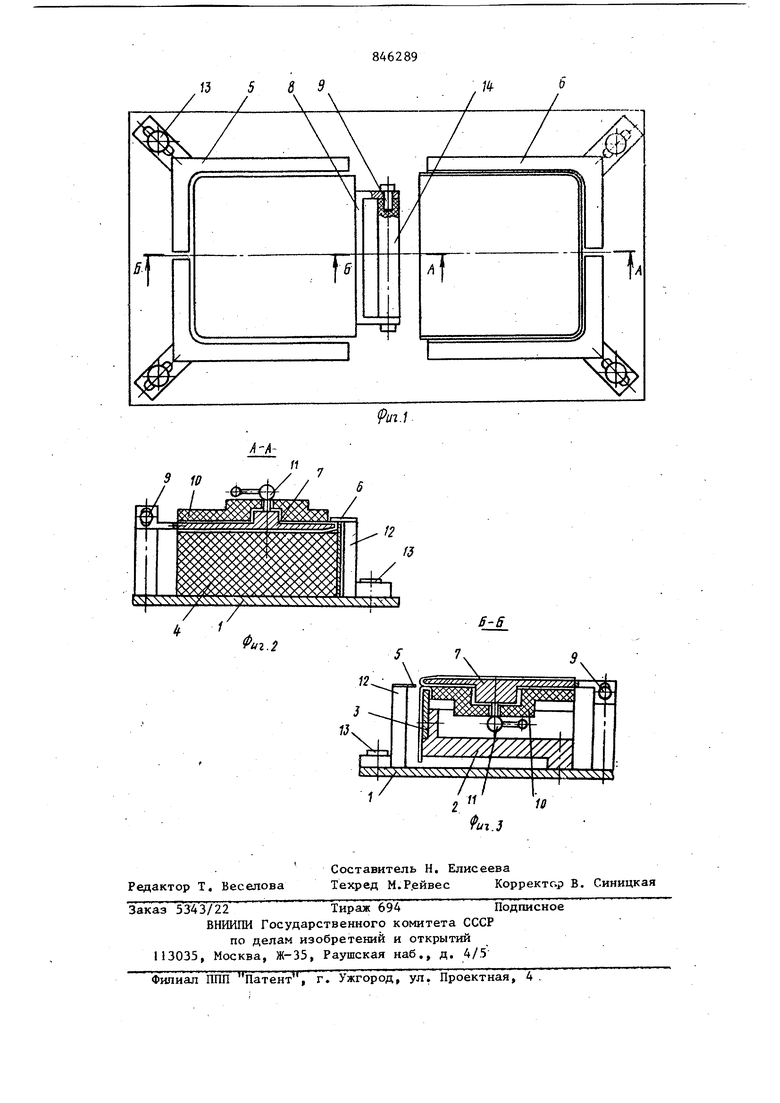
Изобретение относится к сварке пластмасс, а именно к устройствам для сварки ТВЧ деталей из полимерных материалов при изготовлении кожгалантерейного изделия. Известно устройство для изготовления кожгалантерейного изделия мето дом сварки токами высокой частоты, содержащее основание с закрепленными на нем нижним электродом и вертикальными колонками, подпружиненную относительно основания оправку со смонтированными на ней верхним и средним электродами и механизмом загибочных пластин, которая снабжена установленньп-ш на колонках втулками с пружинами Dl«. Недостатком устройства является его невысокая производительность, так как после сварки деталей изделия с изнаночной стороны требуется вывбрачивать его на лицевую сторону. Наиболее близким к предлагаемому является устройство для изготовления кожгалантерейного изделия методом сварки токами высокой частоты, содержащее основание с жестко закрепленшЛм на нем ннжним электродом, верхний электрод, шарнирно С)« нтированный нд основании, и подвижные пластнал для загибки краев заготовки боков Л стенки изделия . Недостаток известного устройства закаючается в том, что при сварке сварной шов получается на лицевой по верхности изделия, что ухудшает его внешний вид. Цель изобретения - повышение качества кожгалантерейного изделия за счет обеспече1Шя сварки заготовок с их изнаночной стороны. . Указанная цель достигается тем, что устройство для изготовления кожгалантерейного изделия методом сварки токами высокой частоты, содержащее основание с жестко закрепленным на нем нижним электродом, верхний электрод, шариирно смонтированный на основании, и подвижные пластины для загиб ки кр-аев заготовки боковой стенки изделия, снабжено также смонтированным на верхнем электроде прижимом для фик сации на нем заготовки торцовой стенки изделия и механизмом загибки краев заготовки торцовой стенки изделия на верхний электрод, выполненным в ви де закрепленной на основании матрицы с выемкой по контуру торцовой стенки изделия и загибочных пластин, подвижных и горизонтальной плоскости. Предлагаемое выполнение устройства обеспечивает сварку заготовок с их из наночной стороны без последующего выворачивания изделия. На фиг. изображено устройство, вид сверху; на фиг, 2 - разрез на фиг. 1 (операция заправки заготовки торцовой стенки изделия); на фиг. разрез Б-Б на фиг. 1 (операция сварки) . Устройство содержит основание 1, на котором жестко закреплена оправка 2 с нижним электродом 3, матрицу 4 с выемкой, соответствующей контуру торцовой стенки изделия, пластины 5 и 6 для загибки краев заготовок боковой и торцовой стенок изделия, соответственно. На основании I шарнирно смонтирован верхний электрод 7, имею щий возможность поворачиваться с помощью кронштейна 8 вокруг осей 9. Верхний электрод 7 снабжен прижимом 10 из изоляционного материала, которы с помощью эксцентрика I1 прижимается к верхнему электроду, фиксируя на не края заготовки торцовой стенки изделия. Загибные пластины закрепленына ползунах 12, которые имеют возможность двигаться по пазам на осях 13. Верхний электрод 7 закреплен на крон тейне 14, изготовленном из изоляцион ного материала. Устройство работает следующим образом. В исходном положении загибные