(54) СПОСОБ ФРЕЗЕРОВАНИЯ НАРУЖНЫХ РЕЗЬБ
т Б
1
Исходя из равенства левых частей формулы (1) и (2)
tnob.JAr.. 1по.ф(. (4)
можно Приравнять правые части формул (1) и (2):
i A±A
(5)
ТГфр.-.Н-зАг.
ПЗАГ.
)
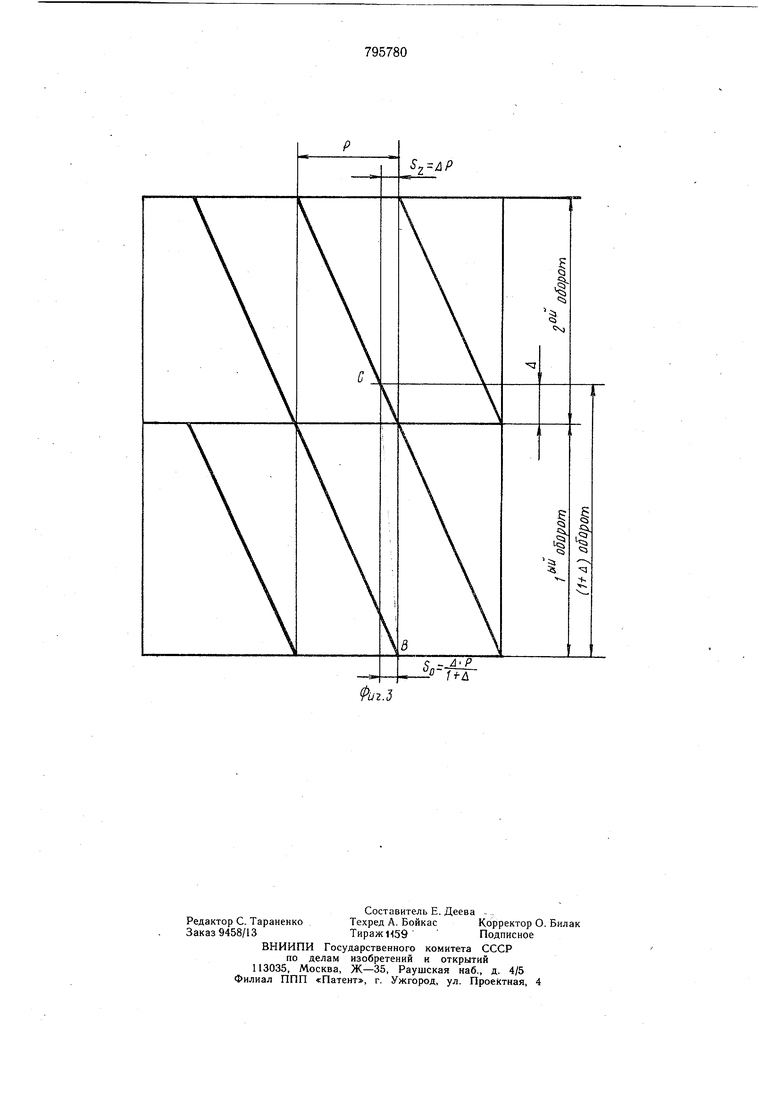
Для образования винтовой линии за время поворота фрезы на угол между зубьями, последняя должна переместиться на величину осевой подачи на зуб 5г мм/зуб:
,(7)
но осевая подача на один оборот заготовки определяется делением осевой подачи на зуб фрезы на количество оборотов заготовки, совершенных за время поворота фрезы на угол между зубьями. Поскольку это количество оборотов равно (1 + :), осевая подача на один оборот заготовки выразится формулой: с А D
«;« - 51 - .
° - TvyiTfiT
Вращения фрезы и Заготовки могут быть направлены в одну сторону и в противоположные.
Скорость резания определяется по формуле:
Vpei .±Vwr. ,
гдеУре -скорость резания, м/мин;
V.- окружная скорость фрезы, м/мин; УЗАГ. - проекция окружной скорости заготовки на вектор окружной скорости фрезы, м/мин.
Знак ( + ) принимается при вращении фрезы и заготовки в одну сторону, а знак (-) - в противоположные. При этом вектор скорости резания направлен на переднюю поверхность зуба фрезы.
Угол скрещивания фрезы и заготовки устанавливают равным углу подъема винтовой линии обрабатываемой резьбы.
