Изобретение относится к сварочному производству, а точнее к машинам для контактной стыковой сварки полос оплавлением, и может быть использовано в металлургической промышленности в прокатном производстве для контактной сварки металлических полос на трубосварочных агрегатах.
Известна машина для стыковой сварки полос, содержащая неподвижную и подвижную части станины, механизмы для зажатия и сварки полос, ножи для обрезки концов полос, задающие столы для установки перед сваркой переднего и заднего конца полосы, имеющие рамы с шарнирно закрепленными на них направляющими, и платформы, установленные в этих направляющих, а также гратосниматель в виде закрепленных на неподвижной части станины направляющих с расположенной в них кареткой и резцедержателями. Механизм центрирования выполнен в виде двух гидроцилиндров. Центровка концов полос производится при поднятом корпусе ножниц. Центрирующие элементы выполнены в виде роликов, центрирующих полосу с двух сторон.
Недостатком известной конструкции является низкое качество сварного соединения, заключающееся в том, что не обеспечивается точная установка полос перед сваркой из-за низкой жесткости задающих столов, выполненных в виде рычажного четырехзвенника. Кроме того, не обеспечивается качественное снятие грата из-за жесткого крепления резцов, резцедержателей и каретки, так как не обеспечивается точная установка направляющих каретки гратоснимателя относительно плоскости полосы, точная настройка резцов и имеют место зазоры в направляющих каретки.
Известна машина для стыковой сварки полос, содержащая подвижную и неподвижную части, механизмы для подачи полос, включающие поворотные в вертикальной плоскости направляющие