Изобретение относится к электросварке, в частности к контактной сва ке, и может быть использовано в машиностроении при изготовлении гнутых кольцевых деталей из ленты иполосы, а также из профилированного проката, например арматурных колец-уплотнителей (мбшжет) . Известно устройство для сварки гнутых кольцевых деталей контактной стыковой сваркой, содержащее зажимные колодки, являющиеся одновременно и токоподводящими злектродами, узел регулировки соосности свариваеj jx концов, а также механизм для сближения к сжатия их прм сварке Недостатками этого устройства являются низкая производительность и значительные отклонения по диаметру колец из-за неточности зажима и разности оплавления свариваеьых концов заготовки, а также необходимость удаления грата отдельным инструментом. Известно также устройство для контактной стыковки сварки кольцевых деталей, содержащее станину, сварочные электроды, механизм сжатия кольца и гратосниматель .Удешение грата производится сразу же после операции сварки, что позволяет повысить производительность 2. Однако :Т1роизвс|Дительность этого устройства недостаточна, так как все другие операции (установка под сварку и съем готового изделия) требуют больших затрат времени. Цель изобретения - повшиение производительности путем автоматизации процесса изготовления кольца. |Указаниая цель достигается тем, что станинаснабжена копирным выступом, механизм сжатия кольца выполнен а виде цилиндрического:пуансона и смонтированной в станине матрищл с боковым окном для ввода электродов, шарнирно закреплённых на пуансоне и взаимодействующих при переметцении пуансона с копирным выступом, при этом матрица снабжена кинематически связанным с.пуансоном упором-выталкивателем, ее отверстие В верхней части выполнено конусным, в нижней калибрующей части - цилиндрическим, а гратоснимателем является нижняя кромка бокового окна матрицы. На чертеже схематично изображено
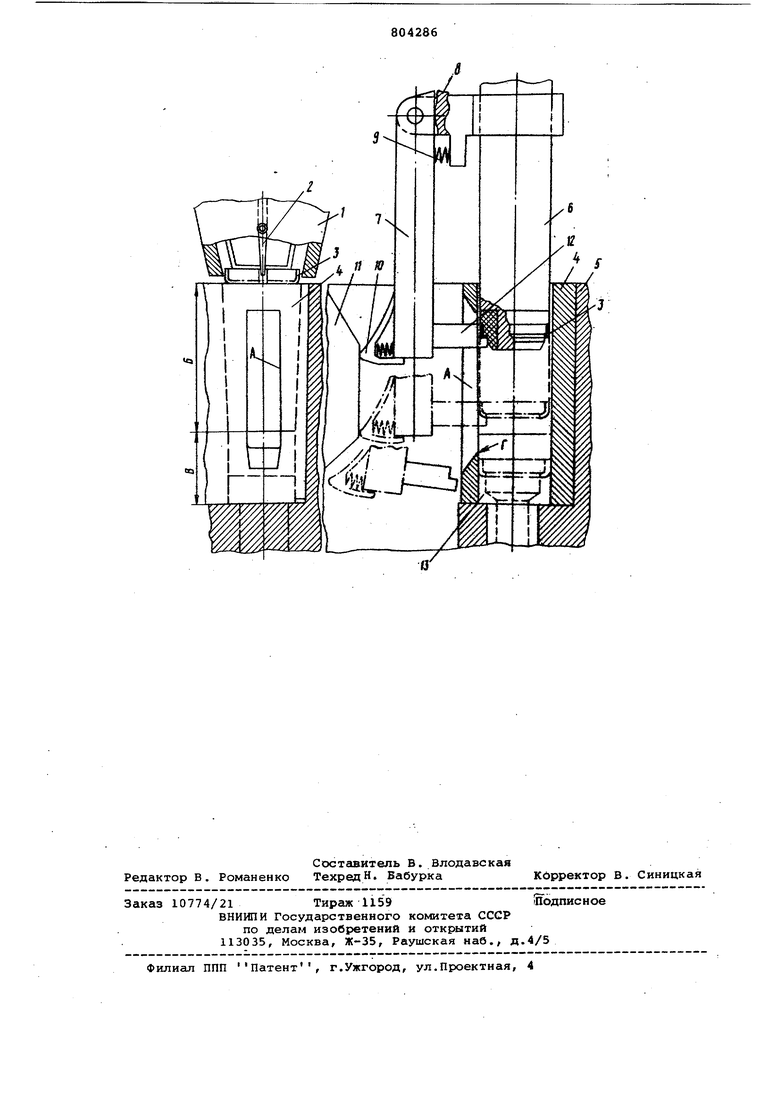
предлагаемое устройство для сварки каркасных колец манжет, общий вид.
