4ik
4
o
ф
Изобретение относится к черной металлургии, в частности к производству проката из легированной стали для последующей холодной высадки.
Цель изобретения - снижение энергозатрат и повышение технологической пластичности стали.
Катанку диаметром 8,0 чм из стали 16ХСН подвергают ускоренному охлажде нию в потоке полунепрерьшного проволочного стана 260. Скорость прокатки составляла 24,0 м/с. В качестве охладителя используют сплошной поток воды, охлаждение катанки осуществляю со скоростью больше критической ( 1500°С/с) от температуры конца прокатки (1050-1070°С) до 700+20°С. Замер температуры катанки в потоке стана производят радиационным пиро- метром с телескопом ТЕРА-50 (градуировка РК-15). Точность замера ±20°С. При 700+20°С осуществляют смотку катанки в бунт. Сформированный бунт катанки вьщерживают в неохлаждаемой мо талке в течение О, 10, 30, 60, 70 с в каждом опыте соответственно, а затем охлажда ют на конвейере со скоростью 0,5j 1,0; 1,4; 2,0 2,5°С/с, при зтом на каждые 10 с увеличения выдержки от ее минимального значения скорость охлаждения увеличивают от минимальной величины на 0,15- 0 , т.е. минимальной вьщержке соответствует наименьшая скорость охлаждения от температуры смотки катанки в бунт до температуры окончани перлитного превращения, максимальной максимальная, промежуточные значения варьируют.
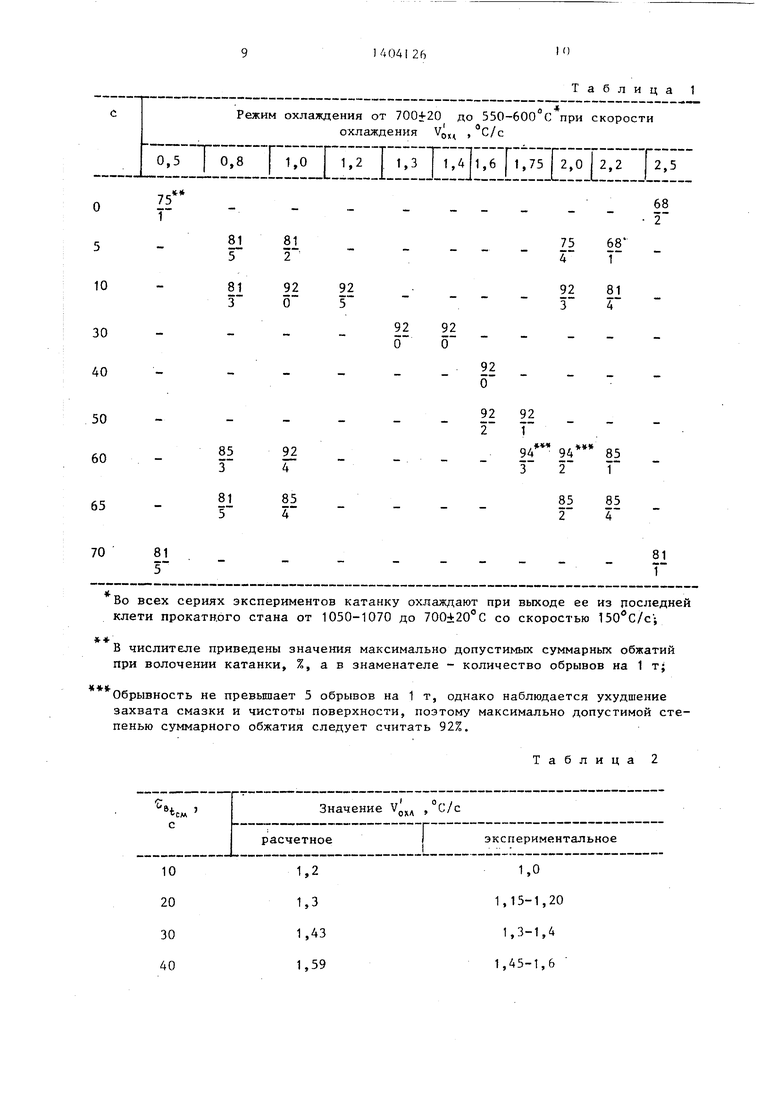
В табл,1 показаны результаты волочения опытной партии катанки из стали 16ХСН.
Степень завершенности перлитного превращения определяют с помощью мик роструктурного и рентгеноструктурног (наличие J -фазы) анализов.