и установленные в них платформы с механизмами для зажатия полос, ножи для обрезки концов полос, механизмы для сварки полос и гратосниматель с резцедержателем и резцами.
Недостатком известной машины является низкое качество шва из-за неточной установки направляющих механизмов для подачи полос относительно плоскости реза и смещения полос во время их транспортировки с оси реза на ось сварки, а также из-за зазоров в призматических направляющих механизмов для подачи полос.
Целью изобретения является повышение качества сварного соединения.
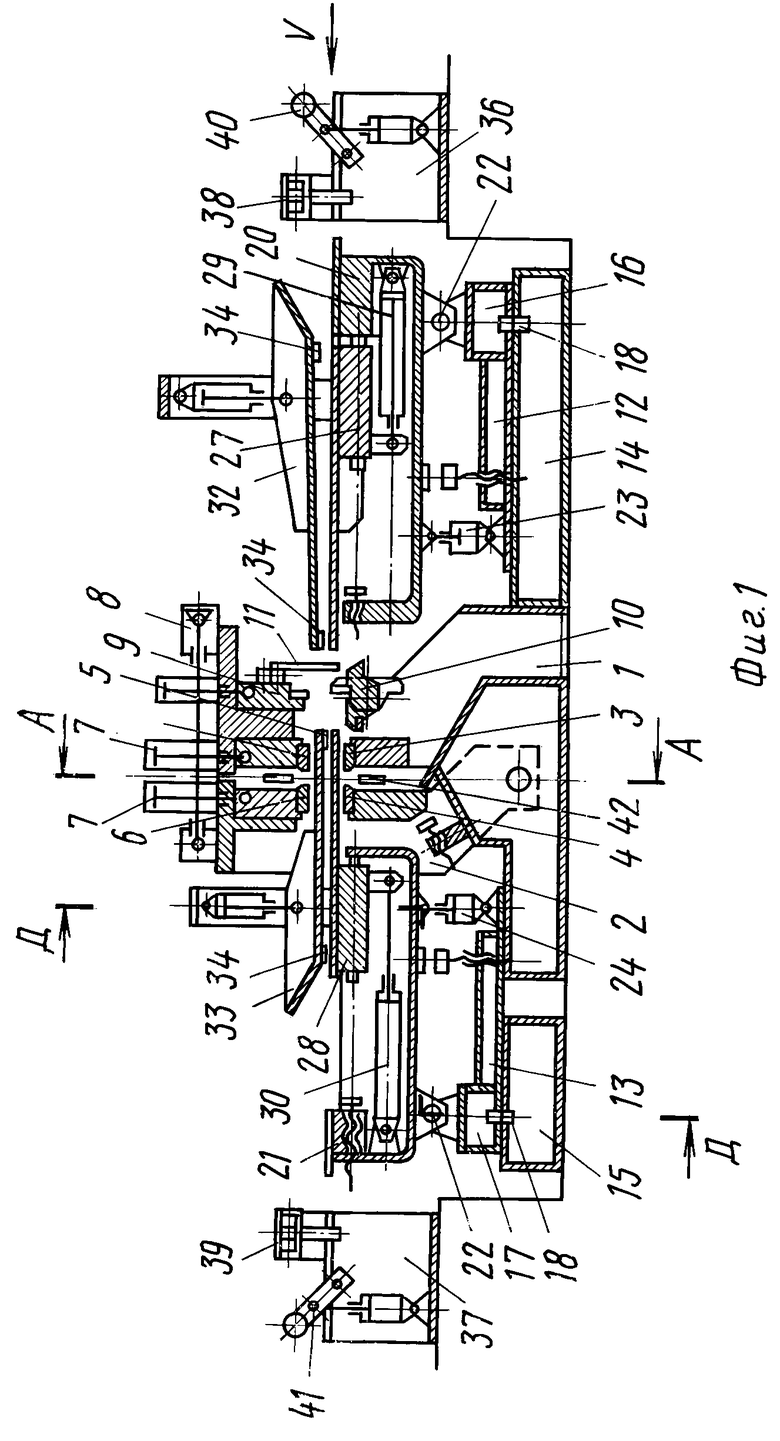
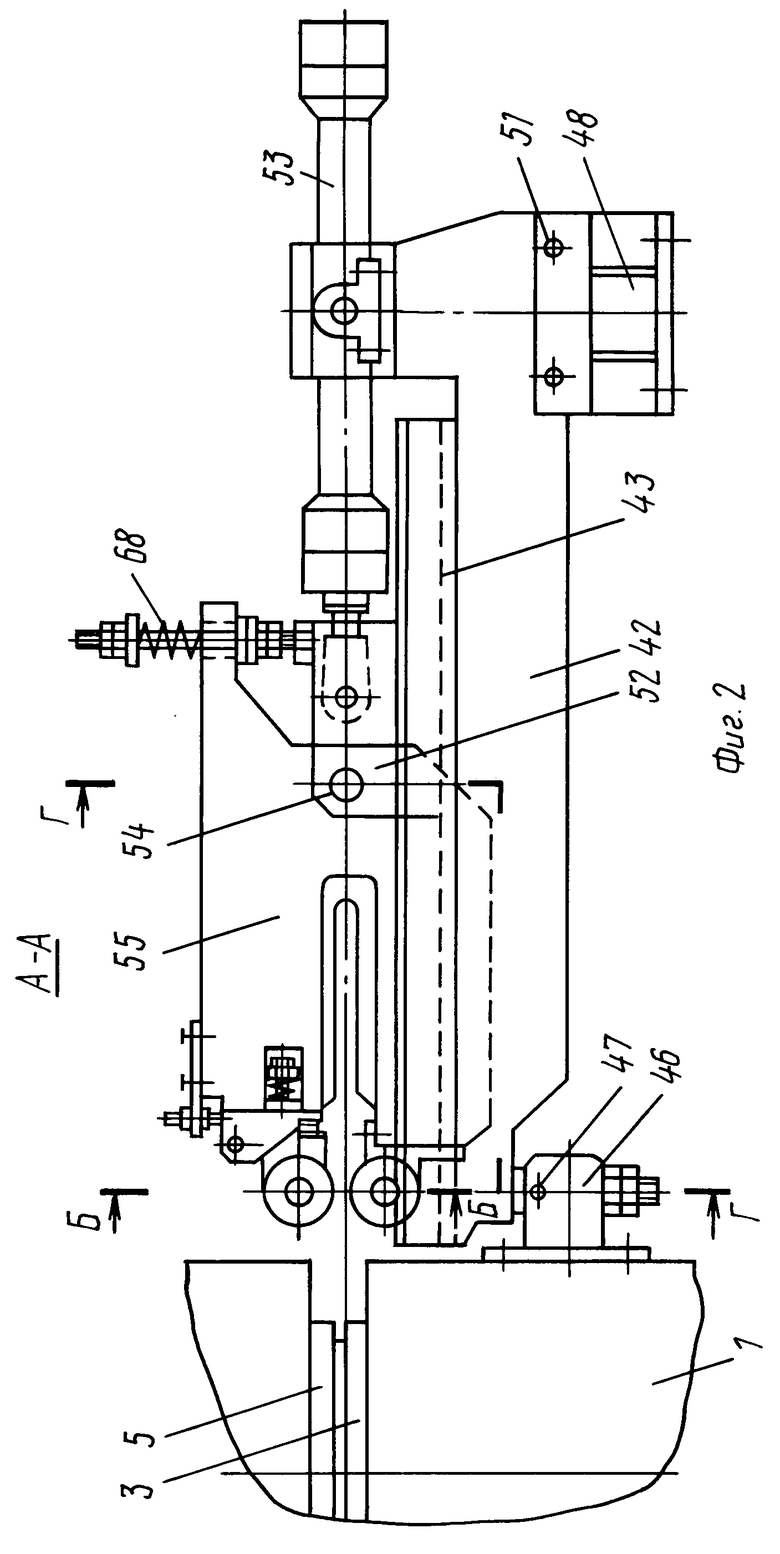
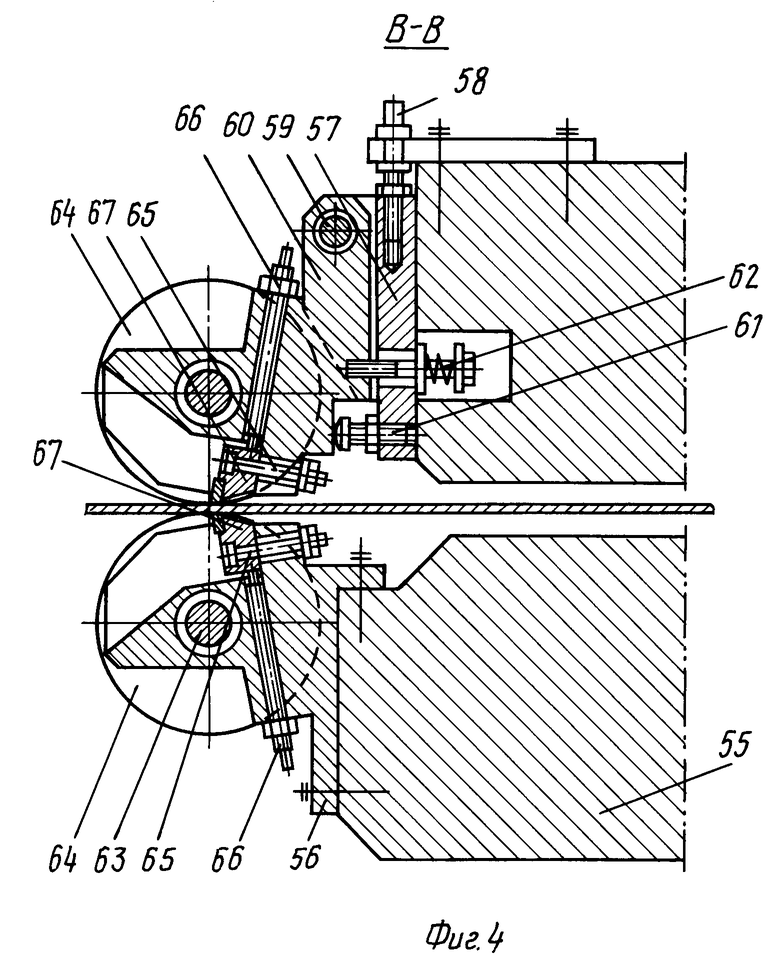
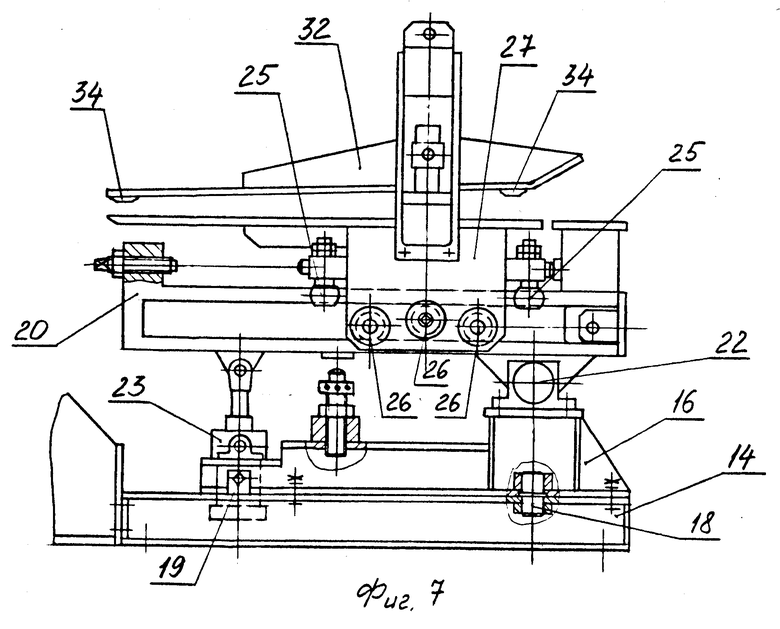
На фиг. 1 изображена машина, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - механизм для подачи переднего конца полосы.
