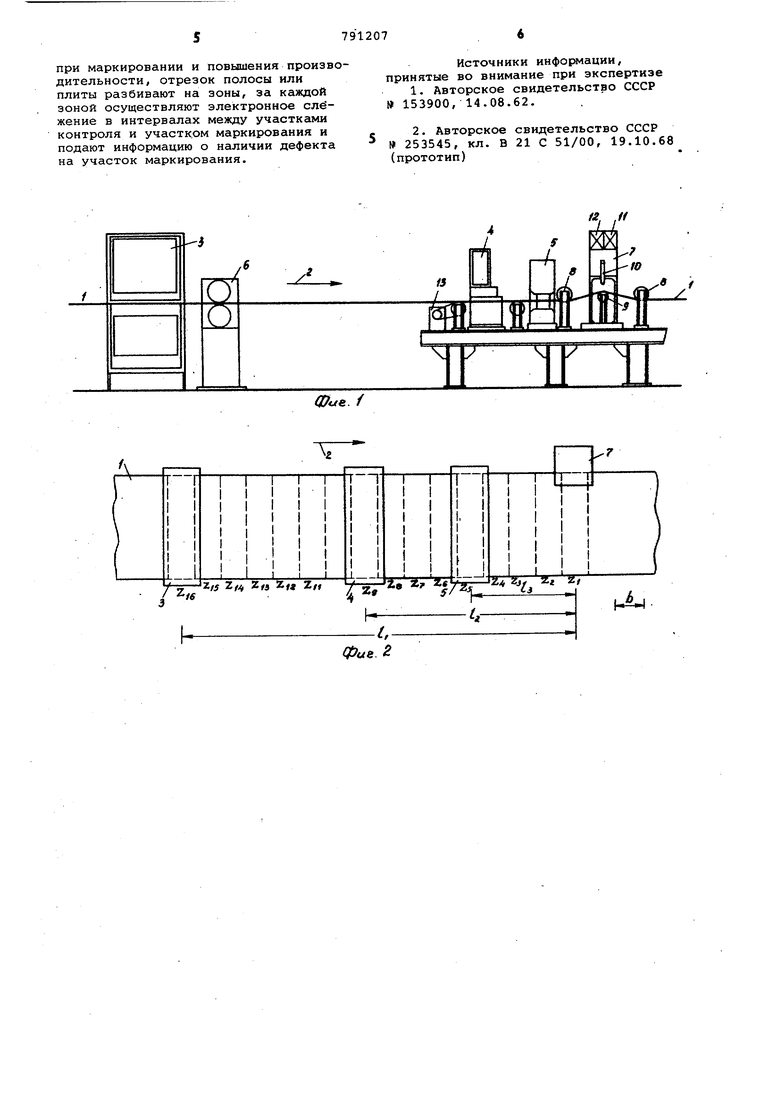
лазерного света и имеет лазерную гояовку 10 для направления луча и управля ощее устройство 11. Управляющее устройство И источника лазерного света, с помощью которого проходящая полоса маркируется, т.е. окисляется и оплавляется, получает импульсы от электронного устройства 12.
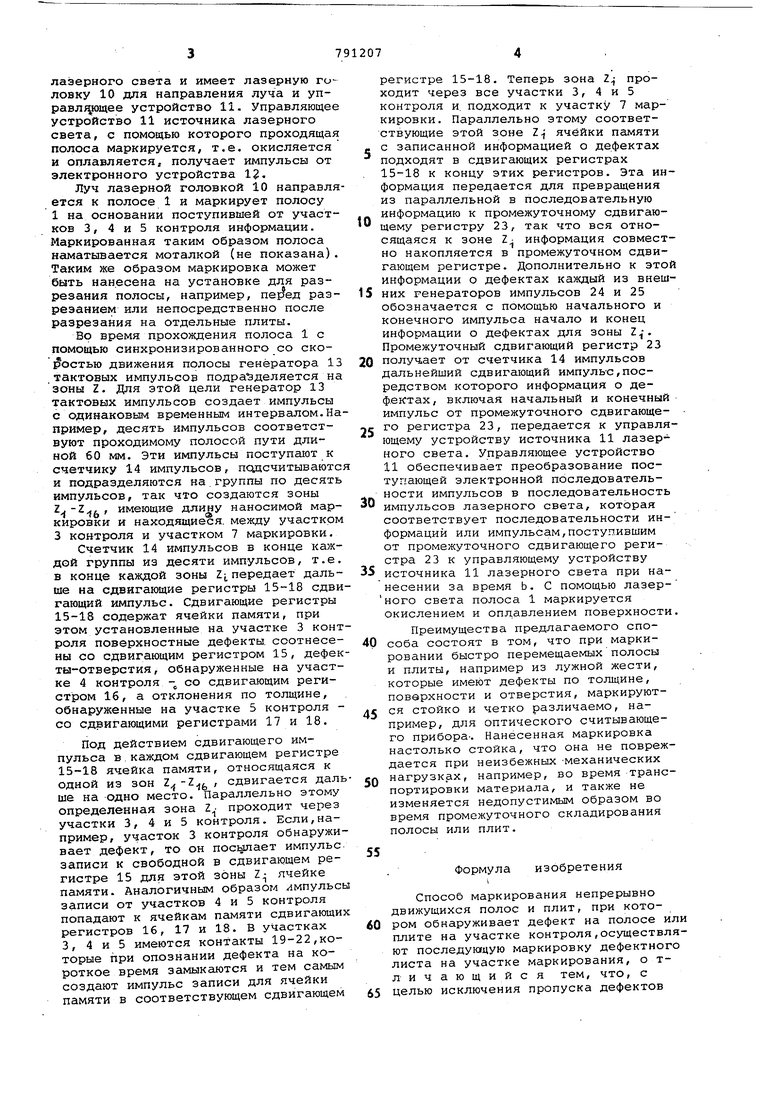
Луч лазерной головкой 10 направляется к полосе 1 и маркирует полосу 1 на основании поступившей от участков 3, 4 и 5 контроля информации. Маркированная таким образом полоса наматывается моталкой (не показана). Таким же образом маркировка может быть нанесена на установке для разрезания полосы, например, разреэаннем или непосредственно после разрезания на отдельные плиты.
