Изобретение относится к машиностроительной отрасли промышленности и может быть использовано при выполнении зачистных и финишно-отделочных операций для обеспечения высокого класса шероховатости на деталях-винтах, например, винтовых насосов из материалов любой твердости.
Известно устройство для жидкостного хонингования микроотверстий и поверхностей, рабочая камера которого имеет две симметричные половины [1]. Обрабатываемую деталь устанавливают и закрепляют между двумя половинами рабочей камеры с надежным уплотнением. Плоские эластичные стенки камеры, которая заполнена гидроабразивом, попеременно прогибаются, создавая рабочее давление гидроабразива. Гидроабразив перекачивается из камеры в камеру под давлением, проходит по поверхности отверстия и обрабатывает ее.
Устройство имеет ограниченное применение только для обработки отверстий и внутренних поверхностей заготовок и не позволяет обрабатывать детали, например, типа валов и др. Кроме того, конструкция устройства, требующая обязательного вращения рабочей камеры, усложнена, что снижает надежность работы оснастки и оборудования и удорожает процесс обработки.
Известно устройство для абразивно-жидкостной обработки деталей, содержащее рабочую камеру с эластичными стенками, заполненную рабочей средой, привод синхронного возвратно-поступательного перемещения стенок, поворотную многоместную кассету и кольца [2].
Известное устройство имеет следующие недостатки: ограниченное применение, только для обработки внутренних поверхностей отверстий деталей типа дисков и втулок, обязательное вращение рабочей камеры усложняет конструкцию оснастки, снижает надежность работы оборудования и удорожает процесс обработки.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство абразивно-жидкостной обработки винтов, содержащее основание, привод вращения винта с индивидуальным электродвигателем и заполненную рабочей средой камеру, закрепленную на основании с одной стороны с помощью стакана, а с другой - посредством втулки с фланцем, имеющим уплотнительные кольца [3].
Недостатками известного устройства являются узкие технологические возможности, низкая производительность и качество обработки, полученные в результате того, что перекачивающая рабочая среда интенсивно обрабатывает в основном выступы винта и залегает во впадинах, образуя мертвые зоны.
Задачей изобретения является расширение технологических возможностей устройства, повышение производительности и качества обработки за счет сообщения вращательного движения обрабатываемой детали, продавливания абразивной массы и использования упругой рабочей камеры со специальной внутренней полостью в качестве притира.
Поставленная задача решается с помощью предлагаемого устройства для абразивно-жидкостной обработки винтов, содержащего основание, привод вращения винта с индивидуальным электродвигателем и заполненную рабочей средой камеру, закрепленную на основании с одной стороны с помощью стакана, а с другой - посредством втулки с фланцем, имеющим уплотнительные кольца, при этом рабочая камера выполнена в виде обрезиненной изнутри маслобензостойкими эластомерами обоймы с внутренней двухзаходной винтовой поверхностью, имеющей то же направление, что и обрабатываемый винт, а шаг - в два раза больше его шага, при этом стакан и втулка сообщены друг с другом трубопроводом через дроссель.
Кроме того, индивидуальный электродвигатель устройства связан с обрабатываемым винтом посредством муфты типа "универсальный шарнир", причем устройство снабжено пятой в виде упорного подшипника для опоры свободного конца винта.