В качестве критерия деформируемости катанки волочением принимают степень максимально допустимых суммарных обжатий. Проволоку протягивают до диаметра, при котором ее пластичность полностью исчерпывается и дальнейшее волочение становится возможным только после термической обработки. Волочение прекращают при наличии 5 обрывов на 1 т и последующей переработке (отжигу) проволоку не подвергают.
5 0 5 о Q
0
Из результатов волочения опытной партии катанки (табл.1) следует, что наилучшей деформируемостью (степень допустимых суммарных обжатий равна 92%) обладает катанка, параметры охлаждения которой от температуры смотки в бунт 700±20°С (в. v o ), находясь в указанных пределах, изменяют таким образом, что минимальной вьщержке при температуре смотки катанки в бунт (10 с) соответствует минимальная скорость охлаждения до окончания перлитного превращения (1,0 С/с), максимальной вьщержке (60 с) - максимальная скорость (2,0 С/с). Обратное соответствие параметров, когда минимальной вьщержке (10 с) соответствует максимальная скорость охлаждения (2,0 С/с), а максимальной вьщержке (60 с) - минимальная скорость охлаждения (1,0°С/с) обеспечивает деформируемость волочением с обжатием 92%, однако при зтом наблюдается обрывность катанки в ко- личестве 3 и 4 обрывов на 1 т соответственно.
Отсутствие вьщержки при температуре смотки проката в бунт (. 0)
С ГЛ
даже в случае минимальной скорости охлаждения, выходящей за указанные пределы (vj 0,5°С/с), позволяет деформировать сталь волочением с обжатием 75%, последующая деформация приводит к превышению 5 обрьгаов на 1 т катанки. Увеличение скорости охлаждения до 2,5°С/с (больше верхнего значения указанного предела) при отсутствии вьщержки при температуре смотки приводит к ухудшению деформируемости катанки - максимально допустимые обжатия составляют не более 68%.
Увеличение продолжительности выдержки при температуре смотки проката в бунт более указанного предела (70 с) несмотря на сочетание ее с максимальной скоростью охлаждения стали до окончания перлитного превращения (2,5°С/с) не обеспечивает необходимые условия распада аустенита - возможная степень суммарных обжатий при волочении составляет 81%, сочетание 70-секундной вьщержки с минимальной скоростью охлаждения (0,5 С/с) приводит к резкому ухудшению результатов волочения - наличию 5 обрьшов на 1 т при деформировании со степенью суммарных обжатия 81%.
31404
Результаты проведенных металлографических исследований находятся в строгом соответствии с результатами волочения. Поскольку катанка всех серий экспериментов, приведенных в табл.1, охлаждается до температуры смотки в бунт с одинаковой скоростью (-ч/1500°С/с), поверхностный слой глубиной 0,8-1,0 мм переохлаждается до температуры ниже температуры начала мартенситного превращения (Мц), а затем подвергается отпуску за счет тепла сердцевины. Структура поверхностного слоя катанки представляет co бой феррит, сохранивший игольчатую направленность, для которого харак- .терны хорошая вязкость и пластичность величина зерна соответствует 9-10 баллам. Структура центральных слоев катанки практически одинакова для все серий экспериментов, где продолжительность выдержки при температуре смотки находится в пределах 10-60 с, а скорость охлаждения до окончания перлитного превращения изменяется в интервале 1,0-2,0° С/с, однако дисперсность перлитной составляющей Bbmie в том-, случае, когда
6
межпластиночные расстояния в перлите составляют 0,30-0,45 мк, структура по сечению однородная.
Во всех сериях проведенных экспериментов.
V
, когда параметрам с., и
ь см
д,д придаются запредельные значения, структура центральных слоев катанки отличается меньшей дисперснос
тью, межпластиночные расстояния перлита изменяются в пределах 0,40-0,65 мк, при этом для случая соответствия минимальной c g и максимальной V характерна неравномерность структуры по сечению. Такие изменения в структуре катанки приводят к меньшей степени возможных суммарных обжатий при волочении (табл.1).
