(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления железобетонных изделий с декоративным слоем | 1988 |
|
SU1653976A1 |
| ДВУСЛОЙНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И БЕТОНЫ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2017908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2021147C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2311298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО БЛОКА | 2009 |
|
RU2401367C1 |
| Способ изготовления строительныхэлЕМЕНТОВ | 1979 |
|
SU835996A2 |
| Способ изготовления бетонных декоративных изделий | 1975 |
|
SU654585A1 |
| Способ изготовления бетонных изделий | 1981 |
|
SU1051050A1 |
| Способ изготовления строительных изделий | 1973 |
|
SU481579A1 |
| Способ изготовления бетонных декоративных изделий | 1976 |
|
SU643339A1 |
I
Изобретение относится к промышленности сборного железобетона, в частности к способам изготовления изделий с декоративной отделкой.
Известен способ изготовления н1зруж- ных стеновых панелей с декоративной отделкой методом формования лицом вниз при котором на дно формы насыпают под- стилающий слой из мелкого песка, на который укладывают крошку или щебень из декоративного материала с таким расчетом, чтобы нижняя часть декоративного материала погружалась в подстилающий слой. Остальную часть формы заполняют бетонной смесью. После затвердевания и расформовки изделия на лииевой поверхности панели обнажается декоративная крошка или щебень, при формовании заглубленные в подстилающий слой песка pLj
Недостатком известного способа является плохое сцепление цементного камня с частицами фактурного слоя.
Наиболее близким техническим решением является способ изготовления стро-
ительных изделий, включающий укладку в форму фактурного слоя из дробленого материала на подстилающий слой песка, нанесение латексного покрытия, заливку бетонной Смеси, вибрирования ее и последующую термообработку изделия 2.
Недостатком известного способа является то, что отдельные частицы декоративного материала плохо сцепляются с цементным камнем бетона и выпадают из него в прсщессе эксплуатации здания. Помимо этого фактурный слой обладает низкой морозостойкостью из-за применения бетонов повышенной подвижности.
Цепь изобретения - повышение плотности фактурного слоя и улучшение сцепления его частиц с цементным камнем.
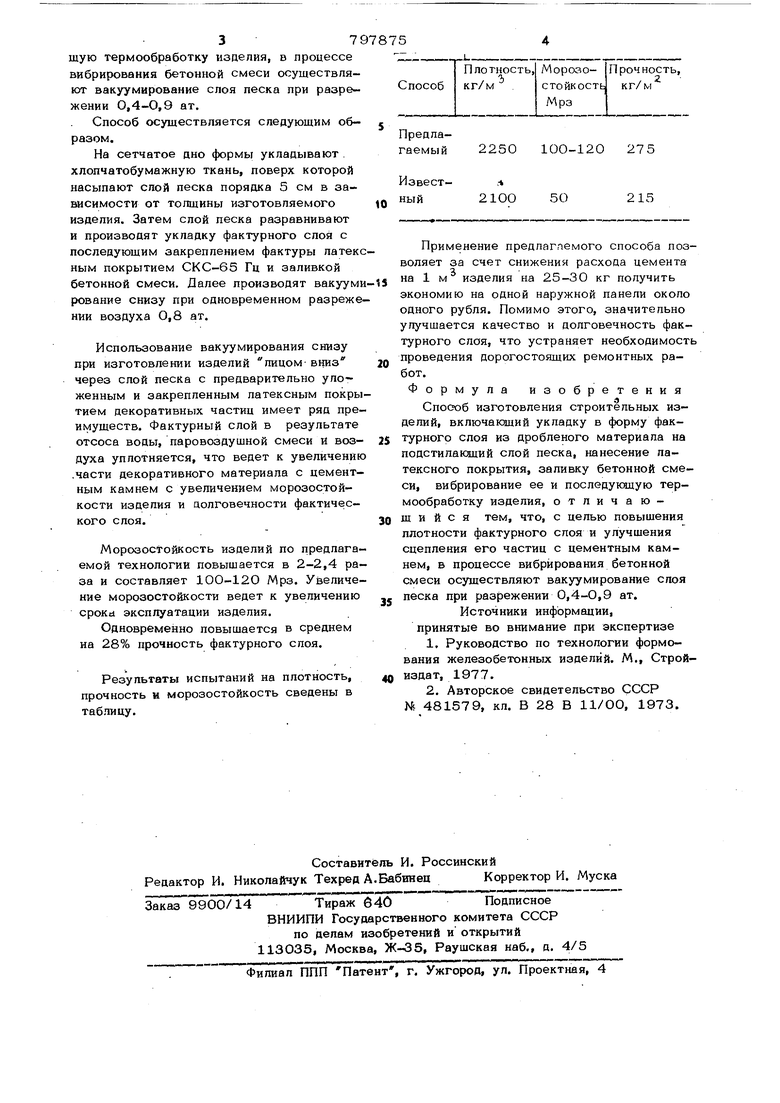
Указанная цель достигается тем, что согласно способу изготовления строительных изделий, включающему укладку в форму фактурного слоя из дробленого материала на подстилающий слой necKia, нанесение латексного покрытия, заливку бетонной смеси, вибрирование ее и последую37шую термообработку изделия, в процессе вибрирования бетонной смеси осуществляют вакуумирование слоя песка при разрежении 0,4-О,9 ат. Способ осуществляется следующим образом. На сетчатое дно формы укладывают . хлопчатобумажную ткань, поверх которой насыпают слой песка порядка 5 см в зависимости от толщины изготовляемого изделия. Затем слой песка разравнивают и производят укладку фактурного слоя с последующим закреплением фактуры латек ным покрытием СКС-65 Гц и заливкой бетонной смеси. Далее производят вакуум рование снизу при одновременном разреже нии воздуха 0,8 ат. Использование вакуумирования снизу при изготовлении изделий лицом- вниз через слой песка с предварительно уложенным и закрепленным латексным покры тием декоративных частиц имеет ряд преимуществ. Фактурный слой в результате отсоса воды, паровоздушной смеси и воздуха уплотняется, что ведет к увеличению .части декоративного материала с цементным камнем с увеличением морозостойкости изделия и долговечности фактического слоя. Морозостойкость изделий по предлагаемой технологии повышается в 2-2,4 раза и составляет 100-120 Мрз. Увеличение морозостойкости ведет к увеличению срока эксплуатации изделия. Одновременно повышается в среднем на 28% прочность фактурного слоя. Результаты испытаний на плотность, прочность н морозостойкость сведены в таблицу. 5 Применение предлагаемого способа позволяет за счет снижения расхода цемента на 1 м изделия на 25-30 кг получить экономию на одной наружной панели около одного рубля. Помимо этого, значительно улучшается качество и долговечность фактурного слоя, что устраняет необходимость проведения дорогостоящих ремонтных работ. Формула изобретения изготовления строительных изделий, включающий укладку в форму фактурного слоя из дробленого материала на подстилающий слой песка, нанесение латексного покрытия, заливку бетонной смеси, вибрирование ее и последующую термообработку изделия, отличающийся тем, что, с целью повышения плотности фактурного слоя и улучщения сцепления его частиц с цементным камнем, в процессе вибрирования бетонной смеси осуществляют вакуумирование слоя песка при разрежении 0,4-0,9 ат. Источники информации, принятые во внимание при экспертизе 1.Руководство по технологии формования железобетонных изделий. М., Стройиздат, 1977. 2.Авторское свидетельство СССР Н 481579, кл. В 28 В 11/00, 1973.
