Изобретение относится к технологии машиностроения и может быть использовано при обработке цилиндрическими фрезами рабочих поверхностей винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной винтовых насосов на токарных, шлифовальных станках и обрабатывающих центрах.
Известно устройство и способ обработки винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной, при котором винтовую поверхность нарезают резцом, установленным в планшайбе шпинделя токарного станка, причем ось планшайбы отнесена от оси обрабатываемой заготовки на величину эксцентриситета сечения винта. Резцовая планшайба совершает вращательное движение вокруг смещенной оси и поступательное движение вдоль оси обрабатываемой детали, кинематически связанное с вращением заготовки [1].
Недостатками известного устройства и способа обработки являются: большая трудоемкость процесса обработки и низкая производительность, которая связана с невысокой стойкостью резцового инструмента, ведущей к снижению точности обработки и быстрой потере режущих свойств.
Известно устройство и способ обработки винтов героторных винтовых насосов, включающий вращательные движения обрабатываемой детали и режущего инструмента и прямолинейное движение подачи режущего инструмента вдоль оси обрабатываемой детали, причем обработку осуществляют торцевой поверхностью режущего инструмента, ось шпинделя которого расположена под острым углом ε к прямой, перпендикулярной оси вращения детали, при этом инструменту сообщают согласованное с вращением обрабатываемой детали вращательное планетарное движение из условия перемещения оси шпинделя инструмента вокруг упомянутой прямой, кроме того, вращательное планетарное движение режущего инструмента дополнительно согласовывают с вышеупомянутой прямолинейной подачей, причем обработку осуществляют частью боковой поверхности режущего инструмента, а величину угла ε определяют по формуле: ε=arcsin(h/Do), где h - высота профиля винтовой поверхности детали; Dо - диаметр образующей поверхности инструмента [2].
Недостатками известного устройства и способа являются: невысокая стойкость фрезерной торцовой наладки, ведущая к быстрой потере режущих свойств из-за быстрого затупления острых углов между торцовой и боковой режущими поверхностями фрезы, и большая трудоемкость процесса переточек, ведущих к снижению точности обработки и производительности.
Задачами изобретения являются расширение технологических возможностей обработки открытых винтовых поверхностей, в частности винтов с круглой рабочей винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной винтовых насосов, увеличение стойкости инструментальной наладки, повышение производительности, точности и качества обработки.
Поставленная задача решается с помощью предлагаемого устройства для фрезерования винтов с круглой винтовой поверхностью диаметром d с большим шагом и малым расстоянием h между вершиной и впадиной, содержащего шпиндель с режущим инструментом, причем в качестве режущего инструмента используют цилиндрическую фрезу диаметром Dи, установленную в колебательной головке под углом наклона винтовой линии и имеющую индивидуальный привод главного движения резания - вращение инструмента, при этом головке с инструментом дополнительно сообщают колебательное движение, кинематически связанное и согласованное с вращением заготовки, относительно колебательной оси, перпендикулярной и проходящей через ось инструмента в точке пересечения с плоскостью, содержащей ось заготовки и перпендикуляр, соединяющий оси заготовки и инструмента при нулевом колебательном угле, который определяется по формуле:
где d - диаметр винтовой поверхности, мм;
Dи - диаметр режущего инструмента фрезы, мм;
h - расстояние между вершиной и впадиной обрабатываемой винтовой поверхности, мм.
Сущность предлагаемого устройства для обработки винтов винтовых насосов поясняется чертежами.
