Изобретение относится к автоматизации прокатного производства и может быть использовано для автоматической сортировки листов на агрегатах поперечной резки полосы.
Известно устройство, содержащее инспектирующий прибор, датчик пути полосы и ленты транспортера, датчик реза, блок сопровожден 1я полосы, сдвигающий регистр блок управления переключателем потока листов, а также накопительный регистр, две схемы И, две линии задержки и схему совпадения, причем накопительный регистр соединен с выходом блока сопровождения и с одним из входов сдвигающего регистра, первая логическая схема И соединена с накопительным регистром и сдвигающим регистром, первая линия задержки соединена с промежуточным выходом сдвигающего регистра и с другим входом первой логической схемы И, вход схемы совпадения соединен с другим входом накопительного регистра, вторая линия задержки соединена со схемой совпадения, а выходы второй логической схемы И соединены с выходами накопительного регистра и второй линии задержки. Устройство позволяет сопровождать листы и выдавать команды на переключение развилки при прохождении через нее задней кромки листа, идущего впереди, рассматриваемого 1.
Однако для совмещения информации о качестве рассматриваемого листа с информацией о положении задней кромки впереди идущего листа в нем используются, кроме сдвигающего регистра, сложные и малонадежные элементы, например, накопительный регистр, линии задержки и другие элементы, снижающие надежность в целом.
Наиболее близким к изобретению по- технической сущности является устройство, содержащее инспектирующие полосу приборы, датчики перемещения полосы и листов по транспортерам, датчик реза, блок сопровождения дефектов полосы,блок сопровождения листов на транспортерах, блок формирования сигналов, блок формирования выходных сигналов на управление 1-й и 2-й развилками. Причем блок сопровождения дефектов полосы содержит два блока сдвигающих регистров и блок памяти, блок сопровождения листов на первом транспортере содержит блок коммутатора и щесть независимых блоков сопровождения и служит для автоматического переноса информации о качестве каждого листа на его переднюю кромку при одновременном сопровождении их до 1-й развилки, блок сопровождения листов на втором транспортере содержит два параллельных канала из последовательно соединенных блоков сопровождения, осуществляющих сопровождение листов от 1-й до 2-й развилки. Блок сопровождения листов на первом, транспортере содержит командный счетчик, который
по сигналам коммутатора подключается через схему совпадения к датчику перемещенМя листов. Информация о сорте листа записывается через схему совпадения в ячейку памяти сорта в момент отрезания листа и хранится до тех пор, пока не заполнится командный счетчик .2.
Данное устройство имеет достаточно сложную структуру. Из входящих в него 7 функциональных блоков, 5 служат непосредственно для сопровождения полосы и листов. Устройство нуждается в перестройке на длину отрезаемых листов, что также усложняет схему.
Устройство предназначено для сопровождения листов и выдачи команд на управление развилками только при подходе к развилке передней кромки рассматриваемого листа, следовательно, устройство может быть использовано лищь на агрегатах с небольщим диапазоном изменения скоростей
0 листов и быстродействующими развилками, имеющими постоянное время срабатывания. Чтобы избежать забуривание листов в развилках, устройство настраивают с упреждением команды на переключение развилок, что, однако, не обеспечивает надежного их переключения при изменении скорости, массы и других параметров листов, в развилках происходит травмирование листов, в связи с чем сокращается выход годного металла и снижается производительность агрегата резки.
Указанные недостатки ухудщают эксплуатационные возможности устройства.
Цель изобретения - повыщение надежности работы устройства за счет совмещения информации о сортности отрезаемого
5 листа с информацией о положении задней кромки впереди идущего листа.