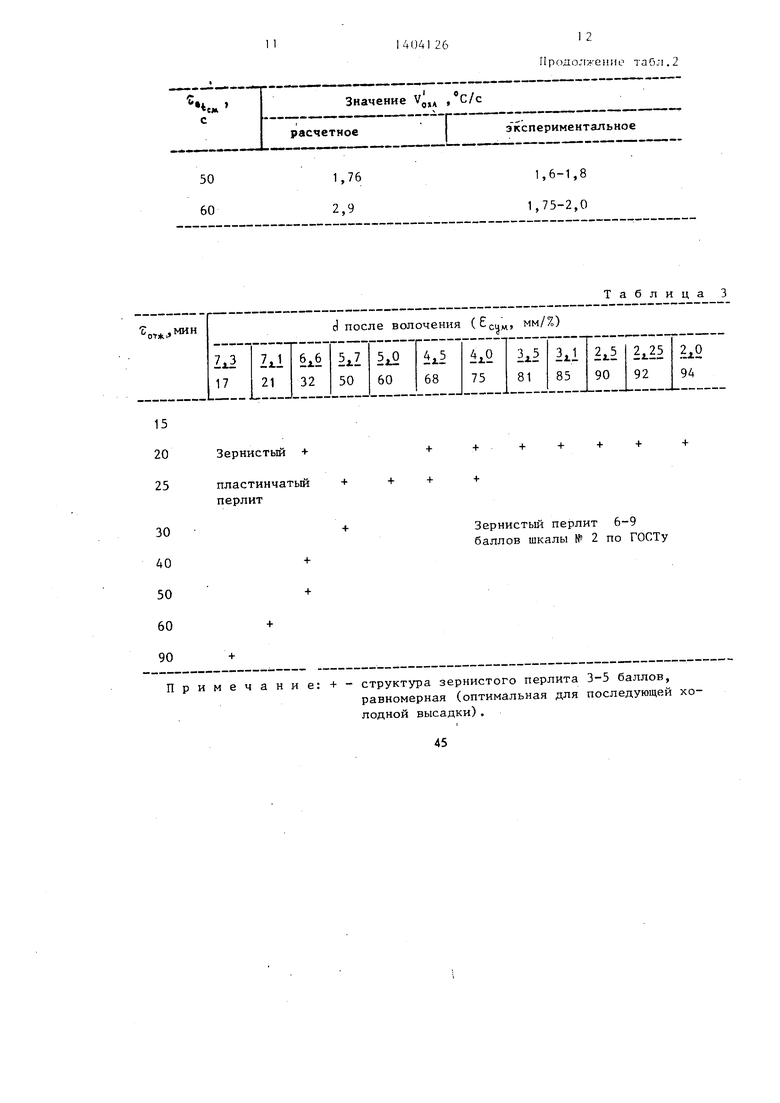
С применением метода математического планирования эксперимента в про- мьшшенных условиях опробованы все возможные неповторяющиеся комбинации варьирования двух факторов - времени выдержки и скорости охлаждения - (табл.1). Численные значения расчетного интервала скорости охлаждения приведены в табл.2.
Исследование микроструктуры катан

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки катанки | 1982 |
|
SU1057562A2 |
| Способ термической обработки прокатаиз дОэВТЕКТОидНыХ СТАлЕй | 1979 |
|
SU829687A1 |
| Способ изготовления сортовой стали для холодной высадки | 1983 |
|
SU1147762A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ТЕХНОЛОГИЯ "Т-D" | 1996 |
|
RU2100106C1 |
| Способ производства круглого проката из легированных сталей для изготовления крепёжных изделий холодным деформированием | 2017 |
|
RU2677037C1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| Способ обработки проката из углеродистых и низколегированных сталей | 1989 |
|
SU1696501A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННОЙ СТАЛЬНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С ПОВЫШЕННЫМИ ПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2021 |
|
RU2768064C1 |
| Способ производства проката | 1985 |
|
SU1280029A1 |
| Способ отжига быстрорежущей стали | 1979 |
|
SU945196A1 |
Изобретение относится к черной металлургии, в частности к производству проката для последующей холодной высадки. Цель изобретения - снижение энергозатрат и повышение технологической пластичности стали. Смотанный в бунт прокат выдерживают в течение 10-60 с и затем охлаждают со скоростью 1,0-2,0 С/с до температуры окончания перлитного превращения, волочение производят с ной степенью деформацш 21-92%, а отжиг осуществляют при температуре Ас ,+ (60-80)°С в течение времени,определяемого из соотношения: 50 +6-25/0,142-0,0255, где - продолжительность отжига, мин, - суммарная степень деформации при волочении, %. При этом на каждые 10 с увеличения выдержки от ее минимального значения скорость охлаждения увеличивают от минимальной величины на О, 15-0,20°С/с, 1 з.п. ф-лы, 4 табл. ю (Л
кратковременных выдержек продолжительностью 10 и 20 с охлаждение со скоростью 1,2 и 1,3 С/с соответствен но приводит к появлению в структуре - участков бейнита, т.е. кривая охлажд ния проходит несколько ниже требуемо области ТКД. Требуется более медленное охлаждение, чтобы избежать появления бейнита в структуре стали:для 10 с охлаждение
выдержки
тью 1,0 С/с, для выдержки
дение со скоростью
.и т.д.
