1
Изобретение относится к сварке пластмасс, а именно к устройствам . для сварки деталей токами высокой частоты при изготовлении кожгалантерейного изделия.
Известно устройство для сварки деталей токами высокой частоты,содержащее основание, верхний, нижний и промежуточный электроды, боковые прижимы, установленные на стойках с возможностью поворота в плоскости, параллельной рабочим плоскостям промежуточного электрода, на внутренней поверхности которого закреплены регулируе1 «ле упоры, причём промежуточный электрод и боко.вые прижимы со стойками закреплены с возможностью поворота относительно основания 1.
Недостаток устройства заключается в том, что при заправке заготовок изделия перед сваркой необходимо произвести большое количество операций и дважды вручную осуществить поворот внутреннего электрода.
Наиболее близким к предлагаемому является устройство для сварки деталей токами высокой частоты, содержащее генератор ТВЧ, основание, на ко.тором жесгко закреплен внутренний
электрод и шарнирно установлены наружный электрод и загибочные пластины, и прижи№ 1 2J .
Недостатком этого устройства является то,что оно не обеспечивает сварку деталей одновременно с двух сторон, а .также не формует прямой угол ,в изделии.
Цель изобретения - повышение техг0нологических возможностей устройства.
Указанная цель достигается тем, что устройство для сварки деталей токами высокой частоты, содержащее генератор ТБЧ, основание, на кото5 ром жестко закреплен внутренний
электрод и шарнирно установлены наружный электрод и загибочные пластины, и прижима, снабжено также шарнирно установленными на основании
0 угловыми рычагами для передачи давления на свариваемое поверхности, а загибочные пластины соединены с генератором ТВЧ.
Такое выполнение устройства по5 зволяет сваривать детали в двух вертикальных параллельных плоскостях одновременно и формовать прямой угол в изделии.
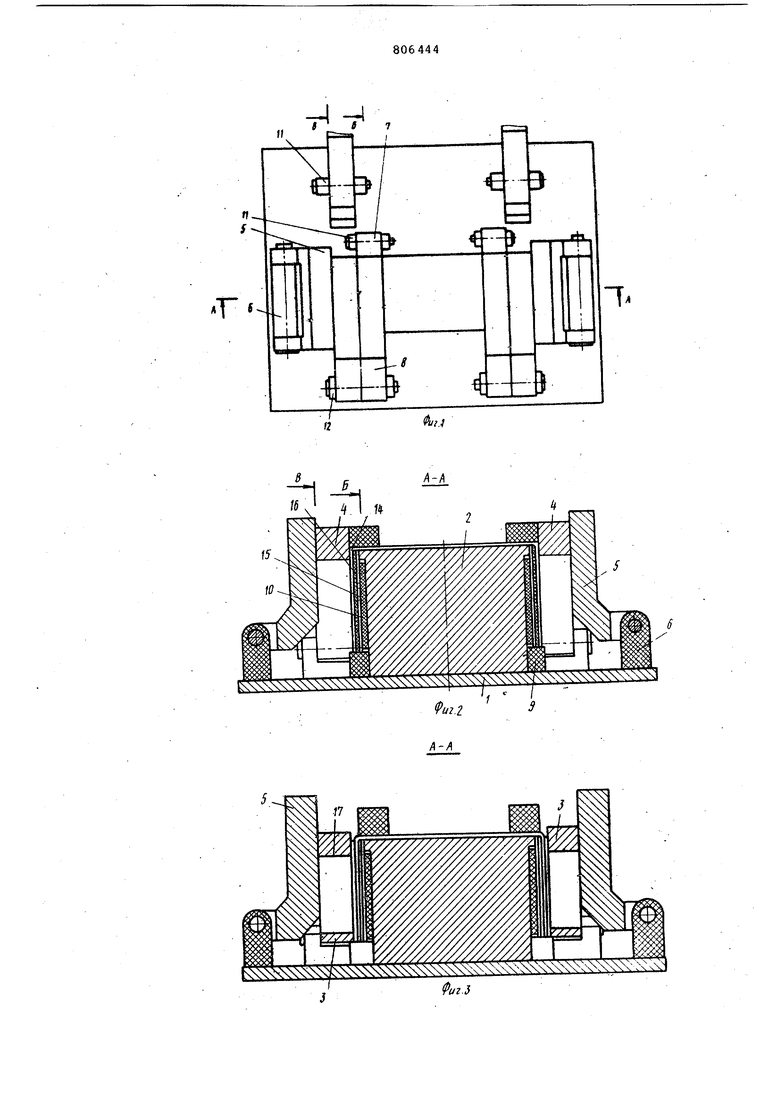
На фиг.1 изображено устройство,
0 вид сверху; на фиг.2 - разрез А-А
на фиг.1; на фиг.3 - то же, операция сварки; на фиг.4 - разрез Б-Б ча фиг. 2 на фиг. 5 - разрез В-Б на фиг.2; на фиг.6 - то же, операция сварки.
