иъ. 1 Изобретение относится к высокочастотной сварке изделий с индукционным подводом тока и может быть использовано для производства прямо (аовных труб с одним или несколькими швами, спиральношовных труб,-профилей. Известны способы высокочастотной сварки, заключающиеся в том, что кромки заготовки сводят под острым углом, нагревают их с помощью тока высокой частоты и осаживают. Подвод тока к свариваемой заготовке осуществляют с помощью индуктора, пред ставляющего собой катушку, выполненную из одного или нескольких витков и охватывающего предназначен ную для сварки трубную заготовку. Ток, индуктированный в теле трубной заготовки описанным индуктором, протекает по свариваемым кромкам, замыкаясь через точку их схождения и по периметру трубной заготовки Cll Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ сварки, заклю саквдийся в том, что кромки заготовки сводят под углом, нагревают их с помощью индуктора, индуктирующие витки катушки которого располагают нормально оси заготовки, и сдавливают. Катушку индуктора для осуществления этого способа наматывают вокруг магнитопровода, длина которого в 3-5 раз больше длины катушки. Индуктор располагают обычно внутри трубной заготовки, при этом индуктирующие витки катушк индуктора нормальны оси сварного шва. К источнику питания катушка по ключается с помощью токоподводов, расположенных бифилярно вдоль катуш Ток, наведенный в трубной загото ке, протекает по свариваемым кромка и замыкается по периметру трубной заготовки. При сварке труб большог диаметра длина пути замыкания тока достаточно велика по сравнению с длиной кромок, что вызывает значительные непроизводительные потери энергии в теле трубной заготовки. . При сварке многошовных труб, например двухшовных, когда сварка производится одновременно в одном свароч ном узле двумя -индукторами, питающи мися каждый от своего преобразовате устанавливаются общие пути протекания тока, что вызывает взаимное влияние индукторов друг на друга, а это приводит к колебаниям напряжения на индукторах и к снижению качества сварного соединения. ,Целью изобретения является повышение эффективности процесса сварки путем уменьшения тока, замыкающегося по периметру свариваемой трубы. Указанная цель достигается за счет того, что согласно способу высокочастотной сварки труб, при котором кромки заготовки сводят под углом, нагревают их с помощью индуктирукщие витки катушки которого располагают нормально оси заготовки, и сдавливают, токоподводы к катушке индуктора располагают вокруг катушки в виде петли, охватывающей точку сварки. По катушке индуктора и петле токоподводов пропускают токи, наводящие в теле трубной заготовки совпадающие по направлению магнитные потоки. На фиг. 1 представлен индуктор для осуществления способа, общий вид, и