Поставленная цель достигается тем, что .в устройстве для автоматической сортировки листов, содержащем инспектирующий прибор, датчик перемещения полосы, выходами
0 подсоединенные к соответствующим входам блока сопровождения дефектов полосы, датчик реза, блоки сопровождения листов, число которых не менее числа листов на участке сопровождения, каждый блок сопровождения листа состоит из последовательно соединенных ячейки памяти, ключа и счетчика, выходом соединенного с одним из входов ячейки памяти, элемента И, выходом соединенного с одним из входов элемента памяти сорта листов, другой вход
Q ячейки памяти последующего блока сопровождения листа подсоединен к выходу счетчика предыдущего блока сопровождения листа, выход счетчика и выход элемента памяти сорта листов последнего блока сопровождения листа подсоединены к перввму и
5 второму входам формирователя выходных сигналов соответственно, выходы которого являются выходами устройства, выход датчика перемещения листов подсоединен к
соответствующему входу ключа каждого блока сопровождения листа, второй вход элеэлемента памяти сорта листов и вход ячейки памяти первого блока сопровождения листа подсоединены к выходу датчика реза, а первый и второй входы элемента И - к выходу блока сопровождения дефектов, второй выход ячейки памяти и выход элемента памяти сорта листов. Выход счетчика предыдущего блока (кроме последнего) подсоединены соответственно к первому и второму входам элемента И, к второму входу элемента памяти сорта листов последующего блока, второй выход ячейки памяти последнего блока сопровождения листа - к соответствующему входу формирователя выходных сигналов.
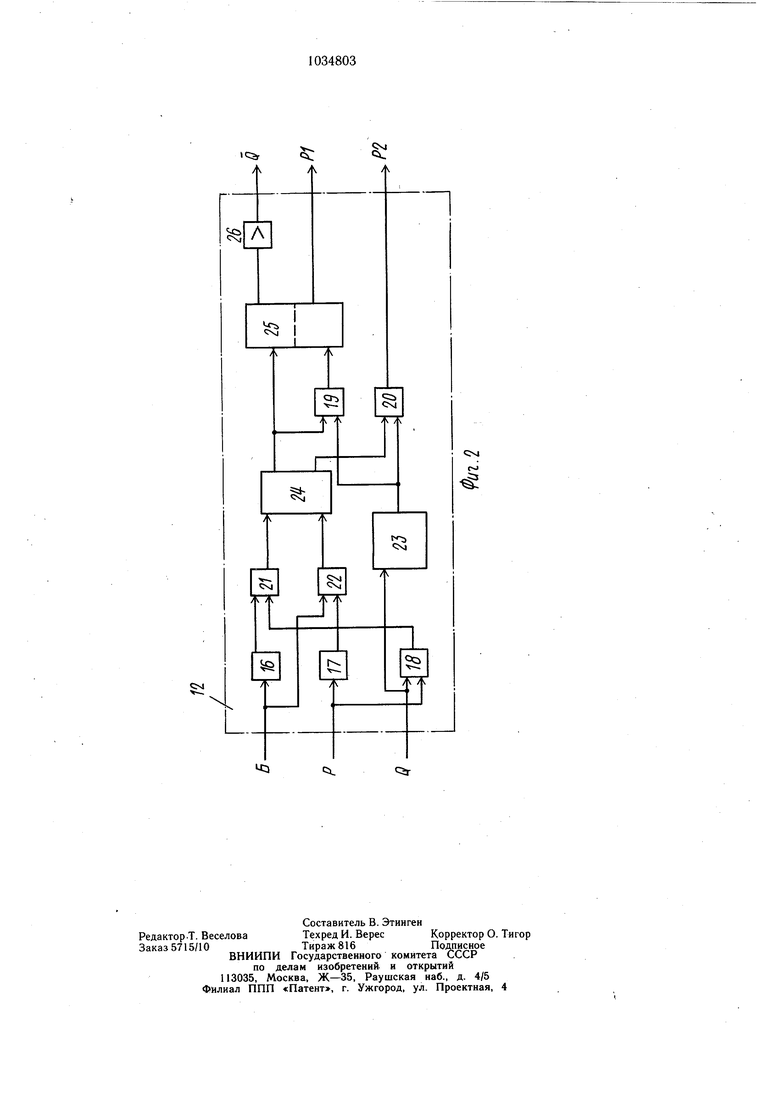
На фиг. 1 представлена блок-схема устройства для автоматической сортировки листов для трех листов; на фиг. 2 - схема выполнения формирователя выходных сигналов.
