Изобретение относится к полупроводниковой технике и может быть использовано в микроэлектронике при производстве пластин из полупроводниковых материалов, особенно материалов с повышенной хрупкостью, таких как материалы группы A3B5, с допуском диаметра ± 0,3 мм и менее.
Известен способ изготовления полупроводниковых пластин [1], по которому исходные монокристаллы шлифуют (калибруют) до точного диаметра, затем изготавливают основной и дополнительный срезы по всей длине монокристалла. При этом монокристаллы калибруют до заданного диаметра пластин, оставляя припуск на возможное травление на глубину 0,1-0,5 мм для устранения имеющихся дефектов. После указанной подготовки монокристалла ведут резку монокристалла на пластины, используя станки резки алмазными кругами с внутренней режущей кромкой.
Данный технологический процесс распространен для многих полупроводниковых материалов, особенно для кремния, и благоприятен при допуске диаметра пластин ± 0,5 мм. В случае резки монокристаллов из материалов группы A3B5, когда необходимо получить пластины с допуском диаметра ± 0,3 мм и менее, на отдельных пластинах при выходе алмазного круга из монокристалла происходит скол, уходящий вглубь пластины за пределы минимального допуска диаметра и неустранимый при механическом шлифовании торца пластин.
Аналогичные проблемы, характеризуемые повышенным браком пластин из хрупких материалов, возникают при изготовлении полупроводниковых пластин с допуском диаметра ± 0,3 мм и менее [2].
Наиболее близким к предлагаемому техническому решению является способ [3] , включающий калибрование монокристалла, изготовление основного и вспомогательных срезов по всей длине монокристалла, резку монокристалла на пластины. Основным недостатком данного способа обработки является то, что монокристалл вначале калибруют до заданного диаметра пластин с допуском ± 0,5 мм. Затем при резке хрупких материалов, особенно материалов группы A3B5, наблюдаются сколы на пластинах, которые практически не устранимы, так как глубоко проходят вглубь пластин в ее рабочую область. Количество брака резко возрастает, если требуется изготовить полупроводниковые пластины по международным стандартам SEMI с допуском диаметра ± 0,3 мм и менее. Проведенные нами практические работы с материалами группы A3B5 показали, что брак по способу-прототипу резко возрастает при обработке монокристаллов в ряду
GaAs → GaP → GaSb → InP → InAs → InSb (1)
В этом ряду наблюдается увеличение размеров сколов на пластинах.
Таким образом, для получения продукции, соответствующей международным стандартам SEMI, способ-прототип технологически не оптимален из-за больших потерь дорогостоящего полупроводникового материала, так как характеризуется низким процентом выхода годных пластин.
Целью изобретения является повышение выхода годных полупроводниковых пластин, в частности, при обработке материалов группы A3B5 и в случае получения пластин с допуском диаметра ± 0,3 мм и менее.
Поставленная цель достигается тем, что по способу изготовления полупроводниковых пластин, включающему калибрование монокристалла, изготовление основного и вспомогательных срезов по всей длине монокристалла, резку монокристалла на пластины, калибрование монокристалла проводят до диаметра, по крайней мере, на 2 мм более диаметра пластин, срезы изготавливаются длиной L, равной
L = l•D/d, (2)
где l - длина среза на пластине;
D - диаметр калиброванного монокристалла;
d - диаметр пластин,
а после резки монокристалла на пластины последние центрируют относительно основного среза и проводят дополнительное калибрование до заданного диаметра пластин.
Принципиально новым в предлагаемом способе является то, что разрезаемый на пластины монокристалл имеет диаметр, по крайней мере, на 2 мм больше диаметра пластин. За счет этого возникшие при резке монокристалла сколы на пластинах фактически располагаются за пределами рабочей области пластин. Путем калибрования таких пластин эти сколы легко удаляются, что позволяет увеличить выход годных пластин при обработке. Нами ограничен только нижний предел диаметра калиброванного монокристалла как
D ≥ d + 2 мм. (3)
Верхний предел определяется, с одной стороны, экономической целесообразностью (исходным выращенным монокристаллом), с другой стороны, необходимостью получения цилиндрической поверхности монокристалла для возможности формирования на нем срезов по всей длине монокристалла. Кроме того, нами отмечается, что для материалов монокристаллов, расположенных в ряду (1) левее, диаметр калиброванного монокристалла должен быть больше. Например, для пластин GaSb диаметром d = 50,8 мм диаметр калиброванного монокристалла должен быть
Dmin = d + 2 = 50,8 + 2 = 52,8 мм;
для пластин InSb такого же диаметра -
Dmin = d + 3,2 = 50,8 + 3,2 = 54 мм.
При диаметре калиброванного монокристалла D < d + 2 практически наблюдается увеличение брака пластин, так как технологически сложно устранить сколы на пластинах, полученные при резке, что связано также с точностью центровки пластин относительно основного среза при их калибровании.
