(54)УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163533C1 |
| Устройство гидроабразивной обработки деталей | 1987 |
|
SU1782714A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163532C1 |
| Система иммерсионного охлаждения серверного оборудования | 2019 |
|
RU2692569C1 |
| СИСТЕМА ОХЛАЖДЕНИЯ СУПЕРКОМПЬЮТЕРА | 2024 |
|
RU2838364C1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ОБДУВКИ ПОВЕРХНОСТИ | 1988 |
|
RU2051020C1 |
| Устройство для гидроабразивной обработки внутренней поверхности труб | 1987 |
|
SU1569208A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2050709C1 |
| Форсунка | 1977 |
|
SU654306A1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
Изобретение относится к технологии изготовления плат печатного монтажа, в частности к устройствам, предназначенным для предварительной обра- 5 ботки отверстий в печатных платах перед нанесением токопроводящего слоя, например, металлизации.
Известно устройство для подготовки отверстий печатных плат под метал-tO лйэацию, содержащее бункер, внутри которого находится-гидроабразив, перемешивание которого обеспечивается форсунками барботажа. Над бункером установлены две камеры с ин- 5 жекторными форсунками, сопла которых направлены перпендикулярно плоскости движения конвейера, несущего обрабатываемые платы, причем форсунки с определенной частотой наблюда- 20 ются в вертикальной плоскости. При подаче сжатого воздуха в форсунки возникает эффект инжекции, и барботируемая абразивная жидкость всасывается и выбрасывается на обрабатывае- 25 мую плату rj.
Недостатком описываемого устройства является низкая производительность и неудовлетворительное качество зачистки. Это объясняется тем ЗО
что cyм tapнaя площгщь всех отверстий на плате составляет не более 10-20% всей площади платы. Так как гидроабразив распыляется на всю поверхность платы, то соответственно в отверстия попадает 10-20% жидкости. Остальная абразивная жидкость уходит на обработку поверхности плат, которая ведется хаотической бомбардировкой абразивом. Для обработки поверхности отверстий на платах, имеющих рисунок, поверхность плат необходимо защищать лаковыми покрытиями, нанесение которых занимает определенное время. Кроме того, практически все движущиеся элементы устройств подвержены действию распыляемой абразивной жидкости, чтоприводит к преждевременному их износу.
Цель изобретения - повышение производительности и качества зачистки.
Цель достигается тем, что в устройстве для зачистки отверстий печатных плат, содержащем бункер с гидроабразивом, соединенный с рабочей камерой и пневмосетью, рабочая камера снабжена направляющими для установки печатной платы без зазора со стенками камеры, а бункер выполнен в виде двух резервуаров, каждый из которых соединен с рабочей камерой своей донной частью и снабжен датчиками уровня гидроабразива, причем объем гидроабразива в устройстве не превышает объема одного резервуара.
На чертеже схематически изображено устройство.