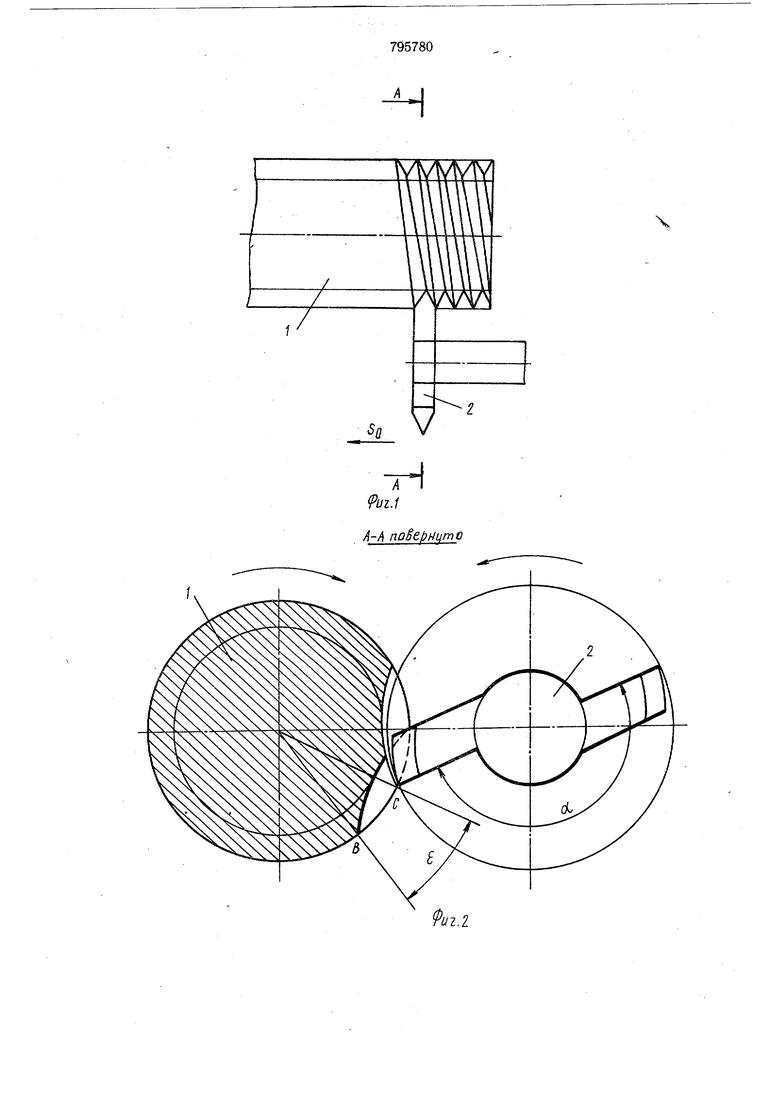
На фиг. 1 показана схема обработки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - развертка двух оборотов винтовой линии.
Обработка винтовой поверхности на заготовке 1 осуществляется фрезой 2. При повороте фрезы 2 на угол of между зубьями заготовка 1 совершает один оборот и дополнительно поворачивается на угол Е, определяющий величину круговой подачи Д на один зуб фрезы (угол может быть направлен в сторону вращения заготовки или в противоположную). Фреза для образования винтовой линии перемещается из точки В в точку С. Точка С лежит на том же витке винтовой линии, что и точка В, но
на втором обороте развертки. Перемещение фрезы из точки В в точку С равно подаче на один зуб фрезы. Подача на один оборот заготовки So равна, мм/об:
So дальнейшем цикл повторяется.
Пример. Производится нарезание метрической резьбы МЗ н-а автомате продольного точения модели 1А12П, шаг резьбы Р 0,5 мм, длина нарезаемой резьбы Е. 10 мм, обрабатываемый материал: сталь А12, диаметр фрезы мм, число зубьев, фрезы Е 2, число оборотов заготовки п 2000 об/мин, число оборотов фрезы . 952 об/мин. Круговая подача на один зуб фрезы Д 0,0504; осевая подача на один оборот заготовки So 0,024 мм/об, скорость резания Vpei 12,6 м/мин, время нарезания резьбы t 0,2 мин.
Формула изобретения
1.Способ фрезерования наружных резьб дисковой фрезой, которую перемещают вдоль оси вращающейся заготовки, отличающийся тем, что, с целью обеспечения возможности получения резьб малого диаметра, скорости вращения фрезы и заготовки устанавливают такими, при которых за время поворота фрезы на угол, определяющий количество зубьев последней, заготовка соверщает полный оборот с суммой (разностью)
0 части оборота, определяющей величину круговой подачи на один зуб фрезы, а осевую подачу фрезы на один оборот заготовки устанавливают равной произведению щага нарезаемой резьбы на величину круговой подачи на один зуб фрезы, приведенному к
одному обороту заготовки.
2.Способ по п. 1, отличающийся тем, что скорости вращения фрезы и заготовки и осевая подача фрезы на один оборот зап готовки связаны соотношением:
„ «ЗАГ . С Л -Р
(.-Т о-ТТД , где гц,р - скорость вращения фрезы, об/мин;
эАг скорость вращения заготовки,
об/мин;
Д - величина круговой подачи,
So -осевая подача фрезы на один оборот заготовки, мм/об; Р -- щаг резьбы, мм.
Источники информации, принятые во внимание при экспертизе 1. Ачеркан Н. С. Справочник металлиста, Т. 5, М., Машгиз, 1961, с. 600.
-н
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
г/
А иг.1
Л-А побеЬИШПР
