Изобретение относится к гидроабразивной обработке деталей, например полировке, снятию заусенцев, зачистке и т „п., и может быть использовано в машиностроительной и других отраслях промышленности.
Цель изобретения - повышение производительности и качества обработки внутренней поверхности.
На чертеже изображена схема устройства о
Устройство содержит две сообщающиеся рабочие камеры 1, в которых над поддерживающей решеткой 2 расположен гидроабразив 3, взвешиваемый в жидкости потоком воздуха Q, подаваемым под решетку из надпоршневой полости А корпуса компрессоре 4„ Обрабаты- ваемую деталь 5 устанавливают в гнезда 6 и 7, причем гнездо 7 выполнена подвижным и имеет пружину 8 для установки детали. В патрубках 9 рабочих камер 1 имеются поворотные затворы 10, которые предотвращают утечку жидкости с абразивом из камер во время установки и снятия детали0 В плоскости между цилиндром 11 компрессора и рабочей камерой 1 крепится решетка 12, защищающая цилиндры от попадания абразива
Полость Б рабочей камеры соединена с полостью А корпуса компрессора трубопроводом 13 с обратным клапаном
14,обеспечивающим однонаправленность потока сжатого воздуха Q и предотвращающим попадание жидкости в полость А. Для крепления трубопровода корпус компрессора 4 и рабочая камера 1 снабжены соединительными патрубками
15.Для обеспечения нормальной работы компрессора в стенках цилиндров 1 компрессоров имеются отверстия 16, через которые стравливается избыточный воздух из рабочих камер 1 и по- полняется запас воздуха в надпоршневой полости А в зависимости от положения поршня 17.
5
0
5
5 0
.,.
5
0
0
Чоршень 17 компрессора шарнирно соединен с шатуном 18 и кривошипом 19, который свободно вращается в подшипниковых опорах корпуса компрессора 4 о Кривошип 19 соединен с муфтой 20 и редуктором 21, который кинематически связан гибкой передачей 22 с электродвигателем 230
Обработка производится следующим образом.
Обрабатываемая деталь 5 устанавливается в гнезда 6 и 7 рабочих камер 1„ Затворы 10 открываются. От электродвигателя 23 через гибкую передачу 22, редуктор 21, муфты 20, кривошипы 19 и шатуны 18 сообщается возвратно-поступательное перемещение поршням 17. При перемещении поршня правого цилиндра вверх воздух сжимается в камере А и, проходя по трубопроводу 13 через обратный клапан 14, взвешивает гидроабразив 3, при этом часть воздуха выходит через отверстие 16 Гидроабразив левой камеры перетека,. 7 через обрабатываемую деталь 5 в правую камеру и совершает полезную работу под действием давления опускающегося поршня левого цилиндра. При перемещении поршня правого цилиндра вниз воздух через отверстие 16 заполняет полость А, а гидроабразив перемещается из правой камеры в левую. Затем цикл повторяется
Устройство целесообразно использовать на заключительных операциях при зачистке внутренних поверхностей деталей с большой протяженностью, например при удалении окалины с внутренней поверхности прошитых трубчатых заготовок. Зто позволит повысить производительность операций зачистки и полировки, а в ряде случаев исключить трудоемкие операции механической обработки лезвийным инструментом.
