(54) СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КАМЕРТОНОВ
1
Изобретение относится к области радиоэлектроники и может быть использоэано при изготовлении малогабаритных кварцевых резонаторов с кристаллическим элементом в форме камертона.
Известен способ изготовления кварцевых камертонов, при котором из монокристалла кварца вырезают отдельные заготовки-бруски с припуском на каждую сторону, после чего их шлифуют до получения заданных размеров и шероховатости, а прошивку щели осуществляют отдельно в каждом бруске на ультразвуковом станке 1.
Этот способ характерен значительным разбросом размеров щели и ветвей камертона, имеет низкую производительность, не обеспечивает точную ориентацию камертона относительно кристаллографических осей и не позволяет получить сверхминиатюрных камертонов.
Известен способ изготовления .кварцевых камертонов .способом фотолитографии. Этот способ, при котором из монокристалла кварца вырезают заготовки-пластины с припуском на каждую сторону, после чего их шлифуют и полируют до получения заданных размеров и шероховатости, а адель выполняют методом фотолитографии 2.
Этот способ требует применения специальных химикатов и из-за подтравления ребер камертона не обеспечнвает высокой точности выполнения размеров.
Известен также способ изготовления кварцевых камертонов, при котором из монокристалла кварца вырезают пласты толщиной, равной заданной
толщине камертона и шириной, равной, его заданной длине; наклеивают пласты на подложку, укрепляют подложку на дер)хагеле станка с алмазным кругом, имеющим внутреннюю режущую кром1S ку, прорезают щели в пласте и отрезают камертоны, повторяя последние две операции последовательно по всей длине пласта, после чего расплавляют клеящую массу и обрабатывают
20 боковые поверхности камертонов до получения заданной ширины з.
Недостатком этого способа является недостаточно высокая точность изготовления, не обеспечивающая получение необходимых точностей размеров камертона и чистоты поверхностей, образующих щель камертона.
Целью изобретения является повышение точности изготовления кварцевых камертонов.
Это достигается тем, что в способе изготовления кварцевых камертонов при котором из монокристалла кварца вырезают пласты толщиной, равной заданн ой толщине, и шириной, равной его заданной длине, наклеивают пласт на подложку, укрепляют подложку на держателе станка с алмазным кругом, имеющим внутреннюю кромку, прорезают щели в пласте и отрезают камертоны, повторяя последние две операции последовательно по всей длине пласта, после чего расплавляют клеящую массу и обрабатывают боковые поверхности камертонов до получения заданной ширины, переД наклейкой пластов на подложку, их склеиваю в блок; для наклейки на подложку используют низкотемперетурную клеящую массу, температура плавления которой ниже температуры плавления клеящей массы для склеивания в блок, отрезку камертонов проводя - путем прорезывания пазов, образующих пакеты камертонов , в блоке с подложкой вдоль толщины камертонов,на глубину, превышающую длину камертона, с последующим расплавлением клеящих масс, при этом дополнительно доводят щели каг мертонов для чего после прорезыва.шя пазов их заполняют низкотемпературно клеящей масдой и обрабатывают щели каждого пакета камертонов билеталлической проволокой с применением свободного абразива, а обработку боковых поверхностей камертонов проводят пакетами после расплавления низкотемпературных клеящих масс, кроме того, в качестве биметаллической проволоки может использоваться платинит.
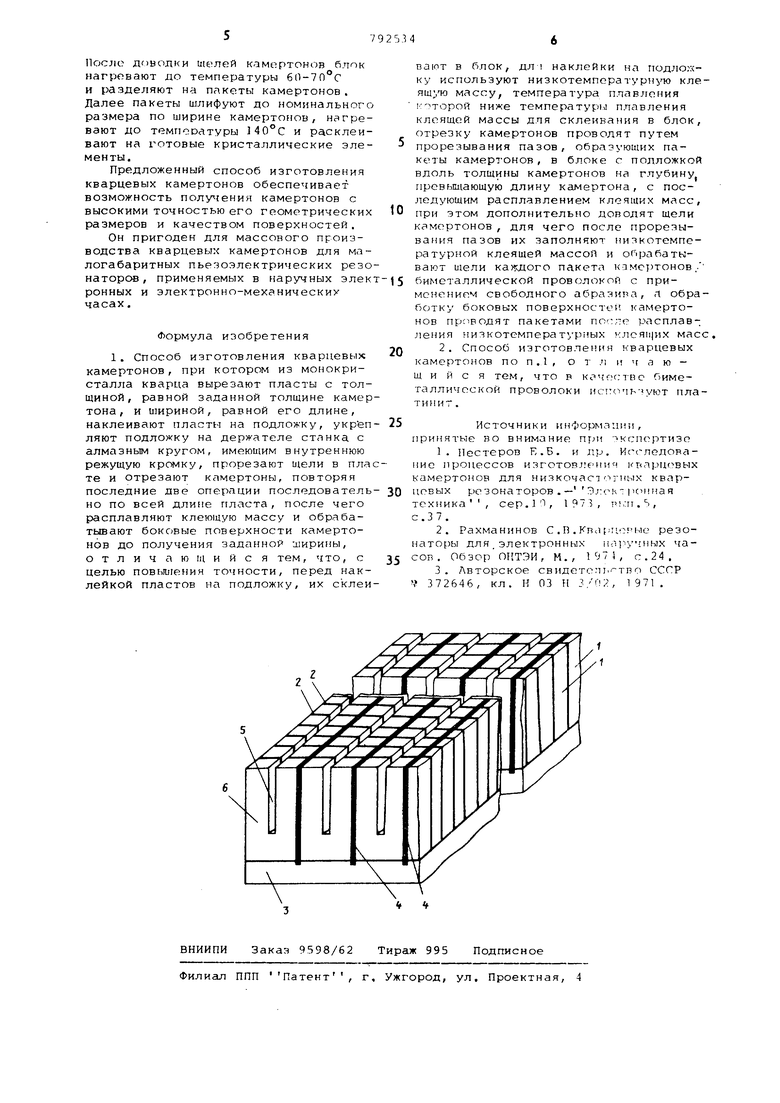
На чертеже показан блок камертонов, изготавливаемых предложенным способом.