Устройство содержит загрузочный механизм 1 с ножом 2, ориентирующим место сварки кольца 3 по оси бокового окна А матрицы 4, вмонтированной в многопозиционный поворотный стол 5. Матрица 4 имеет верхнюю конусную часть Б для сжатия кольца и нижнюю цилиндрическую часть В для Ксшибровки. Окно А матрицы 4 имеет режущую кромку Г для снятия излишнего металла после сварки. На пуансоне 6 шарнирно закреплен электрододержатель 7 с упором 8, который с пружиной 9 определяет его свободное положение. На электрододержателе 7 установлен пружинящий упор 10, опирающийся на жёстко связанный с матрицей 4 копирный выступ 11, который определяет траекторию движения электродов 12 и обеспечивает их прижатие к свариваемому кольцу 3. В отверстии матрицы 4 расположен упор-выталкиватель 13, кинематически связанный с пуансоном 6,
Конусная часть матрицы имеет разность большего и меньшего диаметров в пределах 0,3-0,5 мм, так как для сварки заготовок из ленты и полосы толидиной 1,0 - 3,0 м в зак1йлт6й полости достаточно сжатия с уменьшением длины окружности заготовки кольца на 0,5 - 1,5 мм.Такая незначительная конусность обеспечивает устойчивую опору бурта пуансона в торцовую кромку заготовки, обеспечивая ее прямолинейность и геометрические размеры кольцевой детали.
Устройство работает следующим образом
Загрузочный механизм 1, ориентируя ножом 2 место сварки кольцевой заготовки 3 по оси окна А матрицы 4, вталкивает эту заготовку в верхккио часть матрицы, после чего поворотный стол 5 перемещает ее в положениесоосное с пуансоном 6. Команды на движение дают путевые датчики (на 1чертеже показаны) . Пуансон 6, двигаясь вниз, прижимает заготовку 3 к находящемуся в верхнем положении упору-выталкивателю 13, центрируя ее на своем рабочем пояске. Усилие пуансона 6 превышает усилие упора-выталкивателя ГЗ- и они 5-6 мм движутся совместно,пока сработает путевой датчик, после чего упор-выталкиватель ускоренно отходит в нижнее по- ложение. Это предусмотрено в том случае, если необходим контакт электродов в осевом направлении. До начала движения пуансона 6 электрододержатель 7 удерживался упором 8 и пружиной 9 в фиксированном положении. При движении пуансона 6 вниз элек трододержатель 7 пружинящим упором 10 скользит по регулируемому копирнсму выступу Ни заводит спаренные электроды 12 в окно А матрицы 4, прижимая их к свариваемым концам за. готовки 3. При дальнейшем движении пуансона 6 вниз совместно с кольцевой заготовкой 3 и прижатыми электрюдами 12 включается подача одного или нескольких импульсов тока для сварки стыка, сжимающегося за счет
$ уменьшения диаметра по мере продвижения в конусной матрице, а после перехода в цилиндрическую часть матрицы электроды выводятся из окна, и с кольца режущей кромкой Г снимается Излишний металл в месте сварки и производится калибровка горячего кольца при встрече пуансона с упором-выталкивателем .
При обратном ходе пуансона упор5 выталкиватель получает команду на ход в верхнее положение и выталкивает готовую кольцевую деталь.
Формула изобретения
0 Устройство для контактной стыковой сварки кольцевых деталей, содержащее станину, сварочные электроды, механизм сжатия кольца и гратосниматель, отличающееся
S тем, что,с целью повышения производительности путем автоматизации процесса изготовления кольца,станина снабжена копирным выступом,механизм сжатия кольца выполнен в виде цилинд0 ричёского пуансона и смонтированной в станине матрицы с боковым окном для ввода сварочных электродов, шарнирно закрепленных на пуансоне и взаимодействующих при перемещении пуансона с.копирным выступом, при
5 этом матрица снабжена кинематически связанным с пуансоном упором-выталкивателем, ее отверстие в верхней части выполнено конусные, в нижней калибрующей части - цилиндрическим,
0 а гратоснимателем является нижняя кромка бокового окна матрицы.
Источники информации, принятые во внимание при экспертизе
1.Справочник по сварке. Под ред. 5 Е.В. Соколова, т. 1, М., Машиностроение , 1960 , с. 353.
2.Заявка Японии 49-21026, кл. 126106, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| "Электрододержатель для точечной контактной сварки | 1973 |
|
SU485840A1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |