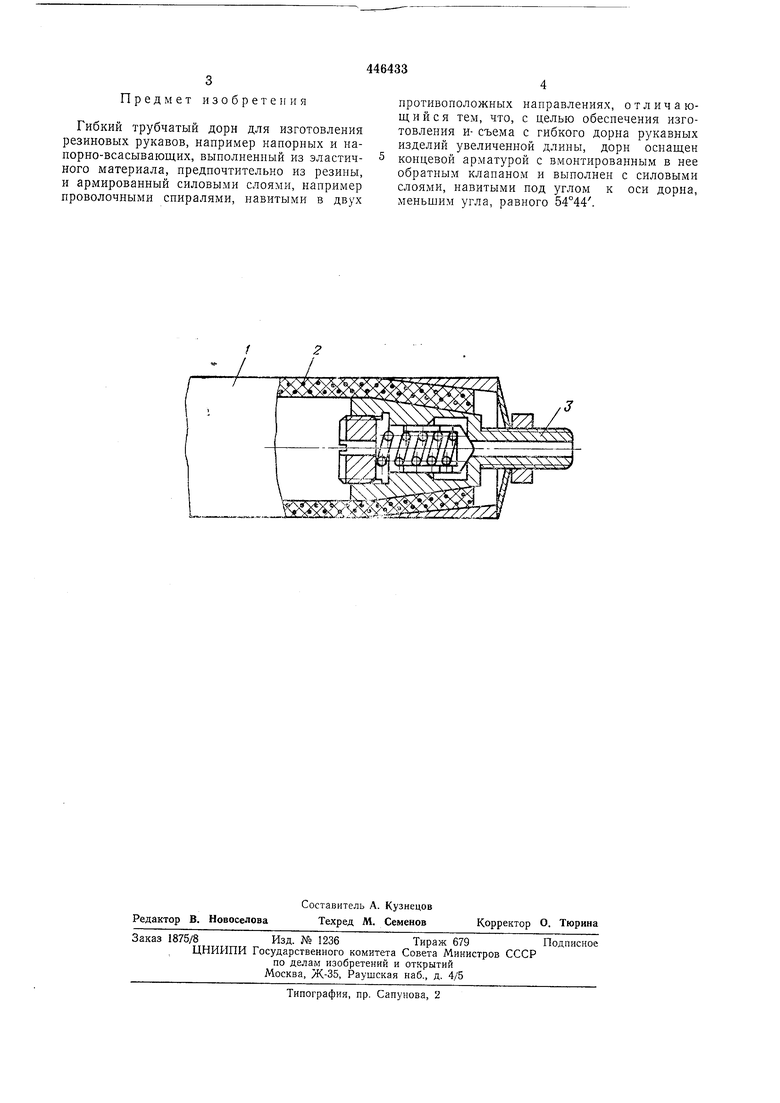
Изобретение относится к оборудованию заводов по производству резиновых рукавов, в частности к гибким дорнам для изготовления рукавов. Известны гибкие трубчатые дорны для изготовления резиновых рукавов, например напорных и напорно-всасывающих, выполненные из эластичного материала, предпочтительно из резины, и армированные силовыми слоями, например проволочными спиралями, навитыми в двух противоположных направлениях. В известных дорнах ие предусмотрено оснащение концевой арматурой с обратным клапаном и выполнение их с силовыми слоями, навитыми под заданным углом к оси дорна, ч го не обеспечивает изготовление и съем с гибкого дорна рукавных изделий увеличенной длины. С целью обеспечения изготовления и съема с гибкого дорна рукавных изделий увеличенной длины в предлагаемом гибком трубчатом дорне дорн оснащен концевой арматурой с вмонтированным в нее обратным клапаном и выполнен с силовыми слоями, навитыми под углом к оси дорна, меньшим угла, равного 5444. На чертеже показана часть дорна с концевой арматурой. Гибкий трубчатый дорн состоит из трубки 1, выполненной из резины и армированной силовыми слоями 2, например проволочными спиралями, навитыми в двух противоположных направлениях. Предлагаемый дорн оснащен концевой арматурой 3 с вмонтированным в нее обратным клапаном и выполнен с силовыми слоями 2, навитыми под углом к оси дорна, меньшим угла, равного 54°44. Максимальный диаметр концевой арматуры не превышает наружного диаметра дорна. Перед началом изготовления рукавов во внутренней полости гибкого трубчатого дорна создают избыточное давление, величина которого превышает величину давления в вулканизационной камере, в которой вулканизую г рукав. При этом происходит увеличение наружного диаметра дорна. Внутреннее избыточное давление удерживается обратным клапаном. Далее наружная поверхность дорна смазывается, например, силиконовой смазкой и на дорне производят сборку и вулканизацию рукава. После вулканизации из внутренней полости дорна снимают избыточное давление и наружный диаметр дорна уменьшается. Между дорном и рукавом образуется зазор, и дорн легко вынимается из рукава увеличенной длины. Рукав поступает на разбраковку и упаковку а дорн - для последующего использования.
Предмет изобретения
Гибкий трубчатый дорн для изготовления резиновых рукавов, например напорных и напорно-всасывающих, выполненный из эластичного материала, предпочтительно из резины, и армированный силовыми слоями, например проволочными спиралями, навитыми в двух
противоположных направлениях, отличающийся тем, что, с целью обеспечения изготовления и- съема с гибкого дорна рукавных изделий увеличенной длины, дорн оснащен концевой арматурой с вмонтированным в нее обратным клапаном и выполнен с силовыми слоями, навитыми под углом к оси дорна, меньшим угла, равного 54°44.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| Гибкий дорн для изготовления рукавных изделий | 1971 |
|
SU406432A1 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| ГИБКИЙ РУКАВ | 1991 |
|
RU2011098C1 |
| РУКАВ ВЫСОКОГО ДАВЛЕНИЯ С КОМПОЗИЦИОННОЙ ОПЛЕТКОЙ | 2008 |
|
RU2381406C2 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| Гибкий дорн для изготовления рукавных изделий | 1971 |
|
SU380090A1 |
| Устройство для изготовления армированных трубчатых резиновых изделий | 1986 |
|
SU1382660A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
