Изобретение относится к высокочастотной сварке по кромкам и может быть использовано при сварке металлических изделий из тонколистных .материалов, например хтри сваркемасляных радиаторов для теплообменных аппаратов.
ИзЬестен способ высокочастотной сварки по отбортованным кромкам, заключающийся в нагреве отбортованно части кромок в индукторе до температуры кузнечной сварки .с последующей механической проковкой шва 1. Однако этот способ., нельзя применить при сварке изделий, конструкция которых не позволяет использовать механичеЬкие приспособления для проковки шва.|
Известен также способ высокочастотной сварки по отбортованным кром.кам методом их расплавления с принудительной формовкой шва с помощью высокотемпературных изолирующих материалов 2 .
Этот способ имеет тот же недостаток.
.Наиболее близким к изобретению является способ, заключающийся в том, что свариваемые кромки нагрева,ют в высокочастотном магнитном поле, при этом их перемещают в неподвижном петлевом индукторе, либо индуктор перемещают относительно неподвижных кромок 3. При этом металл кромок разогревают до температуры кузнечной сварки с последующим обжатием роликов, либо нагрев доводят до температуры плавления без механической проковк и шв а.
Способ отличается высокой производительностью, простотой реализации и экономичностью. Однако при сварке без механической фиксации свариваемы кромок, например изделий, имеющих толщину кромок менее 3 мм, возникают термические деформации кромок в процессе сварки, и, следовательно, понижается качество сварного шва.
Цель изобретения - создание способа сварки, позволяющего обеспечить получение высококачественного сварного соединения без применения механических устройств для фиксации свариваемых кромок.
Для этого по предлагаемому способу на каждой из свариваемых деталей на расстоянии от одной до трех толщин листа от торцев кромок выполняют
рельеф с радиусом кривизны не менее одной толщины листа, при этом соотношение напряженности магнитнсэго поля на поверхности рельефов и на кромках должно быть в пределах 0,5-0,9.,
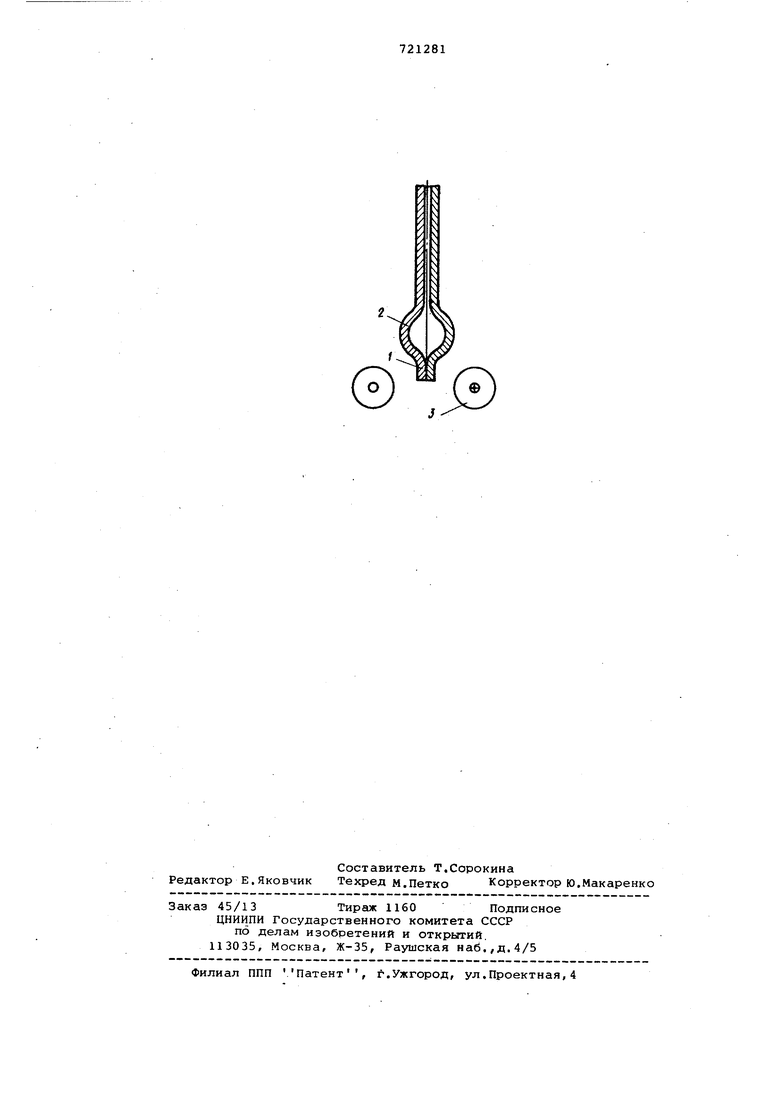
На чертеже изображена схема осуществления предлагаемого способа
Вдоль свариваемых кромок 1 выполнены рельефы 2, которие размещены ,э раздвоенном индуктирукицем проводе 3 по ветвям которого течет ток противоположного направления.