со скорос20
охлаж
1,15 - 1,
минимальной продолжительности выдерж- зо ки опытных партий показало, что для ки соответствует минимальная скорость охлаждения, максимальной - максимальная. Такое соотношение указанных параметров предусматривает не только выравнивание температуры катанки по длине и сечению, но и распад горячеде- формированного аустенита, подвергнутого быстрому охлаждению, с образованием структуры тонкодисперсного перлита (сорбита) типа квазиэвтектоида . с межпластиночным расстоянием 0,25- 0,30 мк. В отдельных участках карбиды,- имеют глобулярную форму, что свиде- . тельствует о реализации абнормального. механизма распада аустенита.
Обратное соотношение параметров, когда минимальной продолжительности вьздержки при температуре смотки (10 с) соответствует максимальная скорость охлаждения до окончания перлитного превращения (2,6°С/с), не уменьшает дисперсности перлитной составляющей, однако наблюдается некоторая неравномерность распределения перлита (сорбита) по сечению катанки,что также приводит к ухудшению деформируемости волочением (табл.1). В случае максимальной выдержки 60 с и минимальной скорости охлаждения 1,0 С/с
45
50
55
Б лабораторных условиях образцы катанки из стали 16ХСН диаметром 8,0 мм, полученной предлагаемым спо собом, когда параметрам о 5 и УОУД придаются средние значения 30 с и 1,4 с/с соответственно, отобранные по марщруту волочения, отжигают при 770, 790, 810 и 830°С в течение 15-90 мин, максимально приближая усл вия нагрева и охлаждения к промьшшен ным. Произведенная оценка микроструктуры образцов передельной прово локи после всех опытных режимов отжи га позволяет определить оптимальные температурно-временные параметры откратковременных выдержек продолжительностью 10 и 20 с охлаждение со скоростью 1,2 и 1,3 С/с соответственно приводит к появлению в структуре участков бейнита, т.е. кривая охлаждения проходит несколько ниже требуемой области ТКД. Требуется более медленное охлаждение, чтобы избежать появления бейнита в структуре стали:для 10 с охлаждение
выдержки
тью 1,0 С/с, для выдержки
дение со скоростью
.и т.д.
со скорос20
охлаж1,15 - 1,
ки опытных партий показало, что для
ки опытных партий показало, что для
Б лабораторных условиях образцы катанки из стали 16ХСН диаметром 8,0 мм, полученной предлагаемым способом, когда параметрам о 5 и УОУД придаются средние значения 30 с и 1,4 с/с соответственно, отобранные по марщруту волочения, отжигают при 770, 790, 810 и 830°С в течение 15-90 мин, максимально приближая условия нагрева и охлаждения к промьшшен- ным. Произведенная оценка микроструктуры образцов передельной проволоки после всех опытных режимов отжига позволяет определить оптимальные температурно-временные параметры от51 4
жига в зависимости от степени пред- ше.ствующей деформации волочением.
В. табл. 3 показаны результаты металлографического исследования образ- цов стали 16ХСН, отобранных по маршруту волочения катанки диаметром 8,0 мм, ускоренно охлажденной предлагаемым способом; toT 730 (Ас, ) + 60°С и toT;k 730 (Ас,) + 80°С.
Результаты лабораторных экспе1}и- ментов (табл.3) по отработке режима сфероидизирующего отжига проволоки различных диаметров (суммарных обжа
тий) показали, что при температурах 810°С, равньш соответственно 730 (Ас,) + 60 и 730 (Ас,) + 80 с, для всех исследованных степеней деформации опытной катанки из стали 16ХСН получают структуру зернистого перлита 3-5 баллов шкалы № 2 по ГОСТу с равномерно распределенной карбидной фазой при определенном соответствии между продолжительностью отжига и степенью предшествующей деформации волочением. Отжиг при температуре , равной 730 (Ас,) + 40°С, не позволяет достичь требуемой степени сфероидизации в стали, деформированной с обжатиями менее 50%, отжиг при температуре 830 С, равной 730 (Ас, ) + + 100 С, приводит к коагуляции карбидов, огрублению структуры стали, деформированной с обжатиями более 80%.