схема расположения его относительно свариваемой трубы; на фиг.2раЗрез А-А на фиг.1. Индуктор состоит из магнитопровода 1, вокруг которого навита обмотка катушки 2 из медной водоохлаждаемой трубки. Магнитопровод 1 располагают под свариваемыми кромками 3 внутри трубы 4 (если сварка производится внутренним индуктором) таким образом, что передний торец 5 магнитопровода 1 находится в непосредственной близости от точки 6 схождения кромок. Токоподводы к катушке 2 образуют петлю от выводов 7 и 8 индуктора до места подсоединения их к катушке. Точка сварки (точка 6 схождения кромок) находится внутри контура этой петли. Проводники 9,10 и 11 петли располагаются вблизр поверхности трубы 4 с зазором, приблизительно равным зазору между катушкой 2 индуктора и кромками 3, или несколько большим, а ширина а индуктирующих проводников 9,10 и 11 петли больше ширины 6 индуктирующих проводников катушки 2 в 1,2-2 раза. Подсоединение индуктора к источнику питания осуществляется с помощью выводов 7 и 8, проведенньж через щель между кромками 3 труба 4. Длина токоподводов к катушке от ее торца, обреаденного к точке сварки, до поворота петли составляет двачетыре расстояния от торца катушки до точки схождения кромок, длина токоподоводов с противоположной стороны катушки выбирается, исходя из конструктивных соображений (возможности вывода токоподводов через щель между кромками). Ток, наведенный индуктором в трубе 4, протекает по кромкам 3 в направлении, показанном стрелками 12 и 13, замыкаясь через точку их схождения 6, и дгшее по поверхности трубы 4, повторяя обводы контура петли, образованной токоподводами, к катушке 2 - в направлении, показанном стрелкг1ми 14, 15 и 16. Направление тока в катушке
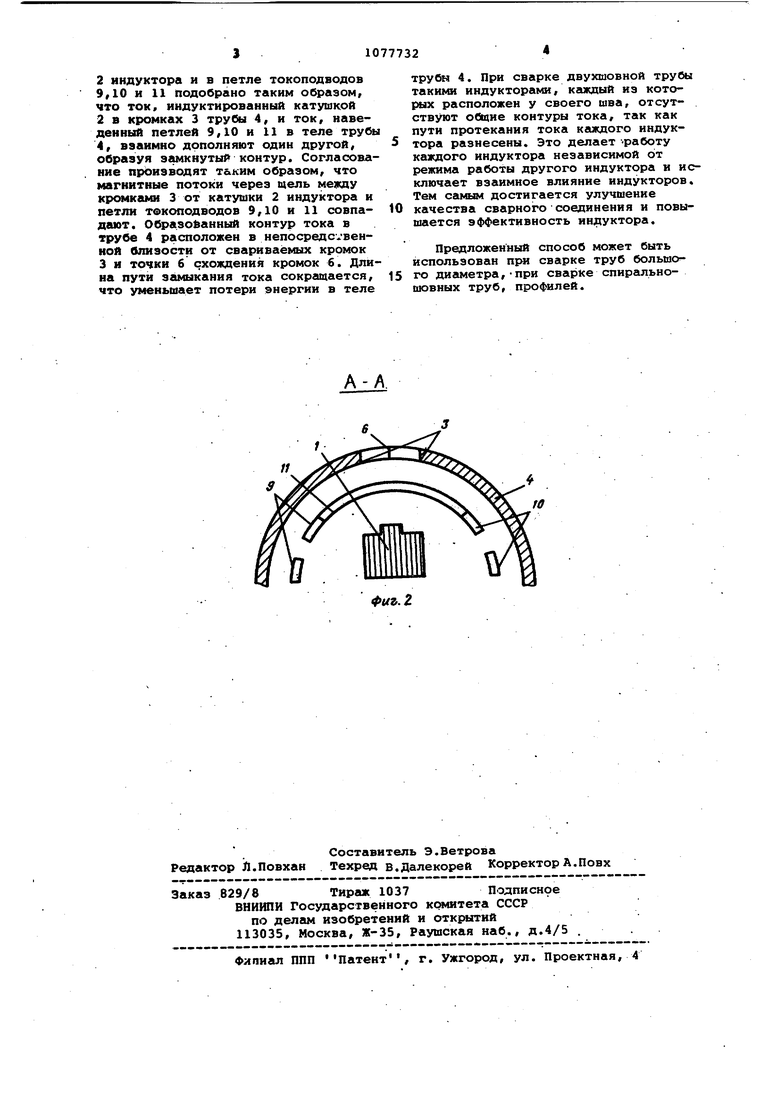
2 индуктора и в петле токоподводов 9,10 и 11 подобрано такнм образом, что ток, индуктированный катушкой
2в кромках 3 трубы 4, и ток, наведенный петлей 9,10 и 11 в теле трубы 4, взаимно дополняют один другой, образуя замкнутый контур. Согласование прЬизводят т&ким образом, что магнитные потоки через щель между кромками 3 от катушки 2 индуктора и петли токоподводов 9,10 и 11 сювпадают. Образованный контур тока в трубе 4 расположен в непосредсувениой близости от свариваемых кромок
3и точки 6 схождения кромок 6. Длина пути замыкания тока сокращается, что уменьшает потери энергии в теле
трубн 4. При сварке двухшовной трубы такими индукторами, кгикдый из которых расположен у своего шва, отсутствуют общие контуры тока, так как путн протекания тока каждого индуктора разнесены. Это делает -работу каждого индуктора независимой от режима работы другого индуктора и исключает взаимное влияние индукторов. Тем самым достигается улучшение
0 качества сварного соединения и повышается зффективность индуктора.