Новым в изобретении является то, что при калибровании исходного монокристалла до диаметра D размеры срезов L выбирают по формуле (2). В этом случае учитывается то, что срезы формируют по всей длине монокристалла в определенных кристаллографических направлениях и с определенной точностью (обычно ± 0,5 угл. град. ), а при дополнительном калибровании пластин поверхности срезов обрабатывать нельзя.
При калибровании пластин длина срезов L уменьшается до заданного значения l. Для калибрования пластин последние центрируются относительно основного среза, т.е. находят ось вращения пластины на круглошлифовальном станке, на котором обычно ведут обработку монокристаллов. Пример выполнения этого приема показан на фиг. 1 и 2 (фиг. 1 - пластина после резки монокристалла, фиг. 2 - столик для наклейки пластин для их калибрования).
При наклейке пластины на столик совмещают основной срез длиной L на пластине со срезом l на столике. Затем перемещают столик вдоль направления MON так, чтобы совместить точку 01 столика с прямой MN, а имеющийся скол на пластине вывести за пределы диаметра d столика. Центрирование пластины относительно основного среза позволяет избавиться от скола, расположенного в любом по периферии пластин месте.
Таким образом, предложенная в изобретении совокупность отличительных признаков позволяет решать поставленную цель изобретения. Данное техническое решение обладает изобретательским уровнем, так как элементы новизны в данной заявке не предполагают очевидности для специалистов. Калибрование отрезанных пластин с центровкой их относительно основного среза дает принципиально новое построение технологического процесса получения полупроводниковых пластин с высоким выходом годных и с геометрическими габаритными размерами и кристаллографической ориентацией по пластине и срезам в соответствии с SEMI.
Пример 1. Изготавливают пластины InSb (100) ± 0,5 угл.град. диаметром d = 50,8 ± 0,3 мм с основным срезом (110) ± 0,5 угл. град. длиной lо = 14-16 мм и вспомогательным срезом (110) ± 1 угл. град. длиной lв = 7-9 мм толщиной 1000 мкм.
Берут исходный некалиброванный монокристалл InSb диаметром от 54 до 56 мм по его длине. Монокристалл на круглошлифовальном станке с помощью круга зернистостью АСР 60/53 калибруют до диаметра D = 54 мм. Допускаются недошлифованные участки цилиндрической поверхности. Формирование цилиндрической поверхности позволяет точно изготовить срезы по кристаллографической ориентации и выдержать длину срезов. На станке Алмаз-6М изготавливают основной и вспомогательный срезы в соответствии с заданной кристаллографической ориентацией и размерами, определенными по формуле (2) для основного среза
Lо = lо•D/d = 16•54 / 50,8 = 17 мм,
для вспомогательного среза
Lв = lв•D/d = 9•54 / 50,8 = 9,5 мм.
Затем монокристалл наклеивают на графитовую подложку и выполняют резку на пластины толщиной 1000 мкм, обеспечивая выход алмазного круга АСР 60/40 диаметром 422 мм в графитовую подложку. Скорость подачи равна 6-8 мм/мин, частота вращения алмазного круга 1100-1300 об/мин, охлаждение - проточная вода. 90% отрезанных пластин имеют сколы различной глубины в месте входа алмазного круга в графитовую подложку.
Отрезанные пластины наклеивают на столик (фиг. 2), совмещая соответствующие срезы на пластинах и столике. Столик с пакетом пластин устанавливают на круглошлифовальном станке 3А1ОП. Пакет пластин, отцентрированный относительно основного среза, калибруют до диаметра d = 50,8 мм. После этого пластины расклеивают и отмывают от клея. При контроле качества обработки выход годных пластин составил 92% от числа отрезанных. На этих пластинах полностью отсутствуют сколы и недошлифованные участки.
Примеры 2-9 сведены в таблицу. Примеры 2-5 соответствуют заявленному способу. Примеры 6-8 поясняют необходимость обеспечения заявленных диапазонов отличительных признаков. Пример 9 характеризует способ-прототип.
Как видно из таблицы, предлагаемый способ по сравнению со способом-прототипом позволяет резко увеличить выход годных пластин с размерами и ориентацией, соответствующими стандартам SEMI, на которых не допускается по периферии наличие каких-либо сколов и недошлифованных участков.