пла тины 5 и 6 разведены в стороны, верх ний электрод 7 находится в нейтральном положении. На матрицу 4 укладывается заготовка торцовой стенки изделия. Верхний электрод 7 поворачивается вокруг осей 9 до упора в матрицу 4. Стенка вдавливается в имеющееся углубление и края стенки принимают вертикальное положение. Затем загибные пластины 6 сводятся, края заготовки торцовой стенки изделия загибаются внутрь и заясимаются с помощью прижима 10 и эксцентрика 11. Загибные апастины 6 отводятся в стороны. На оправке 2 и нижнем электроде 3 размещается заготовка боковой стенки (ботана) изделия, края которой загибаются с помощью загибных пластин 5 на электрод 3. Верхний электрод 7 поворачивается вокруг осей 9 до упора в нижний электрод 3. Края ботана, загнутые с помощью загибных пластин 5, захватываются прижимом 10 и заводятся внутрь нижнего электрода 3. Загибные пластины 5 отводятся в стороны, а верхний электрод 7 дожимается до полного упора в нижний электрод 3. Оснастка подается в зону сварки. После того, как сварка проведена, готовое изделие снимается с предварительным поворотом эксцентрика 11 И ЦИКЛ повторяется. Предлагаемое устройство обеспечивает изготовление кожггшантерейного изделия без сварных швов на его лицевой поверхности, что улучшает его внешний вид. Формула изобретения Устройство для изготовления кожгалантереи но го изделия методом сварки токами высокой частоты, содержащее основание с жестко закрепленным на нем нижним электродом, верхний электрод, шарнирно смонтированный на основании, и подвижные пластины для загибки .краев заготовки боковой стенки изделия, отличающееся тем, что, с целью повьш1ения качества кожгапантерейнрго изделия за счет обеспечения сварки заготовок с их изнаночной стороны, устройство снабжено смонтированным на верхнем электроде прижимом для фиксации на нем заготовки торцовой стенки изделия и механизмом загибки краев заготовки торцовой стенки изделия на верхний электрод, выполненным в виде закрепленной на основании матрицы с выемкой по контуру торцовой стенки изделия и загибочных пластин, подвижных в горизонтальной плоскости. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 612902, кл. В 29 С 27/04, 1977. 2.Авторское свидетельство СССР № 510375, кл. В 29 С 27/04, 1974 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки деталей токамиВыСОКОй чАСТОТы | 1979 |
|
SU806444A1 |
| Устройство для соединения деталей | 1977 |
|
SU612902A1 |
| Устройство для сварки деталейТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU810509A1 |
| Устройство для изготовления кожгалантерейного изделия методом сварки токами высокой частоты | 1983 |
|
SU1154103A1 |
| Устройство для сварки кожгалантерейного изделия токами высокой частоты | 1979 |
|
SU772880A1 |
| Устройство для загибки краев детали кожгалантерейного изделия с одновременной фиксацией загнутых краев токами высокой частоты | 1981 |
|
SU1002228A1 |
| Приспособление для изготовленияКОжгАлАНТЕРЕйНОгО издЕлия | 1979 |
|
SU802050A1 |
| Приспособление для изготовления кожгалантерейного изделия | 1975 |
|
SU561677A1 |
| Устройство для загибки краев деталей кожгалантерейных изделий | 1979 |
|
SU870353A1 |
| Устройство для контактной тепловой сварки полимерных материалов | 1990 |
|
SU1736731A1 |