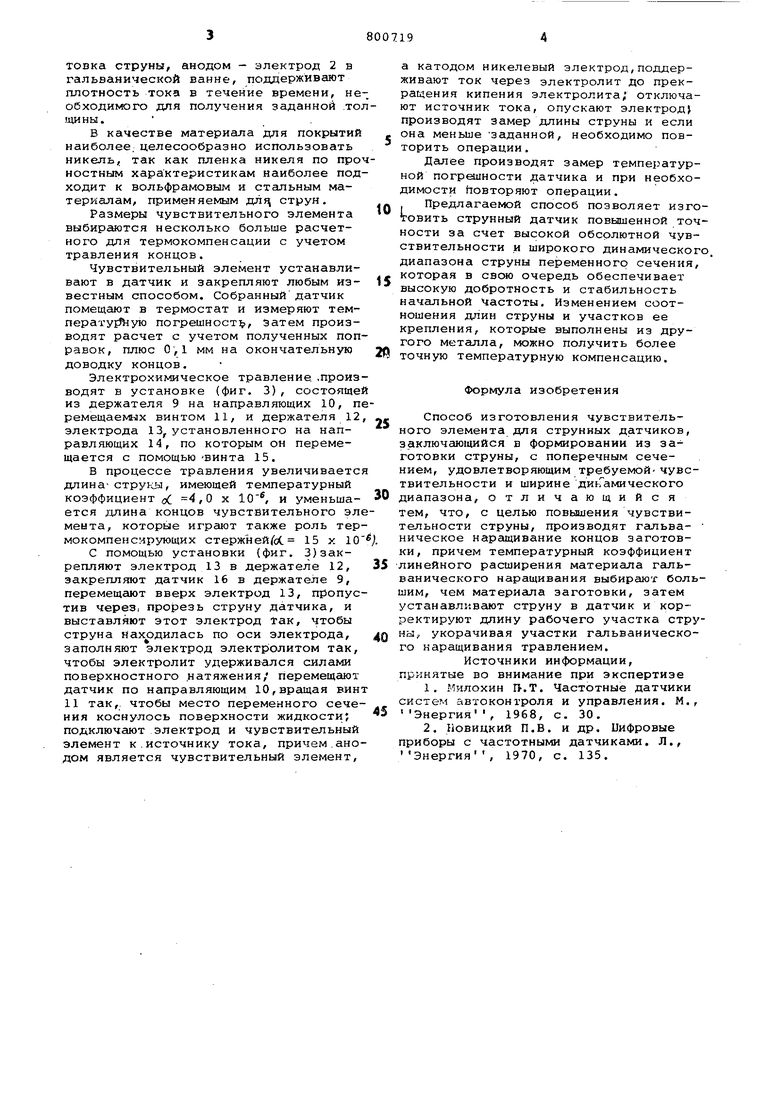
Изобретение относится к приборостроению, а именно к технологии изготовления чувствительных элементов струнных датчиков давления, акселерометров, динамометров и т.д. Известен способ изготовления чувст вительного элемента для струнных датчиков, заключаюпшйся в нарезании эаго товки из проволоки или ленты, полученной волочением или прокаткой , не обеспечивает Tpe6yevBbix метролг гических характеристик 1J. Наиболее близким по технической сущности к предлагаемому является способ изготовления чувствительного элемента для струнных датчиков,заключающийся в формировании из заготовки струны с поперечным сечением, удов летворяющим требуемой чувствительности и ширине динамического диапазона К недостаткам известного способа относится низкая чувствительностьг струны. Цель изобретения - повышение чувст витальности струны. Указанная цель достигается тем, что производят гальганическое наращи вание концов заготовки, причем темпе-ратурный коэффициент линейного расширения материала гальванического наращивания больше, чем материала заготовки, затем устанавливают струну в датчике и корректируют длину рабочего участка струны, укорачивая участки гальванического наращивания травлением. На фиг. 1 показано устройство, реализующее процесс гальванического наращивания концов заготовки; на фиг. 2 - конфигурация чувствительного элемента после гальванического наращивания ; на фиг. 3 - установка для травления. Устройство для гальванического наращивания содержит гальваническую ванну 1, ,в которой ..находится электрод 2 и электролит 3. Для крепления заготовки 4 служит зажим 5 типа крокодил , который может перемещаться по направляющим 6 с помощью винта 7. С помощью устройства (фиг. 1) закрепляют заготовку 7 зажимом 5, опускают заготовку 4 в гальваническую ванну 1 путем вращения винта 7, при этом производят отсчет глубины погружения по делениям, нанесенным на направляющих 6,подключают электрод 2 к источнику 8 постоянного тока в cлe iyющ й полярности: катодом служит заготовка струны, анодом - электрод 2 в гальванической ванне, поддерживают плотность тока в течение времени, необходимого для получения заданной .тол(ДИНЫ.
в качестве материала для покрытий наиболее, целесообразно использовать никель, так как пленка никеля по прочностным характеристикам наиболее подходит к вольфрамовым и стальным материалам, применяемым дл струн.