Машина для стыковой сварки полос содержит станину, состоящую из шарнирно соединенных неподвижной 1 и подвижной 2 частей, на которых закреплены механизмы для зажатия и сварки полос. Эти механизмы состоят из нижних электродов 3, 4 и верхних подвижных электродов 5 и 6, приводимых в движение гидроцилиндрами 7. Для отвода подвижной части 2 станины предназначен гидроцилиндр 8. На неподвижной части 1 станины установлены ножи 9, 10 для обрезки концов свариваемых полос. Нож 10 выполнен поворотным. На подвижном ноже 9 установлен центрователь полосы 11. Машина содержит также механизмы 12 и 13 для подачи перед сваркой переднего и заднего конца полосы. Механизмы 12, 13 состоят из неподвижных оснований 14 и 15 и имеют рамы 16, 17. Рамы установлены с возможностью поворота вокруг вертикальной оси 18, закрепленной на основаниях 14 и 15 при помощи регулировочных винтов 19. Рамы имеют шарнирно закрепленные на них направляющие 20 и 21, одни концы которых шарнирно соединены с ними при помощи оси 22, а другие выполнены подъемными с возможностью поворота относительно оси 22 при помощи гидроцилиндров 23 и 24. На направляющих 20 и 21 установлены на вертикальных 25 в горизонтальных 26 роликах платформы 27 и 28, передвигаемые гидроцилиндрами 29 и 30. Ролики 25 и 26 установлены в расточки платформ 27 и 28 при помощи эксцентричных осей 31, что позволяет их регулировать и устанавливать в направлениях 20, 21 без зазора. На платформах 27, 28 размещены механизмы 32, 33 для зажатия полос с зажимами 34, перемещаемыми гидроцилиндрами 35. На входе и выходе машины установлены столы 36, 37, на которых установлены центрователи 38, 39 и петлеобразующие ролики 40 и 41. На неподвижной части 1 станины установлен гратосниматель 42, который имеет направляющую 43, установленную одним концом с помощью штыря 44 и сферической опоры 45 на кронштейне 46, закрепленном регулировочными винтами 47. Другой конец направляющей 43 закреплен на стойке 48 с помощью винтов 49, 50 и 51. В направляющей 43 расположена каретка 52, передвигаемая гидроцилиндром 53. Гратосниматель снабжен шарнирно при помощи оси 54, закрепленной на каретке 52, скобой 55. На скобе 55 закреплены резцедержатель 56 и плита 57, закрепленная в вертикальном направлении регулировочным винтом 58. На плите 57 шарнирно с помощью оси 59 установлен резцедержатель 60, прижатый к регулировочному винту 61 пружиной 62. Каждый резцедержатель 56 и 60 снабжен установленными на вращающейся оси 63 двумя дисками 64. Между дисками 64 винтами 65 и 66 закреплены резцы 67. Скоба 55 подпружинена относительно каретки 52 пружиной 68.
Устройство работает следующим образом.
Верхние электроды 5 и 6 подняты. Платформа 27 механизма 12 для подачи полосы находится на максимальном удалении от оси стыкосварочной машины. Платформа 28 механизма 13 для подачи полосы находится на минимальном удалении от оси стыкосварочной машины. Поворотные направляющие 20 и 21 подняты. Подвижная часть 2 станины находится в исходном для сварки положении, нож 10 - в горизонтальном положении. Петлеобразующие ролики 40 и 41 опущены, центрователи 11, 38, 39 разведены. Зажимы механизмов 32, 33 для зажатия полос подняты. Задний конец полосы подходит к оси ножниц 10 и останавливается. Полосу центрируют центрователи 11, 39 и поворачивают в вертикальное рабочее положение нож 10. Полосу зажимают зажимом механизма 33. Центрователи 11 и 39 разводят. Конец полосы отрезают ножами 9 и 10. Поднимают петлеобразующий ролик 41 и платформу 28 гидроцилиндром 30 перемещают в крайнее заднее положение до упора, затем направляющую 21 опускают гидроцилиндром 24 до упора на уровень нижних электродов 3 и 4 и зажимают между электродами 4 и 6. Зажим механизма 33 поднимают. Передний конец полосы подводят к оси ножниц 10 и останавливают.