Предложенный способ может быть использован при сварке труб большо5го дигикетра,-при сварке спиральношовных труб, профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU912445A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU774857A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| Устройство для измерения полезной мощности индуктора | 1986 |
|
SU1388814A2 |
| ПЕТЛЕВОЙ ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИТРУБ | 1968 |
|
SU206755A1 |
| Устройство для высокочастотной сварки ферромагнитных труб | 1981 |
|
SU967733A1 |
1. СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ТРУБ, при котором кромки заготовки сводят под углом, нагревают их с помощью индуктора, индуктирующие витки катушки которого располагают нормально оси заготовки, и сдавливают, отличающийся тем, что, с целью повышения эффективности процесса путем уменьшения тока, замыкагацегося по периметру свариваемой трубы, токоподводы к катушке индуктора располагают вокруг катушки в виде петли, охватывшощей точку сварки. 2. Способ по п. 1, отличающийся тем, что,по катушке индуктора и петле токоподводов пропускают токи, наводящие в теле трубной заготовки совпадающие по направлению магнитные потоки. (Л SI J оо tsD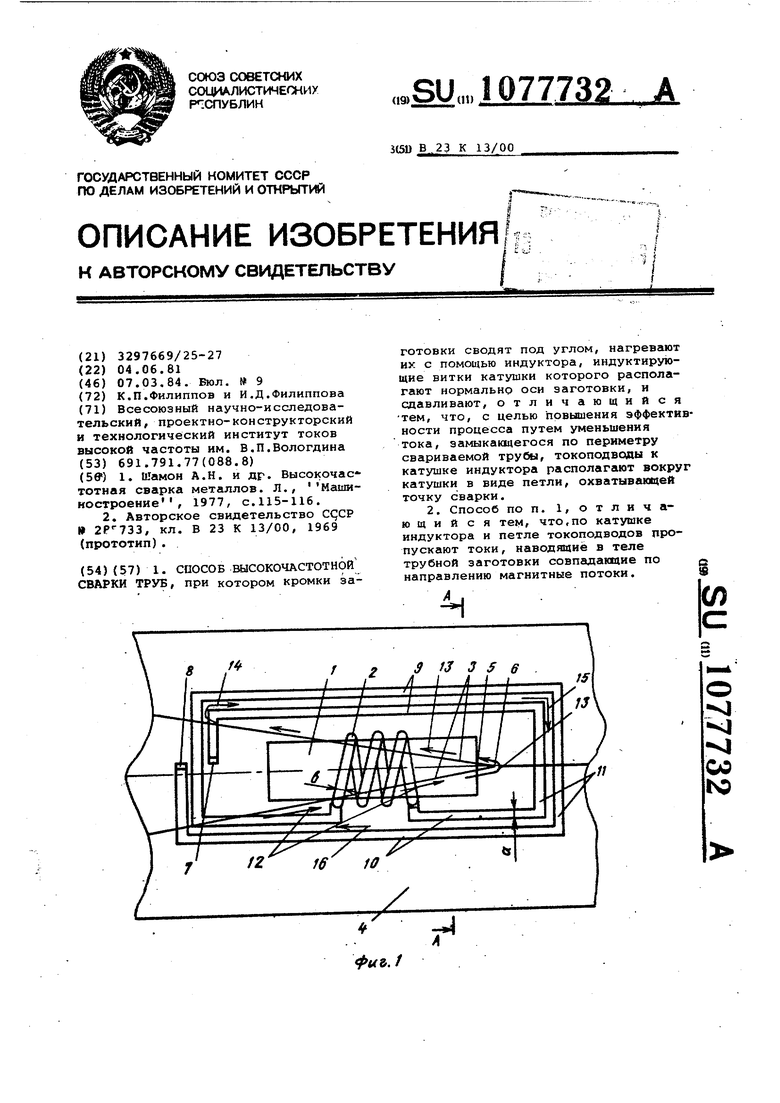
//
Фиъ.2