Устройство для автоматической сортировки листов на агрегате поперечной резки металла (фиг. 1) состоит из инспектирующего прибора 1, датчика 2 перемещения полосы, блока 3 сопровождения дефектов полосы, трех блоков 4 сопровождения листа (количество блоков должно быть не менее максимально возможного числа листов на участке агрегата; число блоков - три - выбрано для удобства рассмотрения), первый блок соединен с выходом блока 3, каждый из блоков 4 содержит цепочку из последовательно соединенных ячейки 5 памяти, ключа 6, счетчика 7, элемент 8 И, элемент 9 памяти сорта листов. Кроме того, устройство содержит датчик 10 реза, датчик 11 перемещения листов, формирователь 12 выходных сигналов.
На фиг. 1 изображены также летучие ножницы 13, транспортер 14 и развилка 15 для разделения потока листов, управляемая .командами с формирователя 12 выходных сигналов. На чертеже не изображены второстепенные цепи: согласующие и инвертирующие элементы, цепи сброса и пр.
Инспектирующий прибор 1 и датчик 2 перемещения полосы соединены с входами блока 3 сопровождения дефектов полосы, выход которого соединен с первым и вторым входами элемента 8 И первого блока 4 сопровождения листа, первый и второй входы элемеНта 9 памяти сорта листов соедидены с выходами элемента 8 И и датчика 10 реза для первого блока сопровождения, а выход датчика 10 реза подсоединен к первому входу ячейки 5 памяти. Выход счетчика 7 соединен с другим входом ячейки 5 памяти первого блока 4 сопровождения листа и входами ячейки 5 памяти и элемента 9 памяти сорта листа последующего блока сопровождения. Входы элемента 8 И, начиная со второго блока сопровождения листа, соединены с вторыми выходами ячеек 5 памяти и выходами элементов 9 памяти сорта листа предыдущего блока 4 сопровождения листа. Вторые входы ключей 6 каждого блока 4 сопровождения листа соединены с датчиком 11 перемещения листов. Выходы счетчика 7, ячейки 5 памяти и элемента 9 памяти сорта листа последнего блока 4 сопровождения листа соединены с соответствующими входами формирователя 12 выходных сигналов. В качестве инспектирующего прибора может быть использован один из серийно выпускаемых промыщленностью рентгеновских или изотопных измерителей толщины металла, например ИТХ-5736. Датчики 2 перемещения полосы и 11 листов, а также датчики 10 представляют собой импульсные датчики на основе бесконтактного конечного выключателя КВД-6М.
Блок 3 сопровождения дефектов полоQCbi может быть выполнен, например, как в прототипе. В качестве ячейки памяти 5 используются два вентиля микросхемы К155ЛАЗ, собранные по схеме- R-S-триггера. Ключ 6 и элемент 8 И выполнены также на микросхеме К155ЛАЗ, счетчик 7 -
5 на микросхеме К155ИЕ7, элемент 9 памяти сорта листов собран на D-триггере К155ТМ2 или на двух вентилях К155ЛАЗ. Формирователь 12 выходных сигналов (фиг. 2) содержат инверторы 16-20, элементы 21 и 22, и формирователь 23 импульсов фиксированной длительности, RS-триггер 24, гальванические развязки 25, усилитель 26 мощности. Первый вход инвертора 16 соединен с первым входом элемента 22 и является входом (Б) формирователя 12, первый вход инвертора 17 соединен с вторым входом инвертора 18 и является (Р) входом формирователя 12, первый вход инвертора 18 является входом (Q) формирователя 12 и подключен через формирователь 23 импульсов фиксированной длительности
0 к вторым входам инверторов 19 и 20, выхо.аы инверторов 16 и- 18 подключены к первому и второму входам элемента 21 и выход инвертора 17 - к второму входу элемента 22 и выходы элементов 21 и 22 соединены с соответствующими входами триггера 24,
5 первый выход которого подключен ,к одному входу гальванической развязки 25 и к первому входу инвертора 19, а второй выход - к первому входу инвертора 20, выход инвертора 19 соединен с другим входом гальванической развязки 25, первый выход гальванической развязки 25 подключен к усилителю 26 мощности, выход которого является выходом Q формирователя 12, второй выход гальванической развязки 25 и выход инвертора 20 являются соответствён5 но выходами формирователя Р1 и Р2.