При температуре отжига Aci + 60 - 80°С продолжительность отжига 20 мин недостаточна для завершения процессов сфероидизации в стали, деформированной волочением с обжатиями до 60%, а продолжительность отжига 15 ми недостаточна для всех степеней деформации (табл.3). В то же время увеличение продолжительности отжига до 30 и более минут для стали, деформированной с обжатиями более 60%, приводит к протеканию процессов коагуляции кар бидньк частиц.
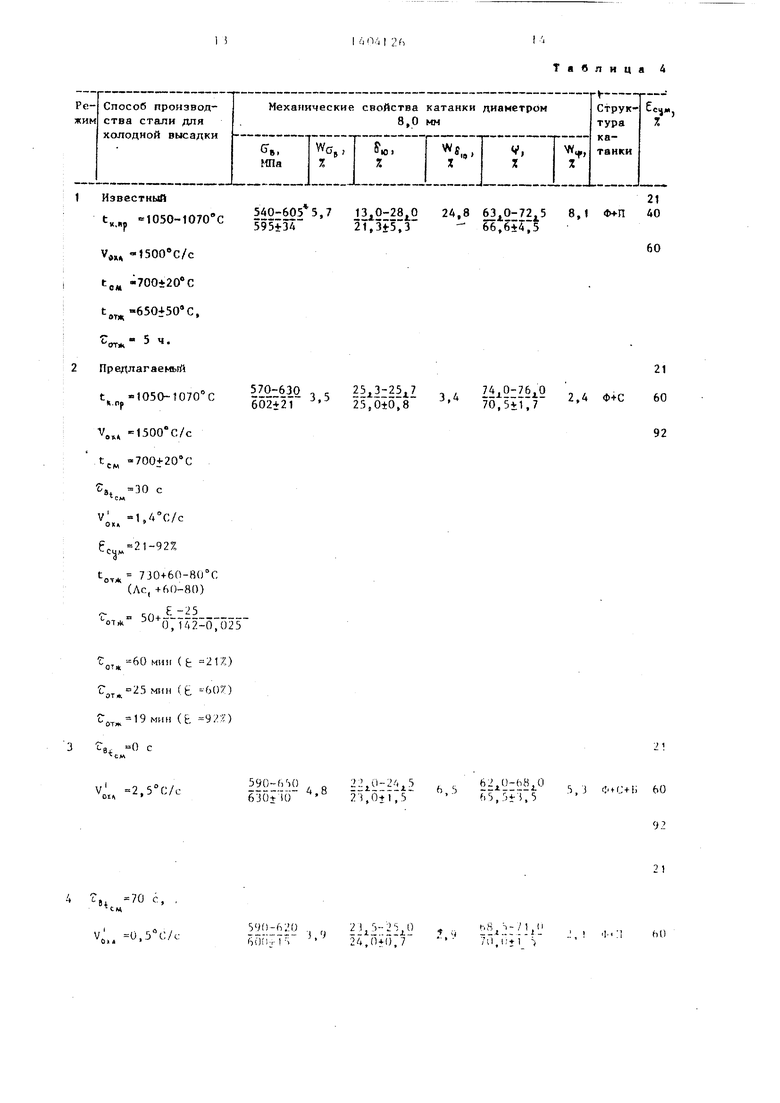
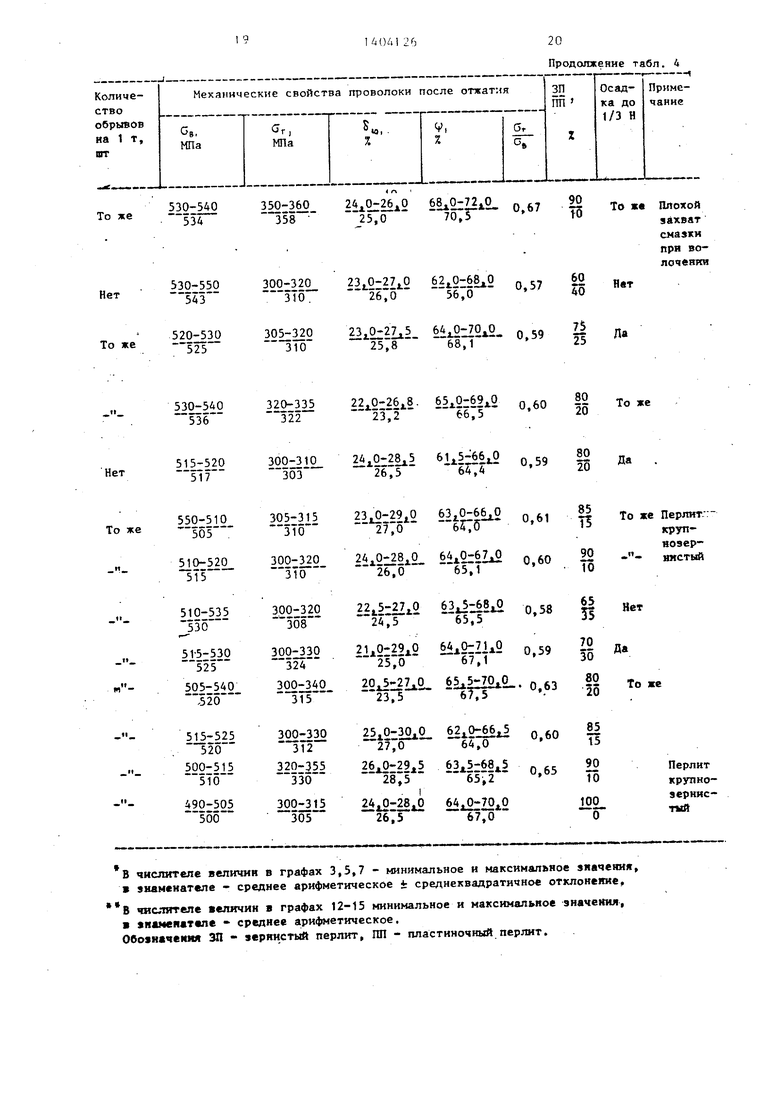
В табл.4 приведены обобщенные результаты экспериментов по производству и переработке катанки из стали
l6j:cH,