Устройствосодержит основание 1, смонтированный на нем неподвижно внутренний электрод 2, на рабочих поверхностях которого выполнены выступающие сварочные кромки по контуру сварного шва изделия. С обеих сторон внутреннего электрода 2 на основании 1 шарнирно закреплены сварочные электроды 3, которые имеют возможность поворачиваться в вертикальных плоскостях параллельно рабочим поверхностям внутреннего эЛектрода 2. На основании 1 смонтированы загибочные пластины 4, являющиеся формирующими электродами, которые также выполнены с возможностью поворота в вертикальной плоскости параллельно рабочим поверхностям внутреннего электрода 2. Давление на рабочие поверхности внутреннего электрода передается угловыми рычагами 5, шарнирно закрепленными на кронштейнах б из изоляционного материала. Для закрепления заготовки на внутреннем электроде 2, устройство содержит прижимные планки 7 и 8 из изоляционного материала. Для удобства укладки подкладок боковых стенок изделия и самой стенки у основания внутреннего электрода 2 смонтированы упоры 9, а в полость, образованную сварочными кромками, вклеена прокладка 10 из упругого материала, например поролона. Сварочные электроды 3 прижимные планки 7 укреплены на основании 1 с помощью кронштейнов 11 з изоляционного материала, а формиуЬщие электроды 4 и прижимные планки 8 - на кронштейнах 12 из изоляционного материала. Прижимные планки 7 и 8 в рабочем положении закрепляют с помощью защелки 13, установленной на Прижимной планке 8.
Сварочные электроды 3 по ширине меньше формующих на величину толщины стенки изделия. Все электроды связаны с генератором ТВЧ (на чертеже не показано).
Устройство работает следующим обазом.
В исходном положении элементы 3,4,5,7 и 8 отведены от внутреннего лектрода 2. На внутренний электрод 2 заправляется заготовка 14, после Чего подводятся прижимные планки 7 -8, которые прижимают заготовку 14 фиксируют ее в этом положении. рижимные планки смыкаются с помощью ащепки 13. Со стороны выступающих ромок заготовки на внутренний элекрод 2 укладываются подкладки 15 и 16 термопластичного материала. Подкладки 15 и 16 опираются на упоры 9 и располагаются между выступающими
кромками заготовки 14. Затем с помощью формирующих электродов 4 производится загибка выступающих краев заготовки 14. После осуществления загибки формующий электрод 4 опускается на упор 9. После установки в рабочее положение формующих электродов 4, поворачивают угловые рычаги 5 до упора их в формующие электроды 4. Устройство подается в зону сварки. Угловые рычаги 5 выполнены таким образом, что вертикальное давление плиты пресса (на чертеже не показано) преобразуется в горизонтальное, что и позволяет производит сварку деталей изделия в вертикальной плоскости. В зоне сварки происходит предварительное прикрепление подкладок 15 к загнутому краю заготовки .14 и формовка прямых угло После того как устройство извлекается из зоны сварки, угловые рычаги 5 отбрасываются в стороны, а формирующие электроды 4 отводятся в исходное Положение. Таким образом, загнутые края заготовки 14 -предварительно отформованы.
Далее укладывается стенка 17. Ее ориентируют по отформованному краю заготовки 14 и упору 9. Подводится электрод 3 до упора 9, угловые рычаги 5 поворачивают до упора в электрды 3 и подают устройство в зону сваки. Происходит окончательная сварка изделия одновременно с двух сторон по контуру.
После сварки угловые рычаги 5, электроды 3 и прижимные планки 7 и отбрасываются в, первоначальное положение и изделие извлекают из устройства.
Предлагаемое устройство обеспечивает сварку деталей в двух вертикальных параллельных плоскостях, а также формовку прямых углов на изделии .
Формула изобретения
Устройство для сварки деталей токами высокой частоты, содержащее генератор ТВЧ, основание, на котором жестко закреплен внутренний электрод и шарнирно уста - овлены наружный электрод и загибочные пластины, и прижимы, отли чающееся тем, что, с целью повышения технологических возможностей устройства, оно снабжено шарнирно установленными на основании угловыми рычагами для передачи давления на свариваемые поверхности, а загибочные пластины соединены с генератором ТВЧ,
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР , № 413051, кл. В 29 С 27/04, 1971.
2.Авторское свидетельство СССР № 510375, кл. В 29 С 2-7/04, 1974 (прототип).
1-1 т
ffS
Г
€
tf
Tй/г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кож-гАлАНТЕРЕйНОгО издЕлия МЕТОдОМСВАРКи ТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU846289A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1979 |
|
SU772880A1 |
| Устройство для изготовления кожгалантерейного изделия методом сварки токами высокой частоты | 1983 |
|
SU1154103A1 |
| Устройство для сварки деталейТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU810509A1 |
| Устройство для изготовления узла кожгалантерейного изделия | 1974 |
|
SU735564A1 |
| Приспособление для изготовления кожгалантерейного изделия | 1975 |
|
SU561677A1 |
| Устройство для соединения деталей | 1977 |
|
SU612902A1 |
| УСТРОЙСТВО для СВАРКИ ТВЧ ПЛАСТМАССОВЫХ ЗАГОТОВОК | 1973 |
|
SU368051A1 |
| Приспособление для изготовленияКОжгАлАНТЕРЕйНОгО издЕлия | 1979 |
|
SU802050A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |

ч Ti f
/1-/
fw.
у/////////////////////////4//////// /у////////л
6-Б W
i
ФвгЛ
В-6
