(54) ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| Установка для высокочастотной обработки | 1974 |
|
SU518307A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU335890A1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Индуктор для высокочастотной сварки | 1977 |
|
SU625869A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| Устройство для высокочастотной сварки ферромагнитных труб | 1981 |
|
SU967733A1 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
1
Изобретение относится к высокочастотной сварке металлических изделий по отбортованным кромкам и может быть использовано, например, при сварке труб с трубными досками охладителей масляных трансформаторов, при производстве теплообменных аппаратов в химической промышленности и других отраслях.
Известны индукторы для индукционного нагрева при сварке и термообработке металлических изделий, с внутренней полостью, в которую подается охлаждающая жидкость 1.
Индукторы современных нагревательных установок часто весьма дорогостоящие устройства. Для облегчения изготовления элементов индуктора они должны иметь по возможности простую форму. Для уменьшения отходов цветных металлов механическая обработка должна быть сведена к минимуму. Самыми слабыми являются паяные места, в особенности на трубках.
Недостатком известных индукторов является то, что из-за громоздской системы охлаждения, связанной с подводом и отводом охлаждающей воды, их трудно применять при сварке изделий с близко расположенными контурами сварки, когда целесообразно применение группы индукторов, например, при вварке труб в трубные доски теплообменных аппаратов. При последовательном охлаждении группы индукторов, - когда система штуцеров и шлангов для подвода охлаждающей воды может быть выполнена значительно компактней, чем при параллельном охлаждении, требуется значительное повышение давления на входе охлаждающей воды и понижение ее начальной температуры, с тем, чтобы предотвратить образование паровых пробок водоохлаждающих каналов индукторов при его нагреве. При образовании паровых пробок из-за вскипания воды происходит запирание водоохлаждающего канала, и индуктор может расплавиться по местам пайки или по участкам с наибольшей плотностью тока. Цель изобретения - повышение надежности работы индуктора, увеличение срока службы, удешевление его изготовления и
удобство в эксплуатации.
С этой целью индуктор- выполнен с полостью в виде незамкнутого канала, концы которого расположены на разных уровнях, в охлаждающей жидкости.
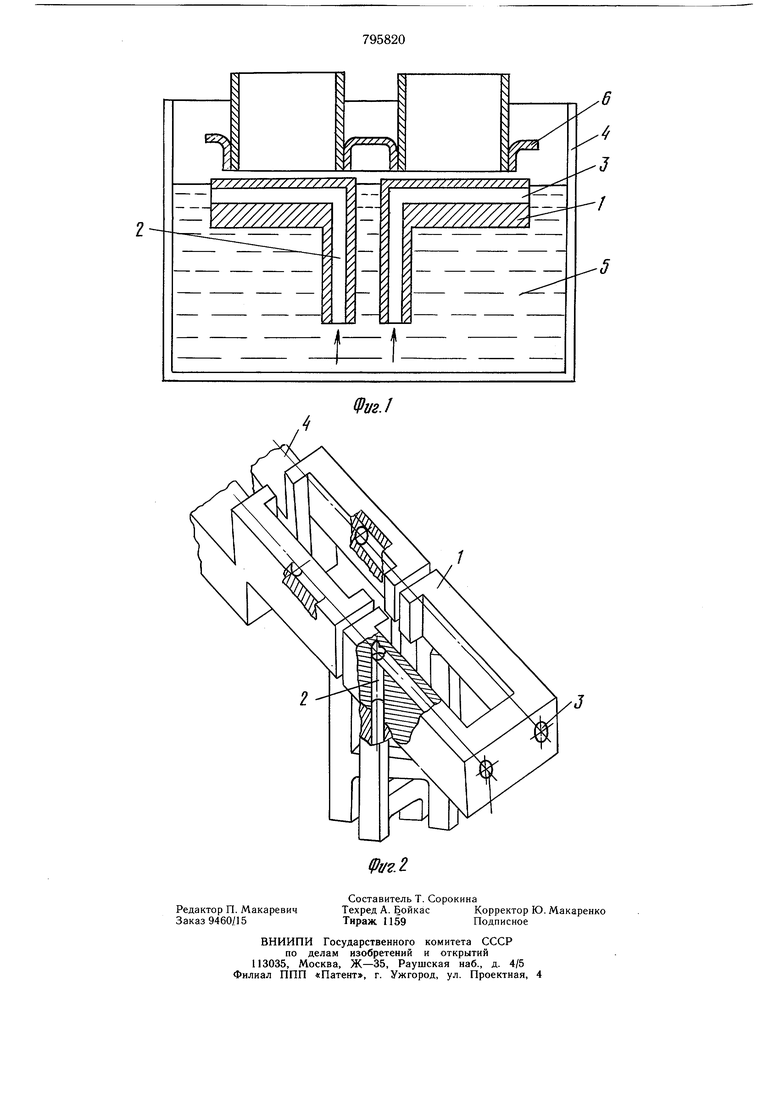
На фиг. 1 представлен индуктор для сварки с элементом теплообменного аппарата, поперечный разрез; на фиг. 2 - эскиз индуктора в аксонометрической проекции.