В блоке собраны пласты 1. Пласты 1 склеены высокотемпературной клеят щей массой 2, температура плавления которой не превышает температуры термического разрушения и фазового перехода кварца. Пласты 1 наклеены на подложку 3 низкотемпературной клеящей массой 4, температура плавления которой не менее чем на 10% ниже температуры плавления массы 2. Прорезанные в блоке пазы также заполнены массой 4..Щели 5 проходят вдоль каждого пакета камертонов 6.
Предложенный способ поясняется на следующем примере.
Заготовки-пласты 1 отрезают и шлифуют по толщине и длинеiкамертонов. ПласхЫ 1 склеивают в блок длиной 30 мм. В качестве склеивающей массы 2 применяется спиртовой раствор шеллка с температурой плавления после застывания 130 С. Блок пластов устанавливают на стеклянную подложку 3 толщиной не менее 4 мм и приклеивают к ней канифольно-восковой массой 4 с темпе затурой плавления 60-70 С.
Подложку с блоком закрепляют на стол кварцеотрезного стакана с алмазными дисками с наружной режущей кромкой 5 производят пробный срез. Отрезанну часть отделяют от блока и контролируют на рентгенгониометре по кристаллографическим осям. При необходимости вносится поправка по углу среза перемещением стола кварцеотрезного станка относительно плоскостч отрезного диска. Затем производят последовательно прорезание щелей 5 и отрезание камертонов 6 с припусками на дальнейшую обработку путем прорезьшания пазов. Глубина пазов настраивается по ограничителям хода вертикальной подачи отрезного станка. Расстояние между пазами устанавливается по лимбу поперечной подачи стола отрезанного станка и в процессе резки автоматически поддерживается постоянным. Глубина пазов при отрезании пакетов камертонов должна быть больще толщины блока, т.е. длины камертона, и на 1-1,5 мм захватывать стеклянную подложку. Пакеты в процессе резки не отделяются от подложки, а пазы между ними заполняют рас.плавленной канифольно-восковой массо 4 для обеспечения жесткости блока при дальнейшей обработке. Разрезанный блок пластин снимают со стола кварцеотрезного стакана и устанавливают на приспособление для доводки щели камертона, имеющем проволоку с регулируемым натяжением, соверщающую возвратно-поступательное движение в горизонтальной плоскости и имеющую возможность перемещаться в вертикальной плоскости. Приспособление имеет свободное перемещение в горизонтальной плоскости на величину 5 мм от продольной оси, свободный поворот в горизонтальной плоскости на .угол Jl 5 и свободный поворот в вертикальной плоскости по оси проволоки на i15 Оно имеет также жесткую поперечную подачу для предварительного совмещения блока пластин с проволокой. Приспособление обеспечивает самоустановку щели 5 с проволокой в течение всего процесса обработки. На проволоку наносится абразивная суспензия. Совершая рабочие движения, проволока производит доводку щели камертона до номинального размера. Такую операцию проводят для щелей всех йакетов блока. Для получения поверхности щели высокого класса шероховатости применяют платинитовую проволоку, имеющую сердечник из сплава никеля и железа и медную рубашку. При этом, медь,в силу своих фИзикомеханических свойств, хорошо шаржируется абразивньми зернами, выступающими над -поверхностью меди на одинаковую высоту. Кроме того, медь меньше подвергается абразивному износу, чем более твердые материалы.