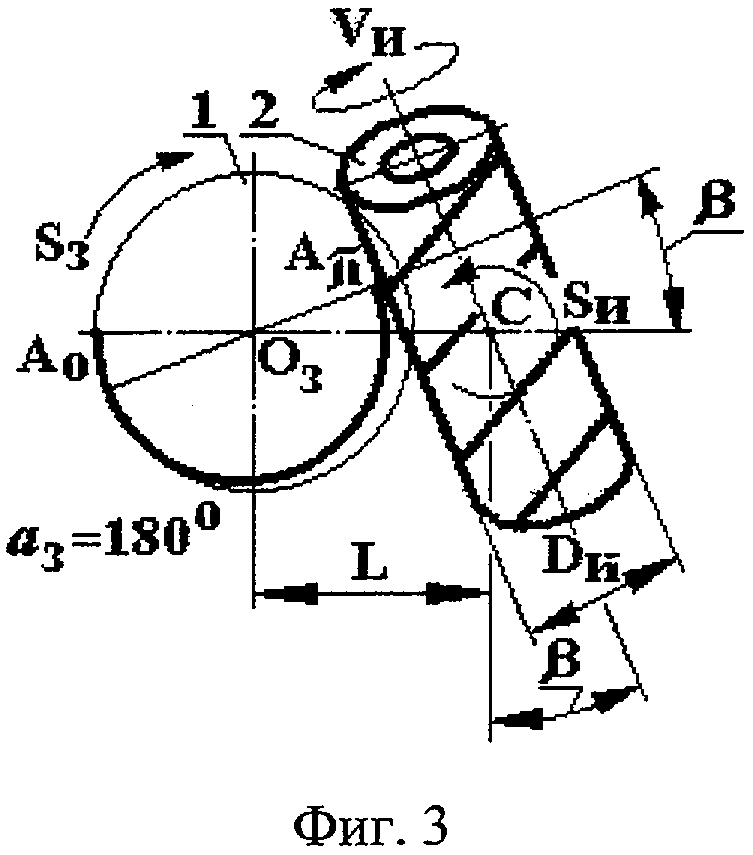
На фиг.1 приведена схема обработки заготовки винта винтового насоса с круглой винтовой поверхностью, большим шагом и малым расстоянием между вершиной и впадиной цилиндрической фрезой с помощью предлагаемого устройства и показано положение инструмента под нулевым колебательным углом наклона, в поперечном сечении; на фиг.2 - вид по А на фиг.1, кинематическая схема предлагаемого устройства для фрезерования винтов; на фиг.3 - положение инструмента при обработке заготовки винта с помощью предлагаемого устройства при максимальном колебательном угле наклона и повороте заготовки на 180° вокруг собственной оси относительно положения, показанного на фиг.1.
Предлагаемое устройство предназначено для обработки винтов 1 с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной винтовых насосов высокопроизводительным инструментом - цилиндрической фрезой 2.
Формообразование поверхности винта осуществляется по методу обката при согласованном движении режущего инструмента 2 и обрабатываемой заготовки 1, при этом инструменту 2, помимо главного движения резания - вращения вокруг его оси со скоростью Vи, дополнительно сообщают колебательное движение, которое состоит из колебательного возвратно-вращательного движения вокруг точки С осцилляции со скоростью Sи.
Обрабатываемой заготовке 1 сообщают вращательное движение вокруг ее центральной оси вращения Оз со скоростью круговой подачи заготовки Sз. Для получения винтовой образующей по длине заготовки 1 инструменту 2 сообщают прямолинейное движение вдоль оси заготовки 1 со скоростью продольной осевой подачи So.
Ось шпинделя инструмента 2 расположена под углом αв наклона винтовой линии.
В качестве режущего инструмента используют цилиндрическую фрезу диаметром Dи, установленную в колебательной головке 3 под углом наклона винтовой линии и имеющую индивидуальный привод Мр главного движения резания - вращения инструмента. Дополнительное колебательное возвратно-вращательное движение головки 3 с инструментом 2 согласовано с вращением заготовки и кинематически связано с ней (не показано) из условия одно колебательное движение за один оборот заготовки. Колебательное движение - это поворот головки относительно колебательной оси К-К, перпендикулярной и проходящей через продольную ось вращения инструмента 2 в точке С пересечения с плоскостью, содержащей ось заготовки Оз и перпендикуляр, соединяющий оси заготовки и инструмента при нулевом колебательном угле. Одно колебательное движение - это движение из положения, показанного на фиг.1, при нулевом угле наклона инструмента, до положения, показанного на фиг.3, максимального угла наклона βmax, и возврат обратно в нулевое положение. За одно колебательное движение инструмента головка переместится со скоростью So в продольном направлении на величину шага t винтовой поверхности.