Индуктирующий провод 1 выполнен в виде прямоугольного витка по наружному периметру с полостью для охлаждения в виде незамкнутого канала, состоящего из двух ветвей 2 и 3, помещенного в ванну 4 с маслом 5, при этом концы каналов расположены на разных уровнях. Свариваемые кромки 6 трубы и трубной доски расположены над индуктором.
Устройство работает следующим образом.
При пропускании высокочастотного тока по индуктору 1 в свариваемых кромках наводится индукционный ток, под действием которого кромки нагреваются и оплавляются. В этот момент сварочный ток выключается, и металл, образует сварное соединение 6. Во время прохождения тока по индуктору он нагревается преимущественно по стороне, обращенной к свариваемым кромкам, из-за наибольшей плотности тока по этой стороне вследствие эффекта близости. В ветви 3 канала, расположенной вдоль этой стороны, масло нагревается и, расширяясь, выталкивается из него, через ветвь 2 засасываются новые порции масла. Так продолжается до тех пор, пока существует разница температур масла в ветвях канала, расположенных на разных уровнях в масле.
При постановке опытов было замечено, что охлаждение индуктора эффективнее, когда ветвь 3 погружена в масло, чем когда она находится над поверхностью масла, и чем больще разница уровней между ветвями канала, тем интенсивнее циркуляция масла внутри индуктора.
Виток индуктирующего проводника индуктора изготавливается прямоугольной формы по наружному периметру, внутренний же контур витка, как правило, повторяет контур свариваемых кромок изделия.
В теле витка вдоль его наружных кромок сверлятся ветви 3 канала, а перпендикулярно им сверлятся ветви 2 канала так, чтобы в рабочем положении индуктора их входы были обращены к дну ванны с маслом. В целях экономии цветных металлов, ветви 2 канала следует выполнять в виде патрубков с резьбовым соединением к витку, герметичное соединение в этом случае необязательно.
При изготовлении такого индуктора отпадает ряд ручных операций, связанных с изготовлением замкнутых герметичных каналов охлаждения в теле индуктора, уменьшается объем пайки, а, следовательно, повышается точность изготовления индуктора, и надежность работы. Отпадает необходимость напайки трубки для охлаждения и щтуцеров для шлангов. Такие индукторы удобно компановать в блоки в случае использования группы индукторов. Отсутствие щлангов облегчает замену индуктора в блоке индукторов.
Так как предложенный индуктор охлаждается маслом, то исключено его отпотевание, что в свою очередь уменьшает вероятность электрического пробоя между индуктором и кромками свариваемых изделий. Масло не образует паровых пробок в охлаждающих каналах.
Экономический эффект от использования данного индуктора может быть подсчитан при сравнении трудоемкости его изготовления по сравнению с изготовлением аналогичного индуктора с водяным охлаждением и при сравнении сроков службы.
Формула изобретения
Индуктор для высокочастотной сварки с внутренней полостью, в которую подается охлаждающая жидкoctь, отличающийся тем, что, с целью повыщения надежности работы индуктора, увеличения его срока службы, а также удешевления его изготовления, внутренняя полость выполнена в виде незамкнутого канала, концы которого расположены на разных уровнях в охлаждающей жидкости.
Источники информации, принятые во внимание при экспертизе 1. Слухацкий А. Е. Рыскин С. Е. Индукторы для индукционного нагрева Л., «Энергия, 1974, с. 119-138, с. 96-97.