Размеры чувствительного элемента выбираются несколько больше расчетного для термокомпенсации с учетом травления концов.
Чувствительный элемент устанавливают в датчик и закрепляют любым известным способом. Собранный датчик помещают в термостат и измеряют температу Й1ую погрешност. Затем производят расчет с учетом полученных поправок, плюс С,1 мм на окончательную доводку концов.
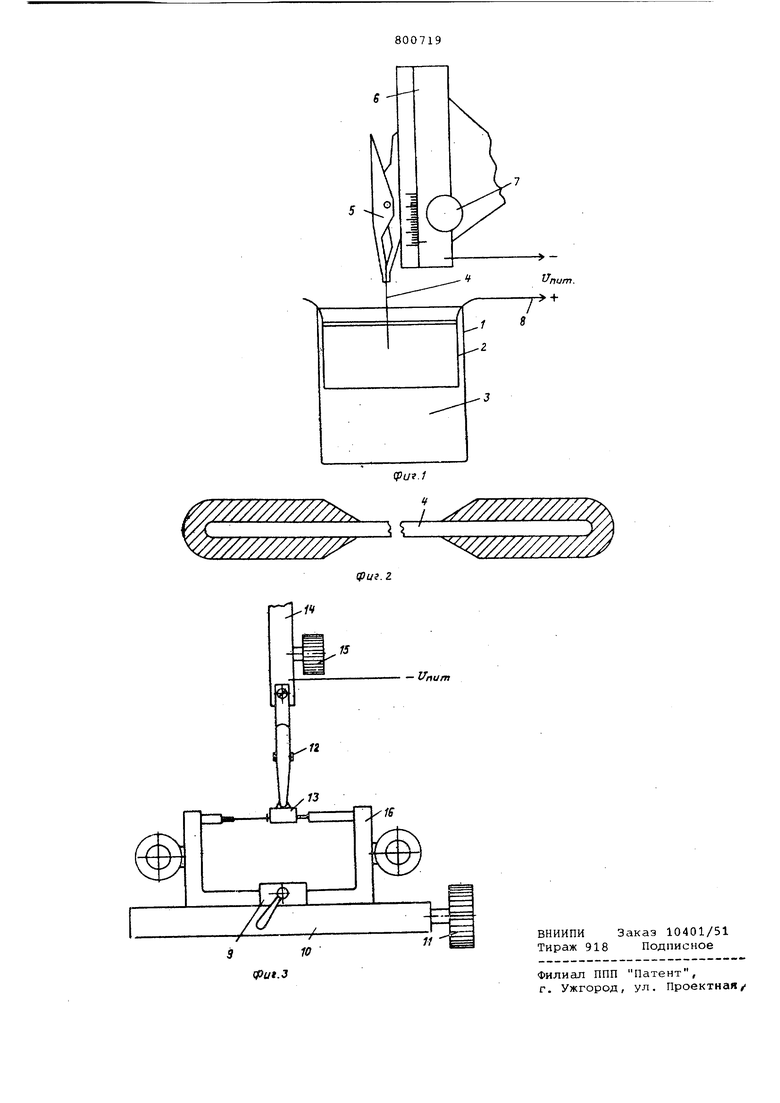
Электрохимическое травление, .производят в установке (фиг. 3), состоящей из держателя 9 на направляющих Ю, перемещаемых винтом 11, и держателя 12, электрода 13, установленного на направляющих 14, по которым он перемещается с помощью ВИНта 15.
В процессе травления увеличивается длина-струки, имеющей температурный коэффициент оС 4,0 х 10, и уменьшается длина концов чувствительного элемента, которые играют также роль термокомпенсирующих стержнейСс. 15 х 10
С помощью установки (фиг. 3)закрепляют электрод 13 в держателе 12, закрепляют датчик 16 в держателе 9, перемещают вверх электрод 13, пропустив через, npojpesb струну датчика, и выставляют этот электрод так, чтобы струна Находилась по оси электрода, заполняют электрод электролитом так, чтобы электролит удерживался силами поверхностного .натяжения/ перемещаиот датчик по направляющим 10,вращая винт 11 так,, чтобы место переменного сечения коснулось поверхности жидкости; подключают электрод и чувствительный элемент к.источнику тока, причем.анодом является чувствительный элемент.
а катодом никелевый электрод,поддерживают ток через электролит до прекращения кипения электролита; отключают источник тока, опускают электрод производят замер длины струны и если она меньше заданной, необходимо повторить операции.
Далее производят замер температурной погрешности датчика и при необходимости повторяют операции. . Предлагаемой способ позволяет изготовить струнный датчик повышенной точности за счет высокой обсолютной чувствительности и широкого динамическог диапазона струны переменного сечения, которая в свою очередь обеспечивает высокую добротность и стабильность начальной частоты. Изменением соотношения длин струны и участков ее крепления, которые выполнены из другого металла, можно получить более точную температурную компенсацию.