51569208«
Формула изобретенияобработки, механизм возвратно-поступательного перемещения рабочей среды
Устройство для гидроабразивнойвыполнен в виде компрессора, а трубообработки внутренней поверхностипровод упомянутого механизма снабжен
труб, содержащее две сообщающиесяобратным клапаном и связан с надлоршрабочие камеры с гнездами под обраба- невым пространством компрессора и тываемую деталь и механизм возвратно- дном рабочей камеры, при этом гнезда поступательного перемещения рабочейпод обрабатываемую деталь расположены
среды с трубопроводом, отлича- .Q в боковых стенках рабочих камер, а ю щ е е с я тем, что, с целью повы-внутри камер расположена горизонтальшения производительности и качестваная поддерживающая решетка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ЗАЧИСТКИ | 1966 |
|
SU214339A1 |
| СПОСОБ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163533C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ЖИДКОСТНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2163532C1 |
| УСТРОЙСТВО для ГИДРОАБРАЗИВНОЙ ЗАЧИСТКИ | 1965 |
|
SU173635A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
| Устройство для гидроабразивнойОчиСТКи дЕТАлЕй | 1971 |
|
SU808256A1 |
| Устройство для зачистки отверстий печатных плат | 1979 |
|
SU790381A1 |
| СПОСОБ ВЗАИМНОГО ПРЕОБРАЗОВАНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ И ПОТЕНЦИАЛЬНОЙ ЭНЕРГИИ СЖАТОГО ГАЗА | 2013 |
|
RU2520793C1 |
| Устройство для гидроабразивной зачистки деталей | 1976 |
|
SU676431A1 |
Изобретение относится к гидроабразивной обработке деталей, например к полированию, снятию заусенцев, зачистке, и может быть использовано в машиностроительной и других отраслях промышленности. Цель изобретения - повышение производительности и качества обработки. Устройство содержит две сообщающиеся рабочие камеры 1, в которых над поддерживающей решеткой 2 расположен гидроабразив 3. Обрабатываемую деталь 5 устанавливают в гнезда 6 и 7 рабочих камер 1. Рабочие камеры 1 соединены с цилиндрами компрессора 11. От электродвигателя 23 сообщается возвратно-поступательное перемещение поршням 17. Гидроабразив 3 одной из камер 1 перетекает через обрабатываемую деталь 5 в другую камеру и совершает при этом полезную работу, т.е. обработку детали. 1 ил.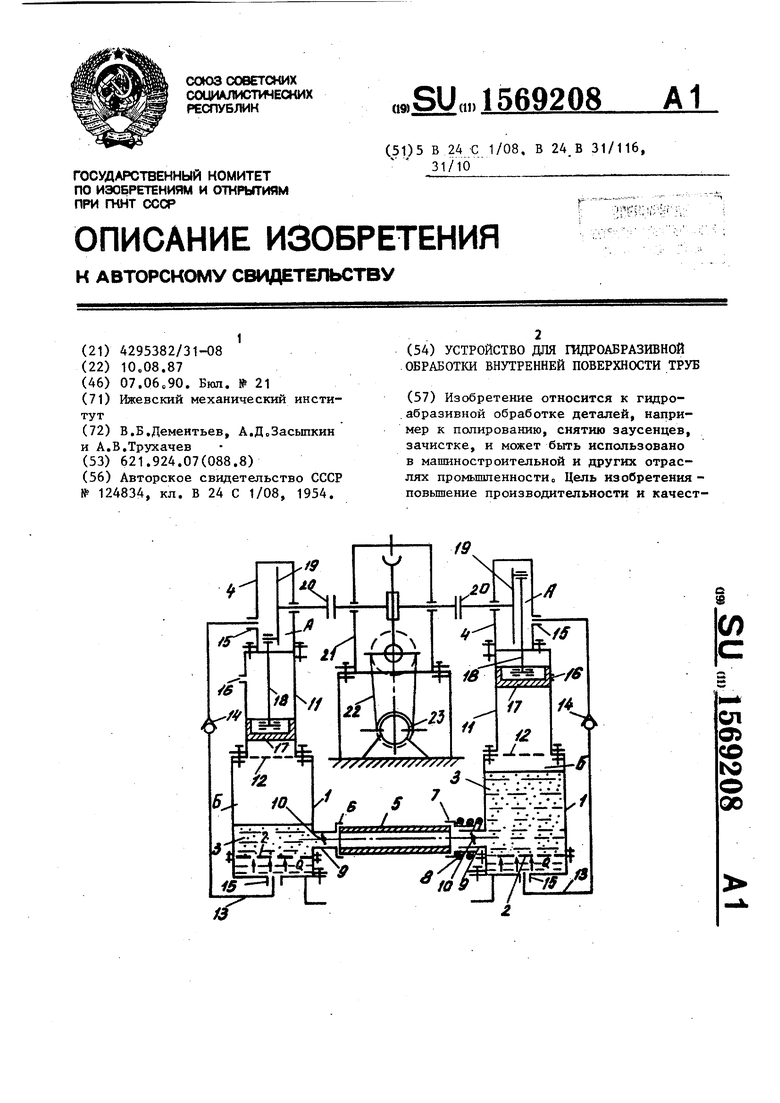
| Способ очистки и полировки внутренней поверхности труб и устройство для его осуществления | 1954 |
|
SU124834A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