Колебательный угол наклона головки с инструментом определяется по формуле:
где d - диаметр винтовой поверхности, мм;
Dи - диаметр режущего инструмента фрезы, мм;
h - расстояние между вершиной и впадиной обрабатываемой винтовой поверхности, мм.
Таким образом, при обкате инструментом поверхности винта образуется эксцентричная винтовая поверхность с высотой профиля h, определяемой расстоянием между наиболее удаленной и наиболее приближенной по отношению к оси заготовки точками режущей кромки инструмента, а формирование винтовой поверхности заготовки осуществляется фрезерованием цилиндрической фрезой.
Предлагаемое устройство предназначено для обработки винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной винтовых насосов. Для образования винтовой поверхности режущему инструменту сообщают прямолинейное движение осевой подачи вдоль оси винта в направлении захода витка, причем величину подачи выбирают равной шагу винта за один оборот заготовки.
Предлагаемое устройство позволяет в полной мере использовать преимущества многолезвийной обработки при нарезании рабочих поверхностей винтов винтовых насосов. Реализуется принцип разделения снимаемого припуска на зуб инструмента и облегчается деление стружки. Способ обеспечивает регулирование угла наклона режущей кромки инструмента относительно обрабатываемой поверхности.
Достоинством предлагаемого устройства для обработки винтов винтовых насосов является высокая производительность обработки, которая связана с высокой стойкостью многозубого инструмента и возможностью достижения высоких скоростей резания.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр d поперечного сечения винта - ⊘27-0,05 мм, наружный диаметр заготовки D=30,3 мм, высота профиля h=1,65 мм, шаг t=28±0,01 мм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса 5,8 кг. Обработка производилась на модернизированном токарном станке мод. 16К20 при помощи колебательной головки, обеспечивающей регулирование угла наклона инструментального шпинделя относительно оси обката. Инструмент - фреза концевая ГОСТ 17026-71, наружный диаметр - 25 мм, число зубьев z=4, материал - сталь быстрорежущая Р6М5 ГОСТ 19265-73, угол наклона осциллирующей оси ускорительной головки - 15°18'.
Частота вращения инструментального шпинделя nи=250 об/мин, осциллирующая подача инструмента Sи=2,16 об/мин, круговая подача заготовки Sз=2 об/мин, подача инструмента вдоль оси заготовки на оборот детали So=28 мм/об. Основное время обработки винта составило To=20,3 мин (против  по базовому варианту при нарезании винта резцовой головкой на токарном станке модели 16К20). Полученное снижение основного времени составило ΔTo=18,4 мин.
по базовому варианту при нарезании винта резцовой головкой на токарном станке модели 16К20). Полученное снижение основного времени составило ΔTo=18,4 мин.
При обработке были отмечены благоприятные условия резания, минимальный износ режущей части инструмента, удобство управления процессом обработки.
Благодаря применению предлагаемого устройства улучшилось качество обработанной поверхности за счет более равномерного распределения снимаемого припуска на зуб фрезы и сохранения размерной точности режущей части инструмента вследствие его высокой стойкости. Предлагаемое устройство позволяет интенсифицировать режимы резания и достигать высокой точности. Устройство легко вписывается в автоматический цикл обработки.
Источники информации
1. Винтовые насосы. Д.Ф.Балденко, М.Г.Бидман, В.Л.Калишевский и др. - М.: Машиностроение, 1982. - С.122-123, рис.73.