Устройство предназначено для обработки винтов винтовых насосов.
Сущность конструкции предлагаемого устройства поясняется чертежами.
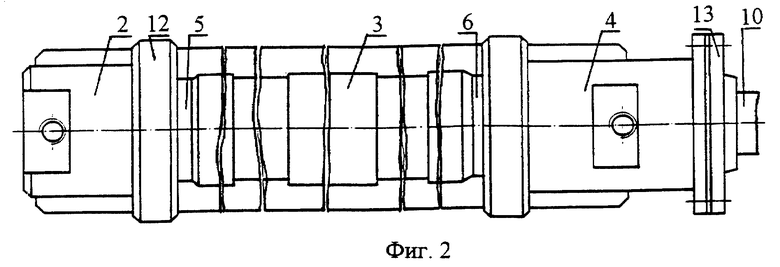
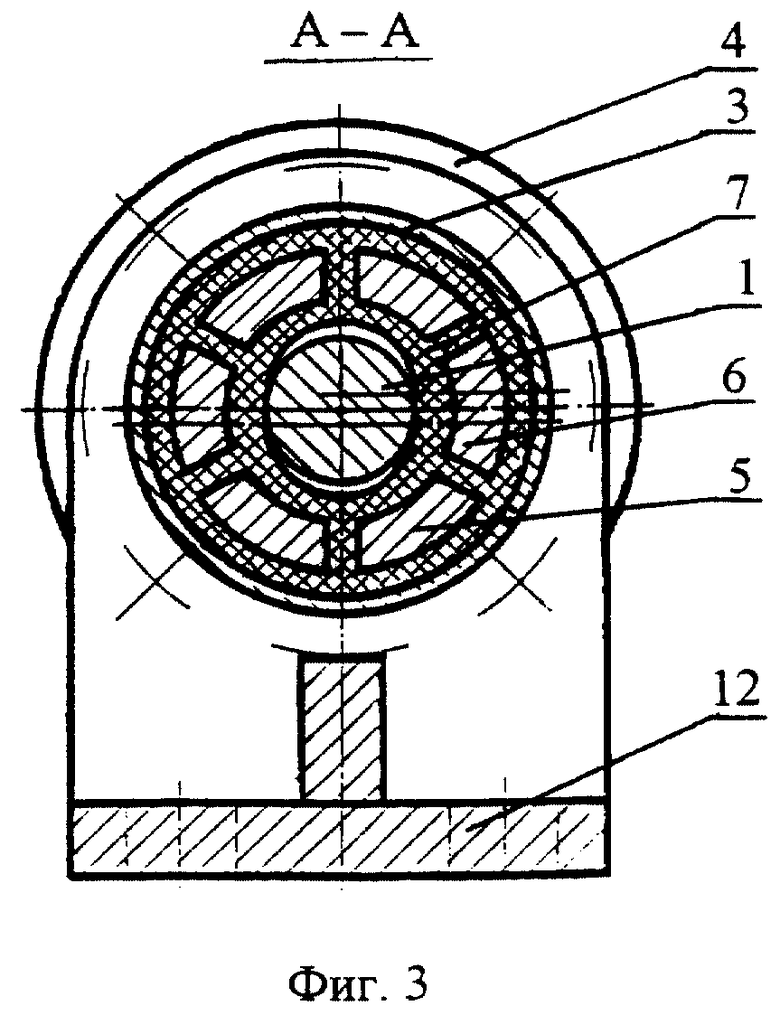
На фиг. 1 приведена конструкция устройства, продольный разрез; на фиг. 2 - устройство, вид сверху; на фиг. 3 - сечение А-А на фиг. 1.
Предлагаемое устройство для абразивно-жидкостной обработки винтов 1, например, винтовых насосов состоит из одной части 2 (например, левой, см. фиг. 1) камеры 3 и другой части 4 (например, правой, см. фиг. 1). Камера 3 и ее части 2 и 4 заполнены гидроабразивом, который периодически пополняется.
Рабочая камера 3, в которую устанавливают обрабатываемый винт 1, изготовлена в виде обрезиненной обоймы, состоящей из двух стальных труб 5 и 6 с продольными пазами с одного торца, входящих друг в друга выступами (фиг. 3) и имеющих резьбу с другого торца. Трубы 5 и 6 обоймы 3 соединены и обрезинены маслобензостойкими эластомерами 7 (например, резина 11-3В-12 2Д-405 ТУ 38-1051082- 86). Внутренний резиновый слой выполнен монолитным, не допускающим отделение резины от металла с прочностью связи резины с металлом не менее 3,9 МПа.
Внутренняя резиновая полость камеры 3 выполнена в виде двухзаходной винтовой поверхности того же направления и с шагом в два раза больше, чем шаг обрабатываемого винта 1.
Левая часть 2 камеры 3, выполненная в виде стакана, сообщается с правой частью 4 камеры 3, выполненной в виде втулки, трубопроводом 8 через нагрузочный дроссель 9, которым регулируется давление гидроабразива в рабочей камере 3. Привод обрабатываемого винта 1 осуществляется от индивидуального электродвигателя (не показан) через эксцентриковую муфту 10, которая является универсальным шарниром и состоит из поводка, роликов и корпуса (не показаны).
При вращении обрабатываемого винта 1 в камере-обойме 3, которые образовывают рабочую винтовую пару, как в винтовом насосе, происходят засасывание, создание давления, проталкивание гидроабразива, его перемешивание и абразивно-жидкостное хонингование винтовой поверхности винта.
Создание давления и проталкивание гидроабразива вызывают возникновение гидравлической осевой силы, действующей на винт, которая воспринимается пятой 11. Последняя может быть выполнена традиционно в виде упорного подшипника или изготовлена из силицированного графита.
Камера 3, соединенная с левой 2 и правой 4 частями, с помощью резьбового соединения крепится на основании 12. Правая часть 4 камеры 3 имеет фланец 13 и герметизируется уплотнительными кольцами 14.
Гидроабразив перекачивается из одной части камеры в другую - под давлением, проходит по винтовой поверхности винта и обрабатывает ее. Давление гидроабразива, которое влияет на процесс обработки, регулируется нагрузочным дросселем при возвращении гидроабразива по трубопроводу. Кроме того, абразивные зерна, внедряясь в резиновую внутреннюю поверхность камеры-обоймы, выполненную в виде двухзаходной винтовой полости, дополнительно срезают микронеровности винта, обеспечивая высокий класс шероховатости обрабатываемой поверхности. В данном случае камера-обойма выполняет роль притира, который более интенсивно воздействует на обрабатываемую поверхность, благодаря чему резко сокращается время и улучшается качество обработки.
Предлагаемое устройство гарантирует постоянное перемешивание абразивной массы в камере, имеющее большое значение для процесса гидроабразивной обработки точных деталей, которое обеспечивается непрерывным вращением детали.