Сигналы с выходов формирователя 12 выходных сигналов поступают на управление развилкой (с выхода Q), в систему
счета листов (с выхода Р1), на дальнейшее со фовождение листов до второй развилки (с выхода Р2).
Устройство работает следующим образом.
По мере продвижения начала полосы (будупиго первого листа) под осью ножниц 13 информация о его дефектах поступает с блока 3 сопровождения дефектов полосы через открытый элемент 8 И на вход элемента 9 памяти сорта листов первого блока 4 сопровождения листа. С выхода элемента 9 памяти сорта листа первого блока 4 сопровождения листа информация о дефекте полосы проходит через открытый элемент 8 И и элемент 9 памяти сорта листов второго блока 4 и всех последующих блоков сопровождения листов и поступает в блок 12 формирования выходных сигналов, который формирует команду на переключение развилки 15. Таким образом, развилка 15 оказывается в соответствующем состоянии еще до отрезания первого листа от непрерывной полосы.
В момент отрезания первого листа датчик 10 реза своим сигналом ставит в исходное состояние элемент 9 памяти сорта листов первого блока 4 и одновременно переводит ячейку 5 в состояние, при котором открывается ключ 6 и на вход счетчика 7 поступают тактовые импульсы, а на один из входов элемента 8 И второго блока 4 сопровождения листа поступает запрещающий сигнал. Счетчик 7 начинает подсчитывать такты, поступающие на его вход с ключа 6, т. е. сопровождать заднюю кромку первого отрезанного листа. В это же время информация о дефектах второго (еще не отрезанного) листа запоминается в элемент 9 памяти сорта листов первого блока 4 сопровождения листа.
Ввиду того, что число блоков 4 сопровождения листов, соединенных последовательно, превышает число листов, находящихся на транспортере 14 между ножницами 13 и развилкой 15, первый блок, сопровождения ;1истов заканчивает сопровождение (счетчик 7 переполнится) раньще, чем отрезается второй лист. В момент окончания счета сигналом счетчика первого блока 4 ячейка 5 памяти второго блока 4 находится в состоянии, при котором ключ 6 открывается и счетчик 7 начинает сопровождать заднюю кромку первого листа далее по транспортеру 14. Одновременно элемент 9 памяти сорта листов второго блока 4 сбрасывается в исходное состояние сигналом окончания счета счетчика 7 первого блока 4 сопровож.чонпя листа. Этим же сигналом ячейка 5 памяти стс1р.тся в состояние, когда на одном ее выхо.1е (юрмируется сигнал, закрыBaioLujiii ключ ( и заг1реп1ающий дальнейiit-c |1ПОл 5Ж :г-:| :е тактов на вход счетчика 7, а п,- 1-,:-(.чпм 1ь,1,оде фор.мируется сигнал, :;;;;i: ii:;; 4iu;i: 110|1онапись информации о
дефекте второго, еще не отрезанного, листа с выхода элемента 9 памяти сорта листов через открытый элемент 8 И на вход элемента 9 памяти сорта листов второго блока
4 сопровождения листа. Как видно из описания, второй блок 4 сопровождения листа ведет сопровождение задней кромки первого отрезанного листа, а в его элементе 9 памяти сорта записи информации о дефекте второго, еще не отрезанного листа. Элемент
8 И и элемент 9 памяти сорта листов первого блока 4 в это время открыты для прохождения информации о дефектах второго, еще не отрезанного, листа с блока 3 сопровождения дефектов полосы в элемент 9
г памяти сорта второго блока 4 сопровождения листа.
В момент отрезания второго листа с датчика 10 реза вновь поступает разрещение на сопрово 1 дение первым блоком 4, и его элемент 9 памяти сорта ставится в исходное состояние для приема информации о третьем, еще не отрезанном листе, а ячейка 5 формирует сигнал, запрещающий прохождение информации о сорте листа через элемент 8 И второго блока 4 сопровождения листа.
