С ОТВЕРСТИЯМИ | 1996 |
|
RU2149226C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ЗАГОТОВОК ПЕЧАТНЫХ ПЛАТ | 1990 |
|
SU1757433A1 |
| JP 10323962 A, 08.12.2008. | |||