Абразивная масса, проходя через каналы и полости, имеющиеся в камере-обойме и детали, снимает микронеровности, заусенцы, скругляет острые кромки, зачищает и полирует поверхность винта. Абразивное действие потока массы возрастает в местах наибольшего ограничения, это в первую очередь выступы витков винтовой поверхности винта и его впадины, которые контактируют с выступами внутренней полости камеры. Поэтому предлагаемое устройство производит выборочное удаление микронеровностей, заусенцев и округление острых кромок путем управления траекторией потока с помощью специального профилирования внутренней полости камеры-обоймы в виде двухзаходной винтовой поверхности с шагом в два раза больше, чем шаг обрабатываемого винта.
Устройство создает энергичное трение заключенных в пасте абразивов по обрабатываемой винтовой поверхности, благодаря вращению детали, специальному профилю внутренней полости камеры, а также вязкости массы, обеспечивающей достаточное сопротивление перекачиванию и поддержанию по возможности наибольшей скорости движения пасты относительно стенок.
Таким образом, применение предлагаемого устройства для абразивно-жидкостной обработки винтов позволяет за счет сообщения вращательного движения обрабатываемой детали, продавливания абразивной массы и использования упругой рабочей камеры со специальной внутренней полостью в качестве притира расширить технологические возможности, повысить производительность и качество обработки, равномерно обрабатывать как выступы, так и впадины заготовки-винта.
Источники информации, принятые во внимание
1. Назаров Ю.Ф., Булыгин В. В., Мальцев Г.П., Мосичев В. Е. Разработка технологии и оборудования для жидкостного хонингования микроотверстий и поверхностей //Вестник машиностроения. - 1991. - N 11. - С. 38-41.
2. Авт. св. СССР N 1349974, МКИ В 23 В 31/116, заявка N 4003499/40-08, заявл. 08.01.86, опубл. 07.11.87. Бюл. N 41.
3. Авт. св. СССР N 1815180 А1, МКИ В 23 В 31/10. Рыбинское моторостроительное производственное объединение. Заявл. 15.05.93 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163533C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2155125C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ПРЕРЫВИСТЫЙ АБРАЗИВНЫЙ КРУГ | 1998 |
|
RU2146603C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2202461C1 |
Изобретение относится к машиностроительной отрасли промышленности и может быть использовано при выполнении зачистных и финишно-отделочных операций для обеспечения высокого класса шероховатости на деталях-винтах, например, винтовых насосов из материалов любой твердости. Устройство содержит рабочую камеру с эластичными стенками, заполненную рабочей средой, и привод движения детали. Рабочая камера выполнена в виде обрезиненной изнутри маслбензостойкими эластомерами обоймы с внутренней двухзаходной винтовой поверхностью. Последняя имеет шаг в два раза больше, чем шаг обрабатываемого винта,и то же направление. Камера закреплена на основании с одной стороны с помощью стакана, с другой - посредством втулки с фланцем, имеющим уплотнительные кольца. Стакан и втулка сообщены друг с другом трубопроводом через дроссель. Вращение детали, необходимое для создания давления рабочей среды винтовой парой деталь-винт-камера, осуществляют через муфту, являющуюся универсальным шарниром, от индивидуального электродвигателя. Свободный конец обрабатываемого винта опирается на пяту в виде упорного подшипника. Такая конструкция позволяет за счет сообщения вращательного движения обрабатываемой детали, продавливания абразивной массы и использования упругой рабочей камеры со специальной внутренней полостью в качестве притира расширить технологические возможности, повысить производительность и качество обработки, а также равномерно обрабатывать как выступы, так и впадины винта. 2 з.п.ф-лы, 3 ил.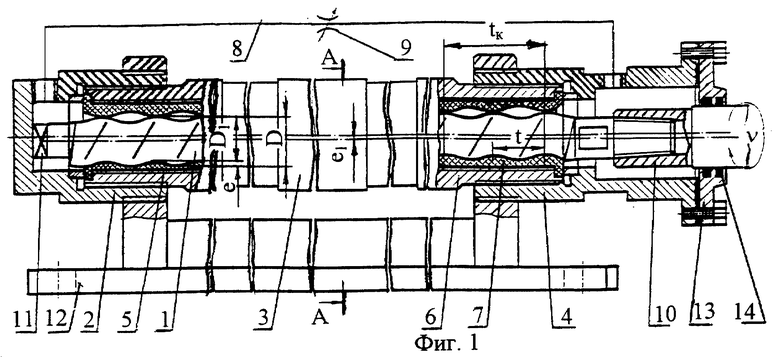
| Способ обработки деталей типа шнека | 1990 |
|
SU1815180A1 |
| Устройство для абразивной обработки деталей | 1987 |
|
SU1450985A1 |
| Устройство для абразивной обработки детали | 1974 |
|
SU542632A1 |
| Устройство для абразивной обработки деталей | 1985 |
|
SU1328167A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ (ВАРИАНТЫ) | 1997 |
|
RU2118249C1 |
| US 5076027, 31.12.1991. | |||