Полосу центрируют центрователями 11 и 38, зажимают зажимом механизма 32, центрователи 11 и 38 разводят, и конец полосы отрезают ножами 9 и 10. Нож 10 поворачивают в горизонтальное положение. Поднимают петлеобразующий ролик 40, и платформу 27 гидроцилиндром 29 перемещают в крайнее переднее положение до упора. Затем направляющую 20 опускают гидроцилиндром 23 до упора на уровень нижних электродов 3 и 4 зажимают между электродами 3 и 5. Зажим механизма 32 поднимают и платформу 27 возвращают в исходное положение. Подают ток на электроды 5 и 6 и производится оплавление торцев полос с последующей осадкой гидроцилиндром 8. Полосы свариваются. Платформу 28 передвигают гидроцилиндром 30 в переднее положение на величину перемещения шва от оси сварки во время съема грата и останавливают датчиком. Полосу зажимают зажимом механизма 33. Электроды 5 и 6 поднимают и платформа 28 передвигает сваренную полосу на ось съема грата при ходе гидроцилиндра 30 до упора. Подвижную часть 2 станины отводят гидроцилиндром 8 до упора в положение снятия грата, электроды 5 и 6 опускают и зажимают полосу. Между подвижной 2 и неподвижной 1 частями станины заходят резцы 67 с дисками 64 гратоснимателя 42 и производят снятие грата. При этом диски 64 катятся по полосе и фиксируют резцы 67 относительно полосы. За счет шарнирного закрепления скобы 55 на каретке 52 резцы 67 с дисками 64 самоустанавливаются относительно полосы. Этим достигают качественного снятия грата по всей ширине полосы. Настройку резцов 67 осуществляют винтами 65 и 66. Верхнюю резцовую головку на толщину полосы настраивают винтом 58. Верхний резцедержатель 60 имеет возможность при обратном ходе каретки 52 гратоснимателя 42 поворачиваться вокруг оси 59 и поджимается пружиной 62 к регулировочному винту 61, что обеспечивает свободный вывод резцовой головки при обратном ходе каретки 52. Настройку гратоснимателя 42 относительно оси снятия грата осуществляют винтами 47, 49, 50, 51 и за счет разворота в сферической опоре 45. После съема грата гратосниматель 42 возвращают в исходное положение. Электроды 5 и 6 поднимают, петлеобразующие ролики 40 и 41 опускают. Зажим механизма 33 поднимают, направляющие 20 и 21 поднимают гидроцилиндрами 23 и 24.
После возврата в исходное положение всех механизмов производят подачу полосы на агрегат.
Изобретение позволяет повысить качество сварного шва за счет того, что механизмы для подачи полос имеют возможность регулировки своих направляющих относительно плоскости реза, что позволяет точно устанавливать полосу с позиции реза на позицию сварки. Кроме того, предложенная установка платформы позволяет монтировать ее без зазора в направляющих и избежать износа.
