Изобретение относится к области иэготовпения рвзино технических изделий я может быть применено для производства рукавов с использованием гибких трубчатых метаплодорнов. Известен гибкий дорн для иэготов ления рукавных изделий, содержащий спираль-трубку и стягивающий витки спирали элемент ij. В таком дорне последний выполнен в виде металлического троса, стягиваем го винтовыми парами по оси спиралитрубки, что усложняет его конструкцию.Йзвестен гибкий дорн для изготовления рукавйых изделий, содернсаший спи-iраль-трубку и установленный на наружной поверошости последней стягивающий элемент 2J . В таком дорне стягивающий элемент выполнен в виде продольных металлических элементов, закрепленных на поверхности спирали-трубки с помощью точечно сварки, что усложняет технологию изготовления дорна. Целью изобретения является упрощени технологии изготовления дорна. Цель достигается Тем, что в дорне, содержащем спираль-трубку и установлен ный на наружной поверхности последней стягивающий элемент, последний выполне в виде оплетки из проволоки, нанесенной на поверхность спираль-трубки под углом 15-30 относительно продольной ос последней. 972 На чертеже изображен предлагаемый дорн, обший вид. Гибкий дорн содержит спиралы-трубKV 1 и установленный на наружной поверкности последней стягивающий эле,Mi9HT, выполненный в виде оплетки 2 из п роволоки калибром О,8-О,6 мм, нанесенной на поверхность спираль-трубки под углом 15-30° к ее продольной оси. На оплетку нанесен, например, резиновый гладкий слой 3, покрытый графитовой или силиконовой смазкой для облегчения вьюмди дорна из полости сформированного на нем изделия. Гибкий дорн работает следующим образом. По известной технологии изготовления рукавных изделий, последние собирают на Длинномерном гибком дорне. Резиновый слой 3 предотвращает затекание