Второй блок 4, закончив сопровождение задней кромки первого листа, передает его сопровождение третьему блоку 4, т. е. открывает его элемент 8 И и из элемента 9 памяти сорта переписывает через открытый
„ элемент 8 И в элемент 9 памяти сорта третьего блока 4 информацию о дефекте второго листа. Таким образом, происходит совмещение информации о сорте второго листа с задней кромкой идущего впереди него первого листа. В таком же порядке информация поступает в блок 12 формирования выходных сигналов, который выдает команду на переключение развилки 15 при прохождении через нее задней кромки первого листа. Развилка 15 переключается во время интервала между листами, в связи с чем достигается
0 переключение развилок с повышенной точностью. За счет упрощения конструкции (исключения, например, узла автоматической перестройки на другую длину отрезаемых листов) повыщена надежность устройства.
Таким образом, предлагаемое устройство обладает повышенными эксплуатационными возможностями по сравнению с известными применяемыми для сортировки листов.
Предлагаемое устройство предполагается использовать в системах автоматической сортировки листов, предназначенных для Череповецкого металлургического завода, в состав систем входит 14 и 15 устройств, а также в двух системах для Карагандинского металлургического комбината, в каж5 дои из которых используется 21 устройство.
Экономический эффект от использования
одной системы в год по предварительным
расчетам составляет порядка 12 тыс. руб.
«M
1 tcsrj 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для автоматической сортировки изделий, отрезаемых от заготовки | 1973 |
|
SU481336A1 |
| Устройство для автоматическойСОРТиРОВКи лиСТОВ HA АгРЕгАТЕпОпЕРЕчНОй РЕзКи | 1978 |
|
SU799918A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для автоматического определения сорта листа на агрегате поперечной резки | 1989 |
|
SU1690875A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1981 |
|
SU975130A1 |
| Система отбраковки листов | 1978 |
|
SU821084A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| Система автоматического сопровождения листов на агрегате поперечной резки полосы | 1982 |
|
SU1026873A1 |

УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ЛИСТОВ, содержащее инспектирующий прибор, датчик перемещения полосы, выходами подсоединенные к соответствующим входам блока сопровождения дефектов полосы, датчик реза, блоки сопровождения листов, число которых не менее числа листов на участке сопровождения, каждый блок сопровождения листа состоит из последовательно соединенных ячейки памяти, ключа и счетчика, выходом, соединенного с одним из входов ячейки памяти, элемента И, выходом соединенного с одним из входов элемента памяти сорта листов, другой вход ячейки памяти последующего блока сопровождения листа подсоединен к выходу счетчика предыдущего блока сопровождения листа, выход счетчика и выход элемента памяти сортов листов последнего блока сопровождения листа подсоединены к первому и второму входам формирователя выходных сигналов соответственно, выходы которого являются выходами устройства, выход датчика перемеп1ения листов присоединен к соответствующему входу ключа каждого блока сопровождения листа, отличающееся тем, что, с целью повышения надежности работы устройства за счет совмещения информации о сортности отрезаемого листа с информацией о положении задней кромки впереди идущего листа, второй вход элемента памяти сорта листов н вход ячейки памяти первого блока сопровождения листа под соединены к выходу датчика реза, а первый и второй входы элемента И - к выходу блока сопровождения дефектов, второй выход ячейки памяти и выход элемента памяти сорта листов, выход счетчика предыдущего блока (кроме последнего) подсоединены соответственно к первому и второму входам элемента И, к второму входу элемента памяти сорта листов последующего О блока, второй выход ячейки памяти последсо 4; него блока сопровождения листа - к соответствующему входу формирователя выоо о оо ходных сигналов.
ex.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Зимин В | |||
| Б | |||
| и др | |||
| Автоматизированная адаптивная система сортировки листов | |||
| - Сб | |||
| «Автоматизация металлургического производства | |||
| М., «Металлургия, № 5, с | |||
| Устройство для электроуправления сцеплением автомобиля | 1959 |
|
SU138147A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
