1
Изобретение относится к производству кожгалантерейных изделий с использованием сварки ТВЧ.
Известно устройство для сварки ТВЧ пластмассовых заготовок, размещенное при сварке между подвижной и неподвижной плитами пресса и содержащее сборочную оправку с зажимными уголками, имеющими возможность перемещения по направляющим металлического электрода.
Предлагаемое устройство с целью повыщения производительности при сварке изделий с окантовкой снабжено держателем окантовки, установленным на подвижной плите с возможностью перемещения в вертикальной плоскости, и разжимной пластиной, поджимающей собранную под сварку заготовку к подвижной плите и соединенной со сборочной оправкой подпружиненным телескопическим соединением.
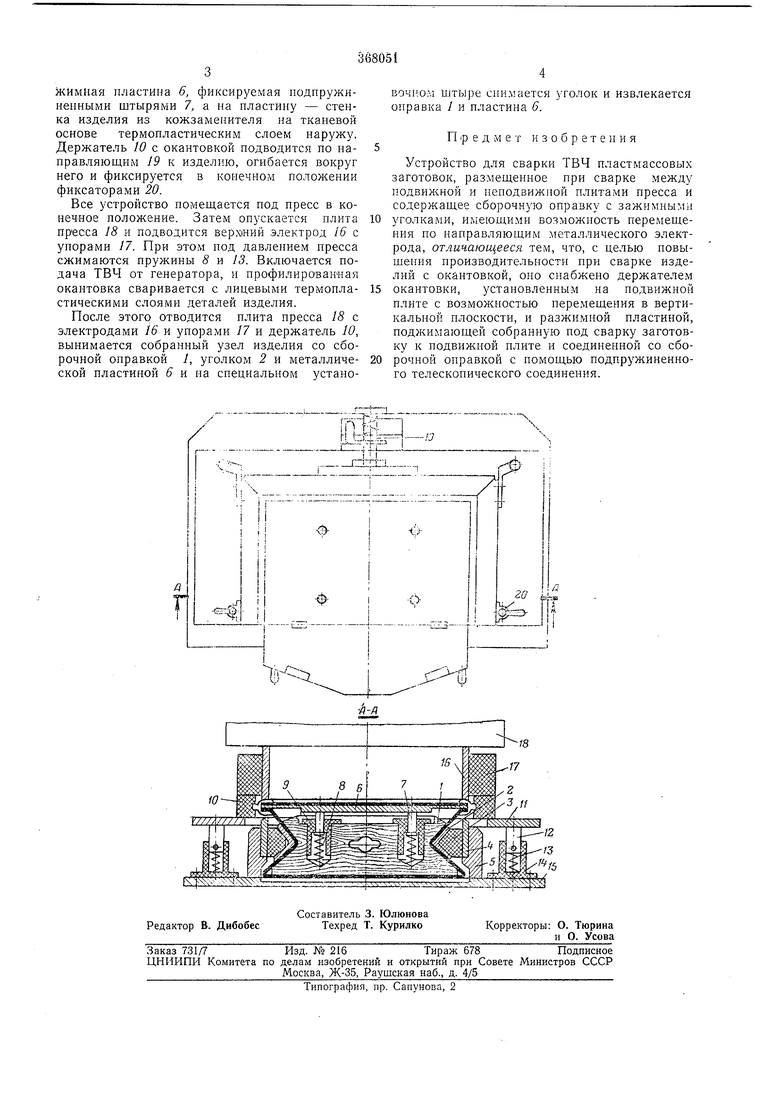
На чертеже изображено описываемое устройство, вид сверху, с разрезом по А-А.
