(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТАНТАНОВОЙ ПЮВОЛОКИ
Поставленная цель достигается тем, что в способе изготовления константановой проволоки, включающем холодное волочеш1е с суммарным обжатием 40-99,9% и промежуточными отжигами на проход, садочный и окончательный отжиг на проход, садочный отжиг проводят./ при температуре 505-530°С, а промежуточный и окончательный отжиги на проход при температуре 905-1200° С при скорости протяжки 510-600 м/мин, при этом волочение на выходной размер перед садочным отжигом осуществляют с обжатием 30-75
Предложенный способ включает следующие операции: холодное волочение со степенью деформации 40-99,9%, промежуточный отжиг на проход - при температуре 905-1200 С, при скорости протяжки 510-600 м/мин, волочение на выходной размер со степенью деформации 30-75%, садочный отжиг при температуре 505-530° С и окончательный отжиг на проход при температуре 905-1200°С при скорости протяжки 510-600 м/мин. Температура и скорость протяжки в указанных диапазонах зависит от диаметра проволоки, а также требуемых электрических и механических свойств.
Получение готовой термокомпенсированной проволоки с относительным удлинением до 40% и требуемым коэффициентом температурного сопротивления в пределах от -150 до -16 и от +8 до +20-10 и сохранением его стабильности во времени при температурах от -50 до +250° С обеспе1швается только при проведении всех операций в ухсазанных режимах. Проволока, полученная по такому способу, гладкая, не имеет завитков, скруток.
Пример осуществления способа.
Проволочную заготовку диаметром 0,5 мм протянули до диаметра 0,03 мм с обжатием 99,64%, затем отожгли в протяжной печи при температуре 910° С и скорости протяжки 600 м/мин, затем протягивали на выходные размеры:
1)до диаметра 0,025 мм с обжатием 30,5% и
2)до диаметра 0,015 мм с обжатием 75% Затем проволоку 0 0,0025 мм подвергали
садочному и окончательному отжигу на проход при разных режимах.
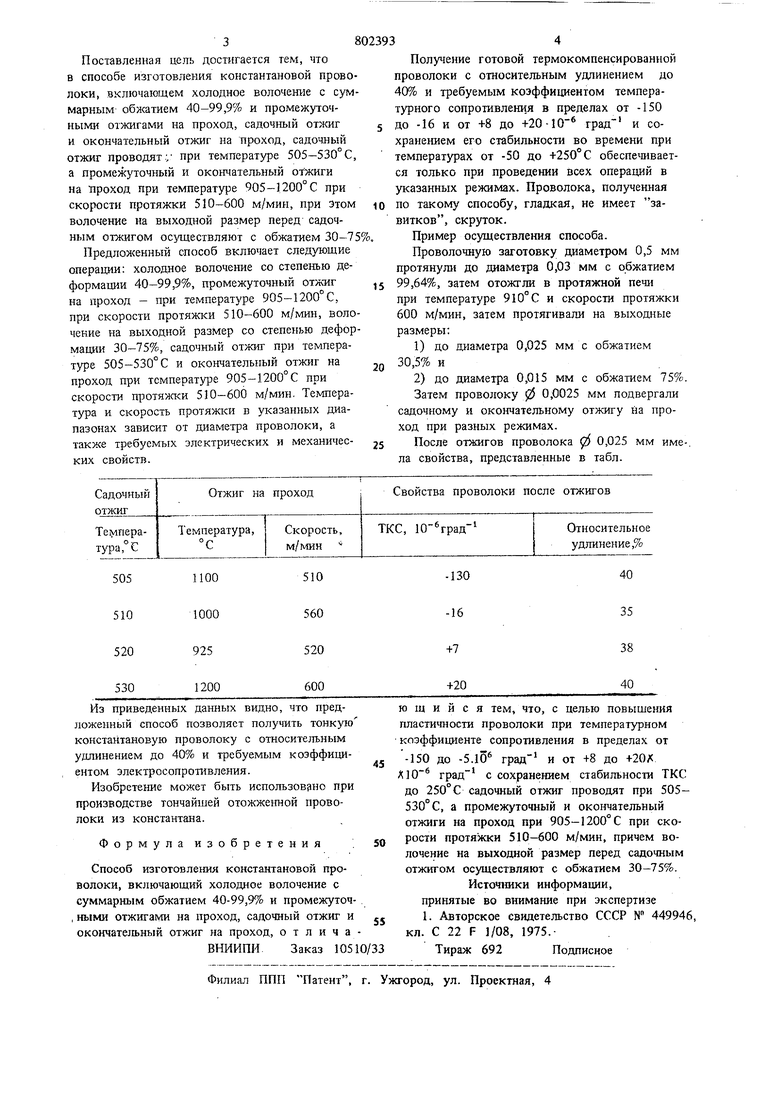
После отжигов проволока 0 0,025 мм имла свойства, представленные в табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления константановой проволоки | 1975 |
|
SU561743A1 |
| Способ термической обработки константановой проволоки | 1975 |
|
SU539965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНКИ ИЗ СПЛАВА ЗОЛОТА | 2004 |
|
RU2295417C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2017 |
|
RU2681038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНКИ ИЗ СПЛАВА ЗОЛОТА | 2004 |
|
RU2268103C1 |
| Способ производства проката | 1986 |
|
SU1404126A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СВИНЦОВЫХ ЛАТУНЕЙ | 2007 |
|
RU2352682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - | 2017 |
|
RU2682071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)- | 2017 |
|
RU2682069C1 |
| ИРИДИЕВЫЙ СПЛАВ С ПРЕВОСХОДНЫМИ ТВЕРДОСТЬЮ, ОБРАБАТЫВАЕМОСТЬЮ И ПРОТИВОЗАГРЯЗНИТЕЛЬНЫМИ СВОЙСТВАМИ | 2008 |
|
RU2422547C1 |