Формула изобретения
Способ изготовления чувствительного элемента для струнных датчиков, заключающийся в формировании из заготовки струны, с поперечным сечением, удовлетворяющим требуемой- чувствительности и ширине диьГамического диапазона, отличающийся тем, что, с целью повышения чувствительности струны, производят гальваническое наращивание концов заготовки, причем температурный коэффициент линейного расширения материала ггшьванического наращивания выбирают большим, чем материала заготовки, затем устанавливают струну в датчик и корректируют длину рабочего участка струны, укорачивая участки гальванического наращивания травлением.
Источники информации, принятые во внимание при экспертизе
1.Милохин П-.Т. Частотные датчики систем гчвтоконгроля и управления. М. , Энергия, 1968, с. 30.
2.Новицкий П.В. и др. цифровые приборы с частотными датчиками. Л., Энергия, 1970, с. 135.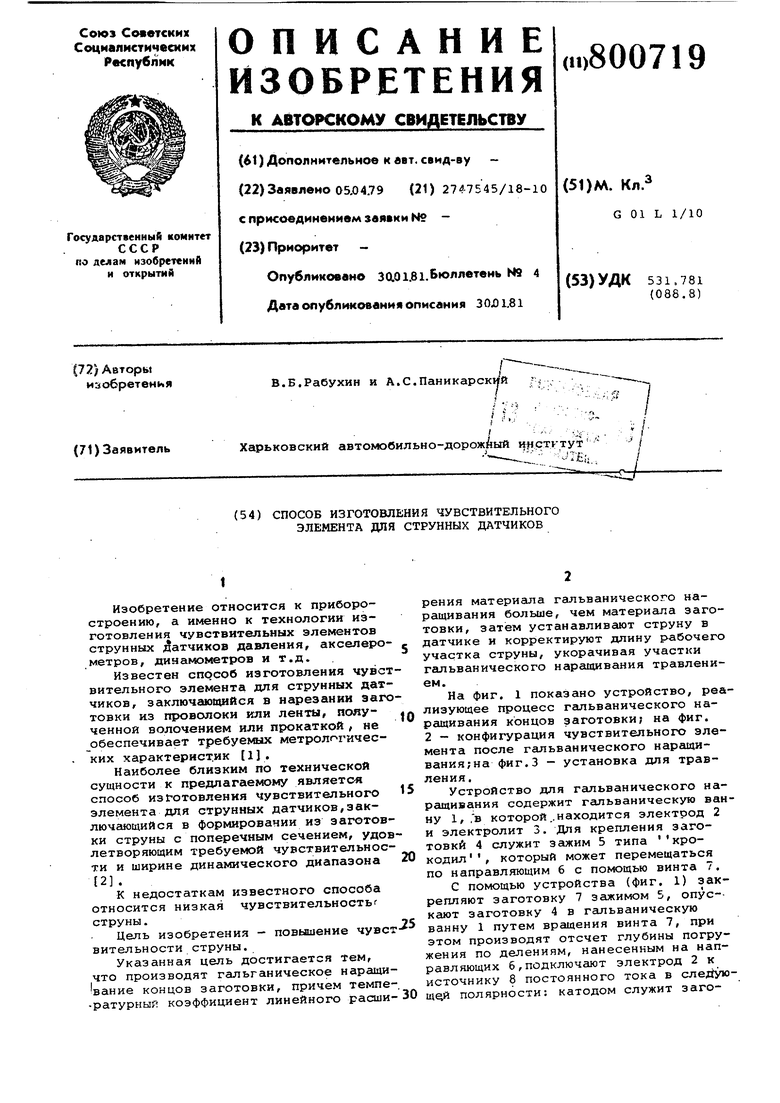
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ С ЭЛЕКТРОПРОВОДНЫМИ ПОКРЫТИЯМИ | 2009 |
|
RU2412428C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПРЕЦИЗИОННЫЕ МЕТАЛЛИЧЕСКИЕ НИТИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2751355C1 |
| Однослойная или многослойная печатная плата и способ ее изготовления | 1990 |
|
SU1816344A3 |
| Способ изготовления струнного чувствительного элемента для частотных датчиков | 1988 |
|
SU1624291A1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ИГЛ ДЛЯ СКАНИРУЮЩЕЙ ТУННЕЛЬНОЙ МИКРОСКОПИИ | 2007 |
|
RU2389033C2 |
| Кассета для гальванической обработки плоских изделий | 1986 |
|
SU1399378A1 |
| СПОСОБ ВЫРАЩИВАНИЯ НИТЕВИДНЫХ МЕТАЛЛИЧЕСКИХ КРИСТАЛЛОВ | 2006 |
|
RU2324772C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ С ЭЛЕКТРОПРОВОДНЫМИ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340867C2 |
| Устройство для исследования свойств металлов и сплавов | 1980 |
|
SU920485A1 |
| Способ изготовления упругого подвеса из кварцевого стекла | 1990 |
|
SU1815251A1 |
W//////////
w//////////
У/7Ут. в
jrz
- //////////A
- Unum