Технико-экономическая эффективность предлагаемого способа изготовления полупроводниковых пластин по сравнению с прототипом заключается в повышении технологичности процессов механической обработки, в обеспечении высокого выхода годных пластин, что снижает потери дорогостоящих полупроводниковых материалов в серийном производстве изделий электронной техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2337429C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОПОЛИРОВАННЫХ ПЛАСТИН ИЗ КАРБИДА КРЕМНИЯ | 2006 |
|
RU2345442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| СПОСОБ ПРЕДЭПИТАКСИАЛЬНОЙ ОБРАБОТКИ ПОЛИРОВАННЫХ ПОДЛОЖЕК ИЗ КАРБИДА КРЕМНИЯ | 2006 |
|
RU2345443C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ МАЛОДИСЛОКАЦИОННЫХ МОНОКРИСТАЛЛОВ АНТИМОНИДА ГАЛЛИЯ | 2013 |
|
RU2534106C1 |
| СПОСОБ ДОВОДКИ ОРИЕНТАЦИИ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2009 |
|
RU2411606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ СТРУКТУР | 1991 |
|
RU2042233C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЛУБИНЫ НАРУШЕННОГО СЛОЯ НА ПОЛУПРОВОДНИКОВЫХ МОНОКРИСТАЛЛАХ | 1984 |
|
RU1222147C |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ МОНОКРИСТАЛЛОВ АНТИМОНИДА ИНДИЯ | 2012 |
|
RU2482228C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2222646C1 |


Изобретение относится к полупроводниковой технике и направлено на повышение технологичности процессов механической обработки, выхода годных пластин, в частности, из материалов группы A3B5 в случае получения пластин с допуском диаметра ± 0,3 мм и менее. Сущность изобретения: в способе изготовления полупроводниковых пластин, включающем калибрование монокристалла, изготовление основного и вспомогательных срезов, резку монокристалла на пластины, калибрование монокристалла проводят до диаметра, по крайней мере, на 2 мм более диаметра пластин, срезы изготавливаются длиной L, равной L = l•D/d, где l - длина среза на пластине; D - диаметр калиброванного монокристалла; d - диаметр пластин, а после резки монокристалла на пластины последние центрируют относительно основного среза и проводят их дополнительное калибрование до заданного диаметра пластин. 1 табл., 2 ил.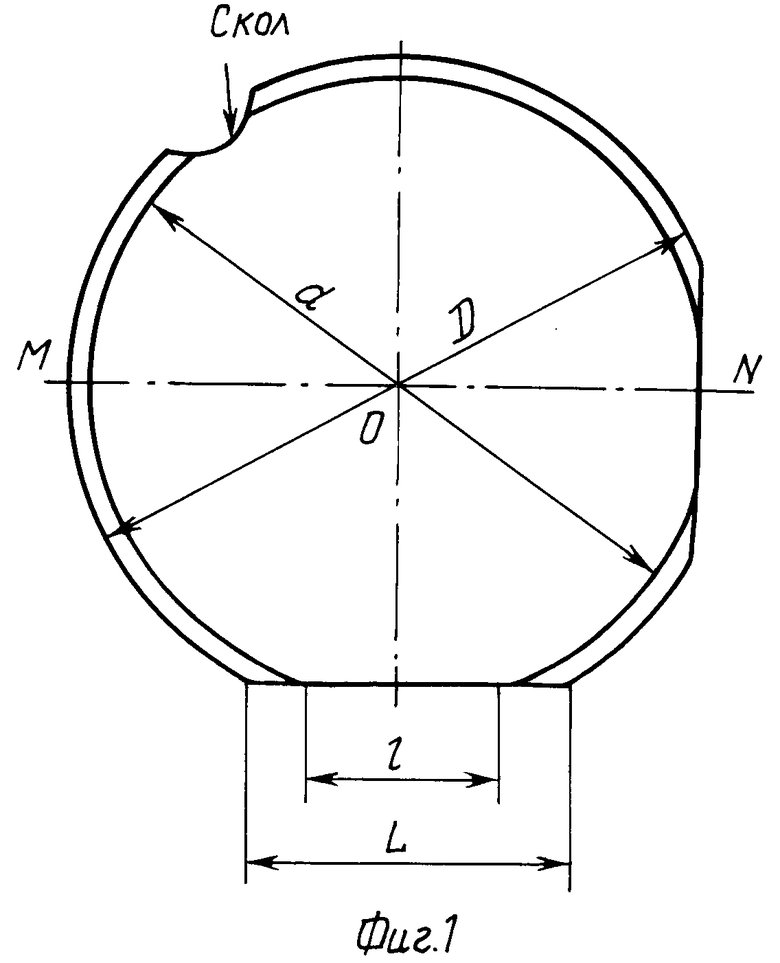
Способ изготовления полупроводниковых пластин, включающий калибрование монокристалла, изготовление основного и вспомогательных срезов, резку монокристалла на пластины, отличающийся тем, что калибрование монокристалла проводят до диаметра, по крайней мере на 2 мм более диаметра пластин, срезы изготавливают длиной
L I • D/d,
где I длина среза на пластине;
D диаметр калиброванного монокристалла;
d диаметр пластин,
а после резки монокристалла на пластины последние центрируют относительно основного среза и проводят их дополнительное калибрование до заданного диаметра пластин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Овчаров В.Ф | |||
| и др | |||
| Подготовка пластин большого диаметра | |||
| Зарубежная электронная техника | |||
| - М.: ЦНИИ "Электроника", 1979, вып | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Запорожский В.П., Лапшинов Б.А | |||
| Обработка полупроводниковых материалов | |||
| - М.: Высшая школа, 1988, с.34 - 62 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Никифорова-Денисова С.Н | |||
| Технология полупроводниковых приборов и изделий микроэлектроники | |||
| Кн | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - М.: Высшая школа, 1989, с.3 - 24. | |||