Предложенный способ сварки использует явление термической деформации возникающее при нагреве металлов,. дл сведения и сжатия между собой свариваемых кромок тонколистовых материалов без применения механических устройств .
Сварка осуществляется путем оплавления свариваемых кромок током, индуктируемым высокочастотным магнитным полем, возбуждаемым индуктором, с последующей кристаллизацией расплаленного металла после, отключения ток Одновременно тем же магнитным полем нагреваются и рельефы.
Поскольку из-за поверхностного эффекта плотности индуктируемого в рельефах тока существенно больше на внешних поверхностях, чем на внутренних, то по толщине металла в зоне рельефов создается перепад температур, обеспечивающий термическую деформацию рельефов и сжатие кромок во время сварки.
Рельефы должны выполняться на расстоянии от одной до трех толщин листа от торцов кромок. Отклонение от этого расстояния в ту или иную сторону приводит либо к резкому уменьшению глубины проплавления, рг1ибо к неблагоприятному смещению зоны приложения давления. Уменьше|ние радиуса рельефов до величины, меньшей, толщины материала сваривае;мых деталей, приводит к резкому снижению сварочного давления.
Напряженность магнитного поля на наружной поверхности рельефов не .должна превышать 90% от величины напряженности магнитного поля на торцах свариваемых -кромок, так как это может привести к проплавлению рельефд и нарушению целостности сварного соединения. При снижении этой еличины ниже 50% практически полйО(тыЬ исчезает эффект сжатия кромок.
Напря: енность магнитного поля может варьироваться в указанном диапазоне Ё зависимости от физических характеристик материала свариваемых деталей.
Пример . Производят сварку кольцевых umoB плоских секций маслонаполненных электрорадиаторов. Материал - сталь 08 кг.
Технические параметры и режимы сварки следующие:
Толщина кромок, мм0,8
Диаметр свариваемого отверстия, мм50
Величина заглубления кромок относительно проводников гидроцилиндра, мм 33 Зазор между проводниками, мм 5 Частота тока, кГц . 440 Мощность, кВт 10 Время сварки, с 3 Глубина провара до трех толщин материала. При отсутствии рельефов из-за темической деформации качественного сварного соединения получить не удалось.
Способ (особенно эффективен при сварке изделий из тонколистовых материалов, конструкция которых не позволяет применять механическое фиксирование кромок, например при сварке плоских секций масляных радиаторов между собой.
Способ может быть осуществлен в любом пространственном положении в защитной и восстановительной среде.
Предлагаемый способ позволяет получать высококачественные сварные соединения и характеризуется высокой производительностью и экономичностью.
При сварке предлагаемым способом скорость сварки в 2- раза выше, чем при дуговой и контактной сварке при изготовлении аналогичных изделий, и в десятки раз выше, чем при газовой сварке. При этом способ не требует применения дефицитных материалов.
Формула изобретения Способ сварки плавлением металлических листовых изделий по отбортованным кромкам, включсцощий нагрев в высокочастотном магнитном поле, отличающийся тем, что с целью повышения качества сварного соединения, на каждой из свариваемы деталей выполняют рельеф на расстоянии от одной до трех толщин листа от торцов кромки, радиус кривизны рельефа составляет величину не мене одной толщины листа, а соотношение напряженности магнитного поля на ittbBepxHOcTH рельефа и на свариваемы крстлках устанавливают в пределах 0,5-0,9.
Источники информации. принятые во внимание при экспертизе
1.Патент ФРГ 968733, кл.21 h 29/03, 1956.
2.Патент США 3860778, кл. 219-67, 1975.
3.Патент Франции 1194311,
кл.Н 05 В, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1977 |
|
SU662298A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| Устройство для высокочастотной сварки давлением | 1984 |
|
SU1181827A1 |
| Способ высокочастотной сварки по отбортованным кромкам | 1985 |
|
SU1301610A1 |
| Способ высокочастотной сварки | 1980 |
|
SU912443A1 |
| Индуктор для высокочастотной сварки | 1977 |
|
SU625869A1 |
| Индуктор для высокочастотной сварки | 1990 |
|
SU1803288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВЫХ КОНСТРУКЦИЙ ИЗ МОЛИБДЕНА ИЛИ ЕГО СПЛАВОВ | 2013 |
|
RU2544763C2 |
| Устройство для высокочастотной сварки давлением | 1978 |
|
SU874291A2 |