2. Патент РФ 2209129, МПК7 B23C 3/00, B23G 1/32. Способ обработки винтов геротоных винтовых насосов. Клевцов И.П., Брусов С.И., Тарапанов А.С., Харламов Г.А. Заявка 2001135579/02; 21.12.2001; 27.07.2003. Бюл. №21 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ С БОЛЬШИМ ШАГОМ И МАЛЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРШИНОЙ И ВПАДИНОЙ | 2005 |
|
RU2298458C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ С БОЛЬШИМ ШАГОМ И МАЛЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРШИНОЙ И ВПАДИНОЙ | 2005 |
|
RU2307725C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
Изобретение относится к области технологии машиностроения, обработке винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной для винтовых насосов. Устройство содержит шпиндель с режущим инструментом. Для расширения технологический возможностей режущий инструмент выполнен в виде цилиндрической фрезы, установленной в колебательной головке под углом, соответствующим углу наклона винтовой линии, и имеющей индивидуальный привод главного движения резания, соответствующего вращению инструмента. При этом головка с инструментом дополнительно имеет возможность колебательного движения, кинематически связанного и согласованного с вращением заготовки, относительно колебательной оси, перпендикулярной и проходящей через ось инструмента в точке ее пересечения с плоскостью, содержащей ось заготовки и перпендикуляр, соединяющий оси заготовки и инструмента при нулевом колебательном угле. При этом максимальный колебательный угол определен по приведенной формуле. 3 ил.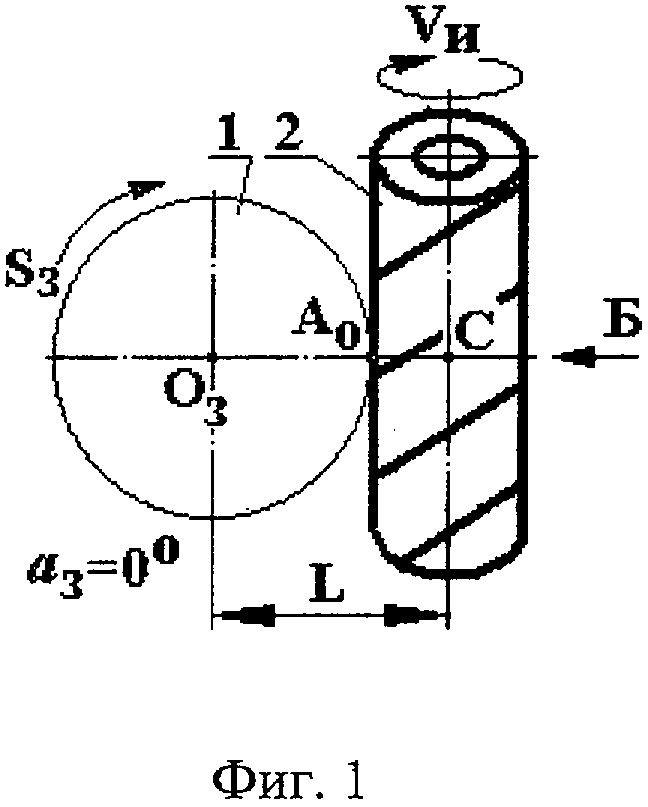
Устройство для фрезерования винтов с круглой винтовой поверхностью с большим шагом и малым расстоянием между вершиной и впадиной, содержащее шпиндель с режущим инструментом, отличающееся тем, что режущий инструмент выполнен в виде цилиндрической фрезы, установленной в колебательной головке под углом, соответствующим углу наклона винтовой линии, и имеющей индивидуальный привод главного движения резания, соответствующего вращению инструмента, при этом головка с инструментом дополнительно имеет возможность колебательного движения, кинематически связанного и согласованного с вращением заготовки, относительно колебательной оси, перпендикулярной и проходящей через ось инструмента в точке ее пересечения с плоскостью, содержащей ось заготовки и перпендикуляр, соединяющий оси заготовки и инструмента при нулевом колебательном угле, при этом максимальный колебательный угол βmax определен по формуле
где d - диаметр винтовой поверхности, мм;
Du - диаметр режущего инструмента фрезы, мм;
h - расстояние между вершиной и впадиной обрабатываемой винтовой поверхности, мм.
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Способ обработки винтовой канавки | 1981 |
|
SU1041236A1 |
| Способ нарезания спиральных канавок | 1989 |
|
SU1741981A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