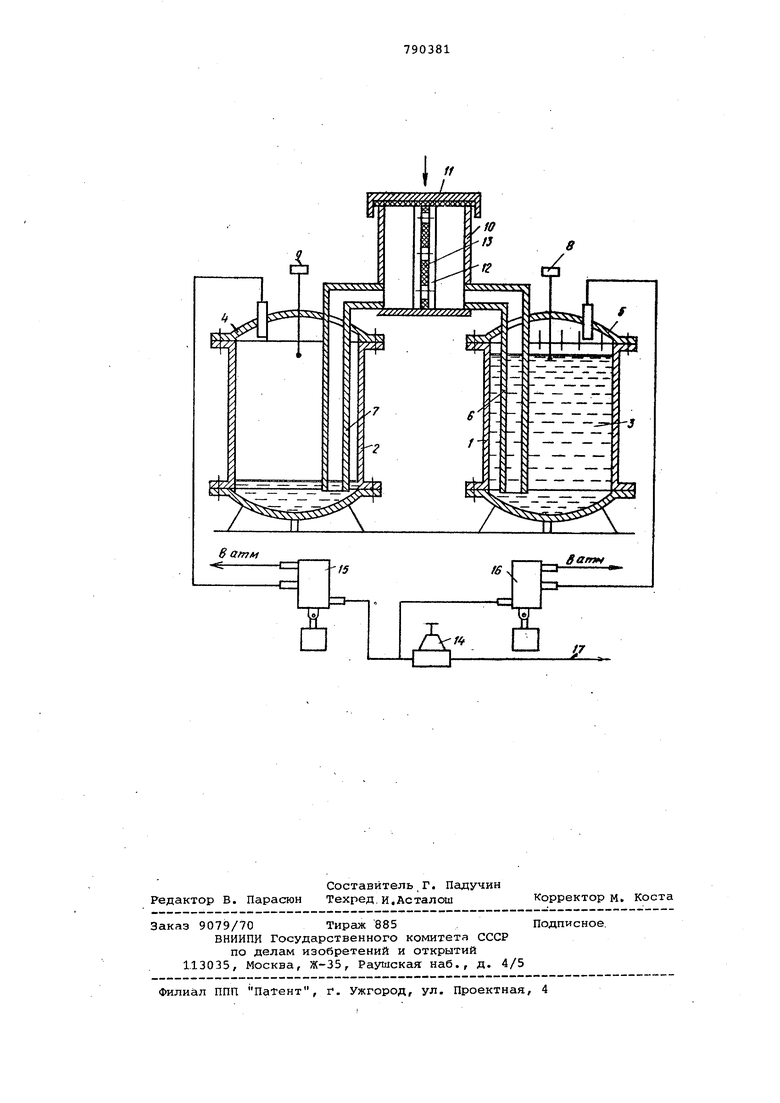
Устройство содержит резервуары 1 и 2 для гидроабразива 3. На верхних крышках 4 и 5 резервуаров закреплены трубопроводы б и 7 так, что нижние их концы находятся у дна каждого резервуара с целью полного использования гидроабразива 3, а датчики 8 и 9 уровня предназначены для выдачи сигнала о том, что гидроабразивная жидкость достигла заданного уровня. Рабочая камера-10 со съемной крышкой 11 своей нижней частью соедй нена с трубопроводами 6 и 7 для наполнения ее гидроабразивом 3 и содержит направляющие 12 для установки печатных плат 13. Резервуары 1 и 2, рабочая камера 10 и трубопроводы б и 7 образуют в целом замкнутую герметичную емкость. Резервуары 1 и 2 герметично соединены с пневмосистемой 17 через редукционный клапан 14 для регулировки давления сжатого воз духа в устройстве и с электромагнитными клапанами 15 и 16 для поочередной подачи сжатого воздуха в резервуры 1 и 2.
Устройство работает следующим образом.
Обрабатываемые платы 13 устанавливают по направляющим 12 в рабочую камеру г10, разделяя ее полость н две части, которая Герметично закрывается крышкой 11. Редукционным кЛапаном 14 устанавливают нужное давление сжатого воздуха. При включении
электромагнитного клапана 16 сжатый воздух поступает в резервуар 1 и начинает вытеснять гидроабразив 3 по трубопроводу б в правую полость загрузочной камеры 10. Далее гидроабраэив 3 под давлением проходит только через отверстия платы 13 в левую полость загрузочной камеры 10 и по трубопроводу 7 сливается в резервуар 2 до тех пор, пока уровень гидроабраяива 3 не достигнет датчика 9 уровня, который переключает электромагнитный клапан 15 так, что сжатый воздух идет в полость резервуара 2, а полость резервуара 1 соединяется с атмосферой. При достижении заданного уровня гидроабразив 3 касается датчика 8 уровня и цикл повторяется.
Формула изобретения
с рабочей камерой в пневмосетью, отличающееся тем, что, с целью повышения производительности и качества зачистки, рабочая камера снабжена направляющими для установки печатной платы без зазора со стенками камеры, а бункер выполнен в виде двух резервуаров, каждый из которых соединен с рабоче камерой своей донной частью и снаб|жен датчиками уровня гидроабраэива.
Источники информации, принятые во внимание при экспертизе