Устройство содержит сборочную оправку / специального профиля, в которой по всему свариваемому ТВЧ контуру изделия выбран угол, в него вкладывается прижимной уголок 2, прижимающий клинчик к оправке; направляющие 3, прикрепленные вместе с нижним электродом 4 к кронщтейнам 5; разжимную пластину 6, установленную на направляющих
нижней плиты на щтырях 7, поджимаемых вмонтированными в оправку пружинами 8. Штыри перемещаются во втулках 9. Шарнирный держатель 10 окантовки опирается на металлическую рамку //, смонтированную на щтырях 12, подл имаемых пружинами 13, которые размещены в изоляционных втулках 14 из фторопласта. Втулка 14 и кронщтейн 5 закреплены на плите 15, а верхний сборный
электрод 16 с упорами 17 - на плите пресса 18. Рамка // перемещается в исходное положение по направляющим 19 и фиксируется в конечном положении фиксатором 20. Устройство работает следующим образом.
Подготовленный корпус изделия с заваренными ТВЧ углами надевается на сборочную онравку, которая устанавливается на прикрепленном к столу щтыре и зажимается уголком 2. По концам оправка с уголком соединяются
фиксирующим устройством. Собранный таким образом узел вставляется по направляющим 3 в неподвижную оснастку.
При этом дерл атель 10 окантовки в расправленном состоянии отведен по направляющим 19 в заднее положение. Предварительно в держатель заправляют профилированную термопластическую окантовку, которую получают экструзионным способом на шнековом прессе из поливинилхлоридной массы. На
отогнутый край изделия накладывается разЖимиая пластина 6, фиксируемая подпружиненными штырями 7, а на пластину - стенка изделия из кожзаменителя на тканевой основе термопластическим слоем наружу. Держатель 10 с окантовкой подводится по направляющнм 19 к изделию, огибается вокруг него и фиксируется в конечном положении фиксаторами 20.
Все устройство помещается под пресс в конечное положение. Затем опускается плита пресса 18 и подводится верхиий электрод 16 с упорами 17. При этом под давлением пресса сжимаются пружины 8 и 13. Включается подача ТВЧ от генератора, и профилированная окаптовка сваривается с лицевыми термопластическими слоями .деталей изделия.
После этого отводится плита пресса 18 с электродами 16 и упорами 17 и держатель 10, вынимается собранный узел изделия со сборочной оправкой 1, уголком 2 и металлической пластиной 6 и на специальном устаноВОЧР:ОМ Штыре снимается уголок и извлекается оправка / и пластина 6.
П р е д м е т изобретения
Устройство для сварки ТВЧ пластмассовых заготовок, размещенное при сварке между подвижной и неподвижной плитами пресса и содержащее сборочную оправку с зажимными уголками, имеющими возможность перемещения по направляющим металлического электрода, отличающееся тем, что, с целью повышения производительности при сварке изделий с окантовкой, оно снабжено держателем окантовки, установленным на подвижной плите с возможностью перемещения в вертикальной плоскости, и разжимной пластиной, поджимающей собранную под сварку заготовку к подвижной плите и соединенной со сборочной оправкой с помощью подпружиненного телескопического соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изготовления кожгалантерейных изделий | 1971 |
|
SU479647A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| БИБЛИОТЕКА { | 1972 |
|
SU331867A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО НАВИТЫХ АСБЕСТОМЕТАЛЛИЧЕСКИХ ПРОКЛАДОК | 1972 |
|
SU332991A1 |
| Внутреннее формирующее устройство дляСВАРКи КОльцЕВыХ шВОВ | 1979 |
|
SU831471A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| Полуавтомат для сборки теплообменных аппаратов | 1985 |
|
SU1286388A1 |
| СТОЛ-КАНТОВАТЕЛЬ ДЛЯ СБОРОЧНО-СВАРОЧНЫХ Р.ЛБОТ | 1970 |
|
SU263784A1 |
| Способ сборки под сварку и сваркиНА уНиВЕРСАльНО-СбОРОчНОМ СВАРОчНОМпРиСпОСОблЕНии Об'ЕМНыХ KAPKACOB изэлЕМЕНТОВ пРОКАТНОгО пРОфиля | 1979 |
|
SU823048A1 |