Во время прохождения полоса 1 с помощью синхронизированного со скоростью движения полосы генератора 13 . тактовых импульсов подраЗделяется на зоны Z. Для этой цели генератор 13 тактовых импульсов создает импульсы с одиааковьм временным интервалом.Например, десять импульсов соответствуют проходимому полосой пути длиной 60 мм. Эти импульсы поступают к счетчику 14 импульсов, подсчитываютс и подразделяются на.группы по десять импульсов, так что создаются зоны , , имеющие длину наносимой маркирювки и находящиеся, между участком 3 контроля и участком 7 маркировки.
Счетчик 14 импульсов в конце каждой группы из десяти импульсов, т.е. в конце каждой зоны Z| передает дальше на сдвигающие регистры 15-18 сдвигающий импульс. Сдвигающие регистры 15-18 содержат ячейки памяти, при этом установленные на участке 3 контроля поверхностные дефекты, соотнесены со сдвигающим регистром 15, дефекты-отверстия, обнаруженные на участке 4 контроля - со сдвигающим регистром 16, а отклонения по толщине, обнаруженные на участке 5 контроля со сдвигающими регистрами 17 и 18.
Под действием сдвигающего импульса в.каждом сдвигающем регистре 15-18 ячейка памяти, относящаяся к одной из зон , сдвигается дальше на одно место. Параллельно этому определенная зона 1 проходит через участки 3, 4 и 5 контроля. Если,например, участок 3 контроля обнаруживает дефект, то он постает импульс, записи к свободной в сдвигающем регистре 15 для этой зоны 2: ячейке памяти. Аналогичным образом лмпульсы записи от участков 4 и 5 контроля попадают к ячейкам памяти сдвигающих регистров 16, 17 и 18. В участках 3, 4 и 5 имеются контакты 19-22,которые при опознании дефекта на короткое время замыкс1ются и тем самым создают импульс записи для ячейки памяти в соответствующем сдвигающем
регистре 15-18. Теперь зона Z проходит через все участки 3, 4 и 5 контроля и. подходит к участку 7 маркировки. Параллельно этому соответствующие этой зоне 2 ячейки памяти с записанной информацией о дефектах подходят в сдвигающих регистрах 15-18 к концу этих регистров. Эта информация передается для превращения из параллельной в последовательную информацию к промежуточному сдвигающему регистру 23, так что вся относящаяся к зоне 2 информация совместно накопляется в промежуточном сдвигающем регистре. Дополнительно к это информации о дефектах каждый из внешних генераторов импульсов 24 и 25 обозначается с помощью начального и конечного импульса начало и конец информации о дефектах для зоны Z.,-. Промежуточный сдвигающий регистр 23 получает от счетчика 14 импульсов дальнейший сдвигающий импуль-с,посредством которого информация о деф.ектах, включая начальный и конечный импульс от промежуточного сдвигающего регистра 23, передается к управляющему устройству источника 11 лазерного света. Управляющее устройство 11 обеспечивает преобразование поступающей электронной последовательности импульсов в последовательность импульсов лазерного света, которая соответствует последовательности информаций или импульсам,поступившим от промежуточного сдвигающего регистра 23 к управляющему устройству источника 11 лазерного света при нанесении за время Ь. С помощью лазернего света полоса 1 маркируется окислением и оплавлением поверхности
Преимущества предлагаемого способа состоят в том, что при маркировании быстро перемещаемых полосы и плиты, например из лужной жести, которые имеют дефекты по толщине, поверхности и отверстия, маркируются стойко и четко различаемо, например, для оптического считывающего прибора-. Нанесенная маркировка настолько стойка, что она не повреждается при неизбежных -механических нагрузках, например, во время транспортировки материала, и также не изменяется недопустимым образом во время промежуточного складирования полосы или плит.
Формула изобретения
Способ маркирования непрерывно движущихся полос и плит, при котором обнаруживает дефект на полосе или плите на участке контроля,осуществляют последуюцую маркировку дефектного листа на участке маркирования, о тличающийся тем, что, с целью исключения пропуска дефектов
при маркировании и повышения производительности, отрезок полосы или плиты разбивают на зоны, за каждой зоной осуществляют электронное слежение в интервалах между участками контроля и участком маркирования и подают информацию о наличии дефекта на участок маркирования.
Источники инфО 1ации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР 153900, 14.08.62,
2.Авторское свидетельство СССР
№ 253545, кл. В 21 С 51/00, 19.10.68 (прототип)
/L
а
о
Фие.2
г
I
Фие.З