внутреннего слоя рукавов в углубление витков спирали-трубки. Оплетка 2 не позволяет дорн вытягиваться во JBpebiiB технологических операций наложения внутреннего резинового слоя на дорн, ошююняя (навивки, намотки), наложения наружного резинового слоя и выемки до|:11а из полости собранного рукавного изделия. Использование.изобретения при упрощении технологии изготовления доршё обеспечивает качественное изготовление на последнем рукавных изделий. 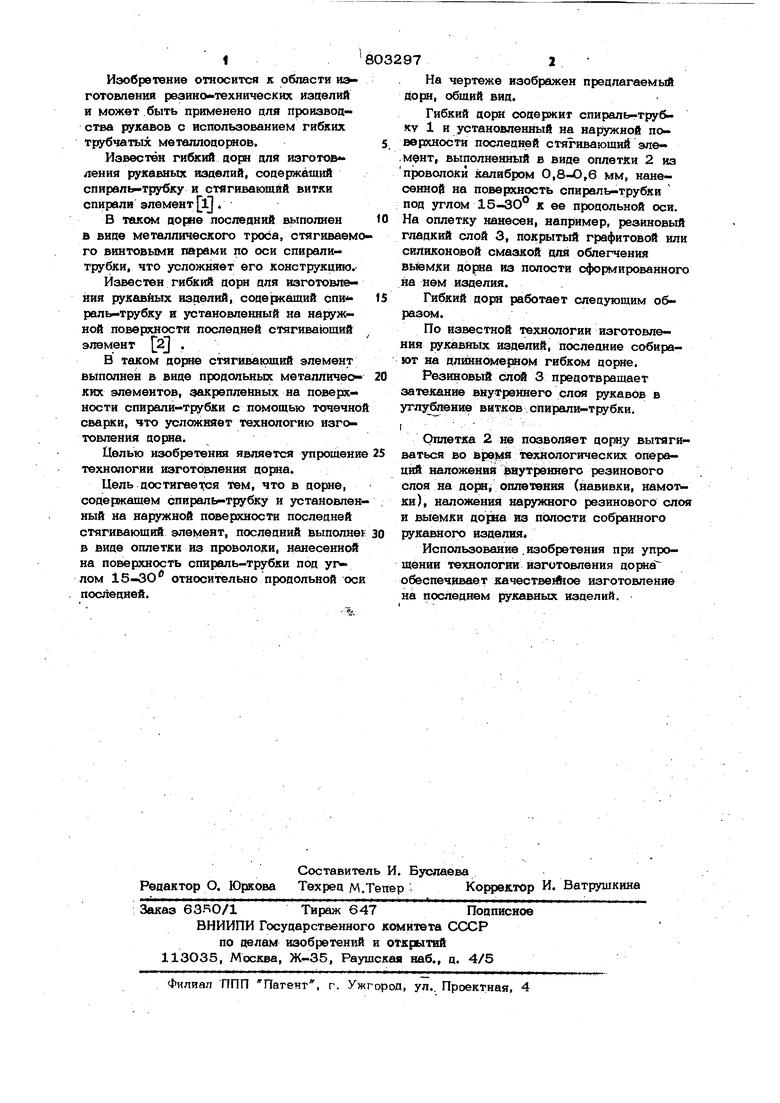
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий дорн для изготовления рукавных изделий | 1971 |
|
SU406432A1 |
| Гибкий дорн для изготовления рукавных изделий | 1971 |
|
SU380090A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| Гибкий трубчатый дорн для изготовления резиновых рукавов | 1972 |
|
SU446433A1 |
| ГИБКИЙ РУКАВ | 1991 |
|
RU2011098C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2406608C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2002 |
|
RU2219419C2 |
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
ГИВКИЙ ДОРН ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНЫХ ИЗДЕЛИЙ, содержащий спираль-трубку и установленной на наружной поверхности последней стягивающий элемент, отличающийся тем,- что, с целью упрошення технологии изготовления цорнец стягиваю- ший элемент выполнен в виде оплетки из проволоки, нанесенной на поверошость спираль^трубки под углом 15-ЗО^ относительно продол1аиой оси последней.ЭОо >&эSD О ^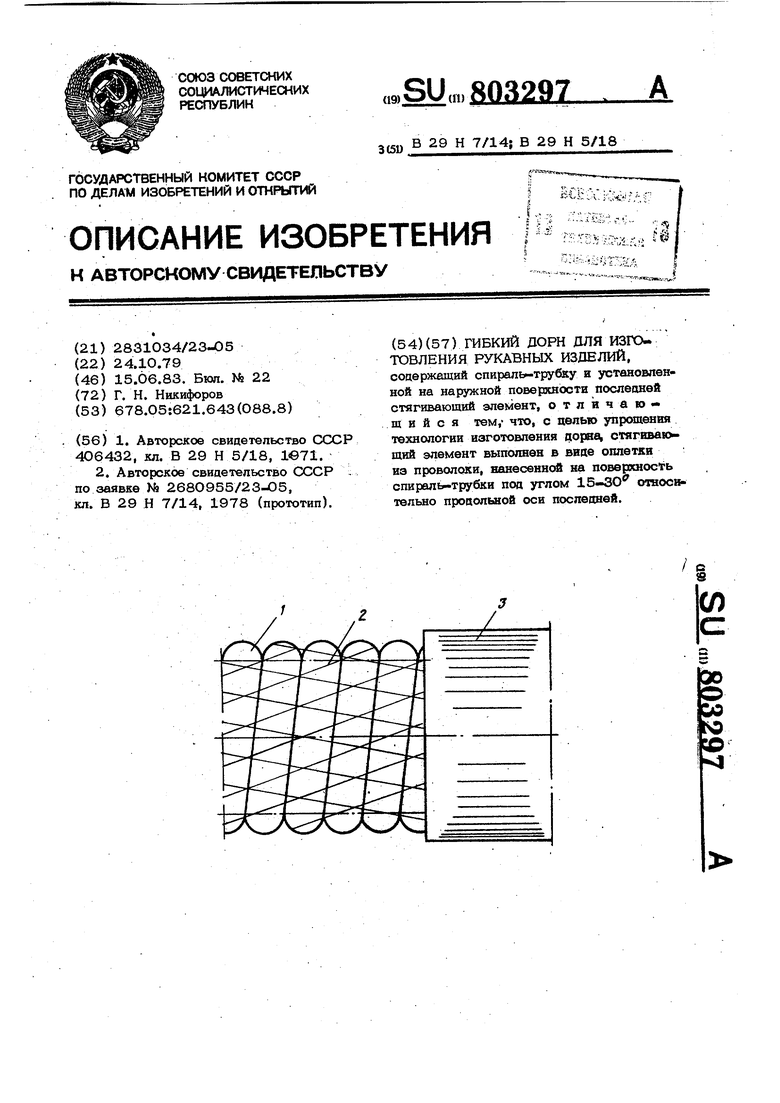
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гибкий дорн для изготовления рукавных изделий | 1971 |
|
SU406432A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ изготовления гибких труб для проведения жидкостей (пожарных рукавов и т.п.) | 1921 |
|
SU268A1 |
| Солесос | 1922 |
|
SU29A1 |
