Поставленная цель цосгигается гем, что пакет формируют путем намотки полосы углеродной ткани ребром на заготовку корпуса коллектора, а опресхзовку производят в аксиальном направлении.
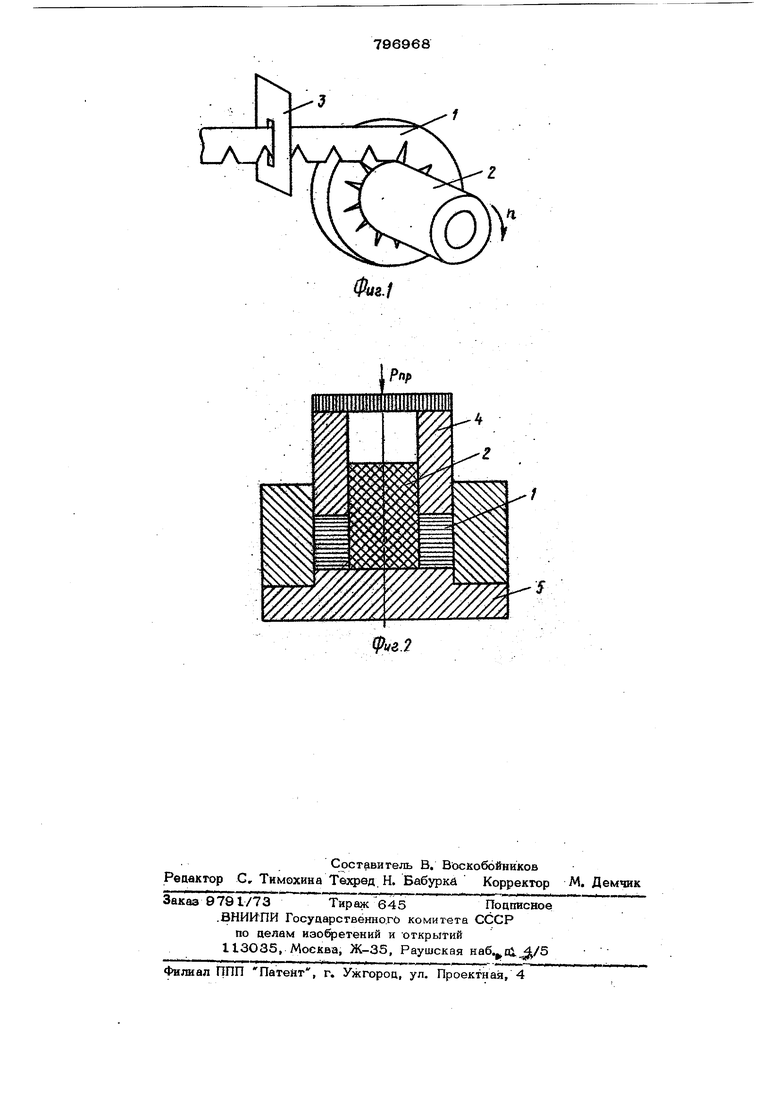
На фиг. 1 схематически показан процесс намотки углеродной ткани на заготовку корпуса коллектора; на фаг, 2 пресс-форма для опрессовкк пакета коллектора.
Способ изготовления коллектора , электрической машиоы осущ&ствлгется слюдукшшм сказом.
Нецрерхйвная полоса, оропитаннва цр0мвнвс}ргави 1еским связукшим, угл юдвой ткани 1 ггодается на вращающуюся заготовку KOpigrca кодлектор а 2. Ориентахшя в треб гемом наставленив, а именно ребром, осуш0стваяется ops наставляющих 3, Цяя уаовства накютки и нолучеша ршаомервоЗ лщвны DO высоте пакета солаёЕтора z шэдосе ткани с внутр анев сторовы зыаооАзиют треугольные выреам, Для получения )3 ояины раб1эчей оов хносга коллектора необкойимо наьютать соответствукхцее Фсло 19ткрв полосы углеродное ткани.
После накю11К8 полосы Щ)Овэвопят оарессовку в аксиальном направлении; пакета коллектора, причем усилие прессования приклафшается то/ько к у1гщроа нов tKaiffl, Пресссмваше между {юшшжным 4 и вепо11внжным 5 пуан тфи павлевни 200 ат. и темпе ратуре i80 С, В | цессе прессования {фоисходит пояямервавзхяя связующего, что обеспевдвает мсхвоюпяость и меха-ни ескую прочмость ak самош пакета
коллектора, тдк и его соединения с заготовкой корпуса.
После прессования гфоизводят механическую офаботку. Формируют тре емое количество ламелей коллектора путем 4резерования пазов на глубину, не менее, чем ширина полосы углеродноЗ ткани.
Изофетение позволяет упростать тежнологию изготовления коллекторе на основе углеродных волокнистых .мате- риалов и отходы углеродной ткана за счет формирования коллектора (хутем намотки углеродной ткани
ребром на заготовку корпуса коллектора.
Формула изОбретения
Способ изготовления коллекторов электрическихмашин, заключакшшйся в том, что коллекторный пакет формирзлют из tspomfs№ao& связующим полось углеродной ткани, прессуют и нагревают до полвмериз апнн св ззу1ошего и производят механическую о% аб6тку, о т л ичаюшййся тем, что, с целью уп юшешЕя технологии изготовления, уменьшения отходов углеродной ткани,
п№ет формируют путем намотки полосы угтароиной ткшй на заготовку корпуса коллектора а огфессовку произ-, водят в а1ЕсйаА ном на1фавлении Источншси шформааии,
npyi&afwe во внимание при экспертизе
1.Авторское свидетельство СССР , 6 613431,кл, Н 01 R 43/06, 1978.
2.AsTc JCisoe свидетельство СССР по заявке М 2649676/24-07,
кл. Н O1R 43/06, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцового коллектора электрической машины | 1980 |
|
SU951513A1 |
| Способ изготовления коллектора электрической машины | 1978 |
|
SU716095A1 |
| Коллектор электрической машины | 1979 |
|
SU881914A1 |
| Коллектор электрической машины | 1979 |
|
SU796966A1 |
| Коллектор электрической машины и способ его изготовления | 1977 |
|
SU989631A1 |
| Способ изготовления коллекторов электрических машин | 1976 |
|
SU613431A1 |
| Торцовый коллектор электрической машины | 1980 |
|
SU951508A1 |
| Коллектор электрической машины | 1977 |
|
SU674133A1 |
| Композиционный материал для коллекторов электрических машин | 1977 |
|
SU670993A1 |
| Композиционный материал для изготовления коллекторов электрических машин | 1980 |
|
SU945931A1 |
IPnf