Анализ и математическая обработка полученных результатов позволяет установить следующую зависимость между продолжительностью отжига и степенью предшествующей деформации волочением.
Например для степеней деформации 21,60 и 92% продолжительность отжи
5
5 о
5
0
266
га составляет соответственно 60,25 и 19 мин.
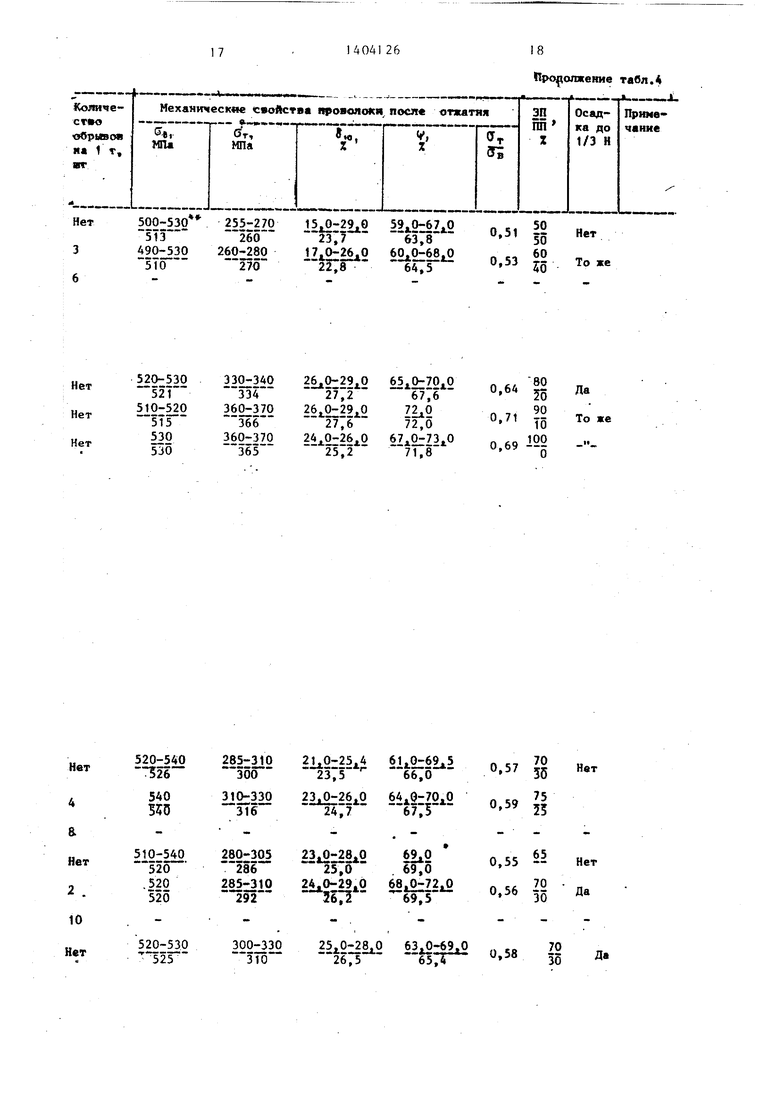
При таком соответствии продолжительности отжига и степени предшествующей деформации волочением (табл.4, режим 2) обеспечиваются структура зернистого перлита 3-5 баллов, приемлемая для холодной высадки, и механические свойства отожженной проволоки, в частности, показатель€ /(ш, изменяющийся в пределах 0,64-0,71 (требуемый уровень 0,60-0,6Ъ).
Уменьшение продолжительности отжига (табл.4, режим 9) приводит к незавершенности процессов сфероидизации карбидной фазы легированной стали, снижению ее пластических характеристик S , ,|j и О т/О ц несмотря на то, что образцы вьщерживают испытания на осадку до 1/3 первоначальной высоты.
Увеличение продолжительности отжига более значений, требуемых соотное -25
0,142-0,0255
(табл.4, режим 10), приводит к протеканию процессов коагуляции карбидов и получению структуры крупнозернис- . того перлита (8-9 баллов).
Обобщенные результаты промышленных и лабораторных экспериментов (та бл.4), наиболее точно характеризующие технологическую пластичность (деформируемость волочением и холодную высадку изделий), анализ всего комплекса свойств катанки и готовой проволоки из стали 16ХС1 для холодной высадки показал, что оптимальным режимом является режим 2 (предлагаемый способ). Известный способ (режим 1) не обеспечивает безобрывное волочение катанки из стали 16ХСН со степенями суммарных обжатий более 40%, а отжиг при субкритических температурах не позволяет получить сфероидизирован- ную структуру легированной стали и требуемый уровень свойств готовой проволоки для холодной высадки.
Отклонение от параметров охлаждешением сГ 50 +
ния режима 2fB, и V (режимы 3 и 4) уменьшает равномерность свойств по длине, о чем свидетельствуют коэффициенты вариации механических свойств VJ(j, Uj. , Vl, , в сечении катанки наблюдается структурная неоднородность. Исходр(ая структура стали, в которой одновременно присутствует
1 а 041 26феррит, токкодисиерсный перлит (сор- Анализ всего комплекса cBoiicTP к,(
бит) и бейнит (режим 3) или же ферриттанки и готовой проволоки из стали
и круинопластинчатый перлит (режим 4) ,16ХСН для холодной выспдки показал,
сказывается на свойствах готовой иро-что режимом, обеспечивающим самую BI.Iволоки.сокую технологическую пластичность
легированной низкоуглеродистой стаПри малых степенях деформации во-ли, является режим 2. Предлагаемый лечением (менее 20%) деформируетсяспособ позволяет повысить техиологи- преимущественно феррит перлита (сор- -|gческую пластичность стали в 1,5-2,0 бита), цементитные пластины деформи-раза, устранить предварительный от- руются слабо и не в одинаковой мережиг катанки и промежуточный отжиг в связи с различной ориентировкой ихпередельных заготовок, сократить про- в зернах перлита относительно дефор-должительность сфероидизирующего от- мирующих усилий. Поэтому при отжиге igжига проволоки, что особенно эффек- различно деформированные пластинытивно Для термической обработки в по разному сфероидизируются. С увели-проходных печах с за1цитной атмосфе- . чением степени деформации (болеерой. 20%) сфероидизация карбидов существенно ускоряется. Суммарное обжатие,рав- 2оФормула изобретения ное 94% (режим 6), не приводит к обрывности проволоки, однако наблюдает- 1. Способ производства проката, ся ухудшение захвата смазки и чистотывключающий горячую прокатку, охлаж- поверхности, поэтому допустимым сум-дение со скоростью большей критичес- марным обжатием стали, полученной 25кой до Ас +50°С, смотку в бунт при предлагаемым способом (режим 2),этой температуре, подготовку поверх- принято обжатие 92%.кости, волочение и отжиг, о т л иВ промьшленных условиях, в колпако-чаюш,ийся тем, что, с целью
вых печах типа СНЗ-323А, получено иол-снижения энергозатрат и повьш1е}1ия
ное соответстви ; лабораторным иссле- Qтехнологической пластичности стали,
дованиям режимов отжига: отжиг присмотанньпт в бунт прокат выдерживают
730 (Ас,-) + 40°С (режим 7) не позво-в течение 10-60 с и затем охлаждают
ляет получить необходимую структурусо скоростью 1,0-2, до темпелегированной стали (80% зернистой сое-ратуры конца перлитного превращения,
тавляющей), отжиг при 730 (Ас,) +волочение производят с суммарной сте+ 100°С (режим 8) приводит к раство-пенью деформации 21-92%, а отжиг
рению мельчайших карбидных зароды-осуществляют при температуре Ас,+
шей и росту крупных карбидов, огрубле-;+ (60-80) с в течение времени, равного нию структуры готовой проволоки.
Изменение продолжительности от- 40 - сг,
жига за пределами, установленными 0,142-0,025-б
..,, , -25где о - продолжительность отжига,мин; соотношением о 50 + с
0,142-и,и/эс с- суммарная степень деформации
(режимы 9 и 10), приводит практичес-при волочении, %. ки к таким же результатам, что и варь-- 2. Способ поп.1, отличаю- ирование температурой отжига.В то жещ и и с я тем, что после каждых 10 с время отжиг по режиму 2 обеспечиваетувеличения выдержки от ее минимально- полную рекристаллизацию ферритной мат-го значения скорость охлаждения уве- рицы, сфероидизацию карбидных частиц,личивают по сравнению с ее минималь- равномерное их распределение.ньсм значением на 0,15.-0,20 С/с.
70
81 5
Во всех сериях экспериментов катанку охлаждают при выходе ее из последней клети прокатного стана от 1050-1070 до 700i20°C со скоростью
В числителе приведены значения максимально допустимых суммарных обжатий при волочении катанки, %, а в знаменателе - количество обрывов на 1 т;
Обрывность не превышает 5 обрывов на 1 т, однако наблюдается ухудшение захвата смазки и чистоты поверхности, поэтому максимально допустимой степенью суммарного обжатия следует считать 92%.
Таблица 2
Таблица 1
81
Т
15 20 25
Зернистый +
пластинчатый перлит
Примечание: +1404126
2 Продолжение таОл.2
Таблица 3
структура зернистого перлита 3-5 баллов, равномерная (оптимальная для последующей холодной высадки).
1 Известный
1050-1070-с i ::|253.7 13,0,280 2А.8 63,0,72 5 8., п
и,HP
Vj -ISOO C/c tfiM
595±ЗД
21,3f5.3
66,64475
t.650f50 C,
от 5 ч.
Предлагаемьй
1070 С
570-630 602f2T
V., -ISOO C/c
tj
s. 30 с
пч
0. Ь4°С/с
F 21-927
от 730+60-ЙО С (Лс, +60-80)
СП
/п S М + - - ,- - в™.™ --«-. - ,142-0,025
-от
-60 мни ( fc 21/:) 25 мин ( )
от
от 19 мин (ь )
ч 0 с
с«
2,5 С/с
59G-f iO 6 JO± iO
4,8
4 cj 70 c. , сц
.. 0.
5 n)-fi20
Таблица 4
2А.8 63,0,72 5 8., п
66,64475
21 40
60
3,4
74,0-76,0 70,5±Т77
2,4 Ф+С
21
60
92
Ь.З
62,0-fi8 0 ,5
5,J C tOli 60 02
21, 24,0 + 1), 7
t-,Sj S- /
«г
570:630 25 3;25 7 1.
602±21 25,OfO,8- 70,5tt,7
е,- 9А%
570-63025 3;25 7
JrioloT- - -- -
ОЗИГ
25,OirO,8
7 tg, 730-1-40°С
(Ас,+ iO c)
То же То То же же
8 730-ИОО С
(ACj lOO c)
То же То То же же
9 1Г„ -50мия (е-21Х)
€..-15мин(е-60Х) - c -iowH (е-92г)
10 C,)MHH (е-21Х) - С„ -35мин(-60г)
С„..30 НИН (е-92Х)
Продоп«(( Н1И чмГ Л .А
2,/ .7
3 4 Zii9:Z iO -2 /. о.(- о,.
70,5t1,7 21
То же То же
То же То 60 же
21
То же То яе
То же То
же 60
21
и
60
. 92
-« 21 60 92
520-540
540 550
510-540 520 ,520 520
520-530
285-ЗДО 300
3J 0;330 316
280-305 286 285;:О10 292
300;;;;330 310
YirF
.69,0
24,0-29.068,0-72,0
3575 6975
.0
.
26,5
{ю олжение табл.4
0,57 55 «вт 0,59 II
0.55 55
0.36 i
Нет
Да
0,58
70 30
Да
Продолжение табл. 4
| Способ производства калиброванной стали для холодной высадки | 1976 |
|
SU588245A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