Предложенное конструктивное выполнение гратоснимателя позволяет за счет самоустановки резцов относительно полосы качественно удалять грат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| РЕЗЦОВЫЙ УЗЕЛ ГРАТОСНИМАТЕЛЯ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471597C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| РЕЗЦОВЫЙ ГРАТОСНИМАТЕЛЬ СВАРОЧНОЙ МАШИНЫ | 2011 |
|
RU2471599C1 |
| Установка для контактной стыковой сварки концов движущихся металлических полос | 1990 |
|
SU1824271A1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |


Использование: для контактной стыковой сварки полос. Сущность изобретения: машина содержит неподвижную и подвижную в осевом направлении части. На подвижной части машины установлены поворотные в вертикальной и горизонтальной плоскостях направляющие 21. На них на роликах 25 с вертикальными и роликах 26 с горизонтальными регулируемыми эксцентричными осями установлена платформа 28, несущая механизм 33 для зажатия полосы. Аналогичные узлы смонтированы и на неподвижной части машины. Машина содержит также ножи для обрезки концов полос, механизмы для сварки полос и гратосниматель. Резцедержатели последнего снабжены вращающейся осью и двумя дисками, установленными на ней по обе стороны от резца. Машина позволяет повысить качество сварного шва за счет того, что механизмы для подачи полос имеют возможность регулировки своих направляющих относительно плоскости реза, что позволяет точно устанавливать полосу с позиции реза на позицию реза сварки. Ролики 25 и 26 позволяют монтировать платформу в направляющих без зазора. Самоустановка резцов относительно полосы позволяет качественно удалять грат. 7 ил.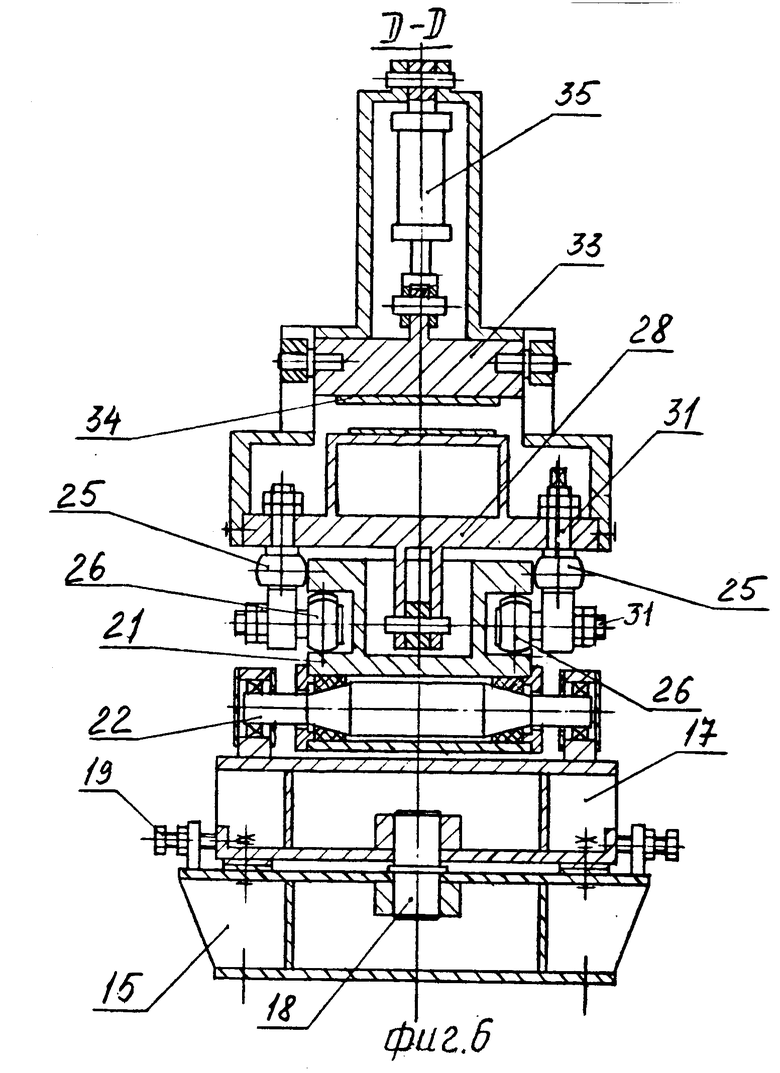
МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС, содержащая подвижную и неподвижную части, механизмы для подачи полос, включающие поворотные в вертикальной плоскости направляющие и установленные в них платформы с механизмами для зажатия полос, ножи для обрезки концов полос, механизмы для сварки полос и гратосниматель с резцедержателями и резцами, отличающаяся тем, что платформы снабжены установленными в направляющих роликами с вертикальными роликами с горизонтальными регулируемыми эксцентричными осями, направляющие установлены с возможностью поворота в горизонтальной плоскости, а гратосниматель выполнен в виде закрепленной на неподвижной части машины направляющей с расположенной в ней кареткой и скобы, шарнирно закрепленной на каретке и подпружиненной относительно нее, резцедержатели с резцами закреплены на скобе, каждый резцедержатель снабжен вращающейся осью и двумя дисками, установленными на ней по обе стороны от резца.
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
