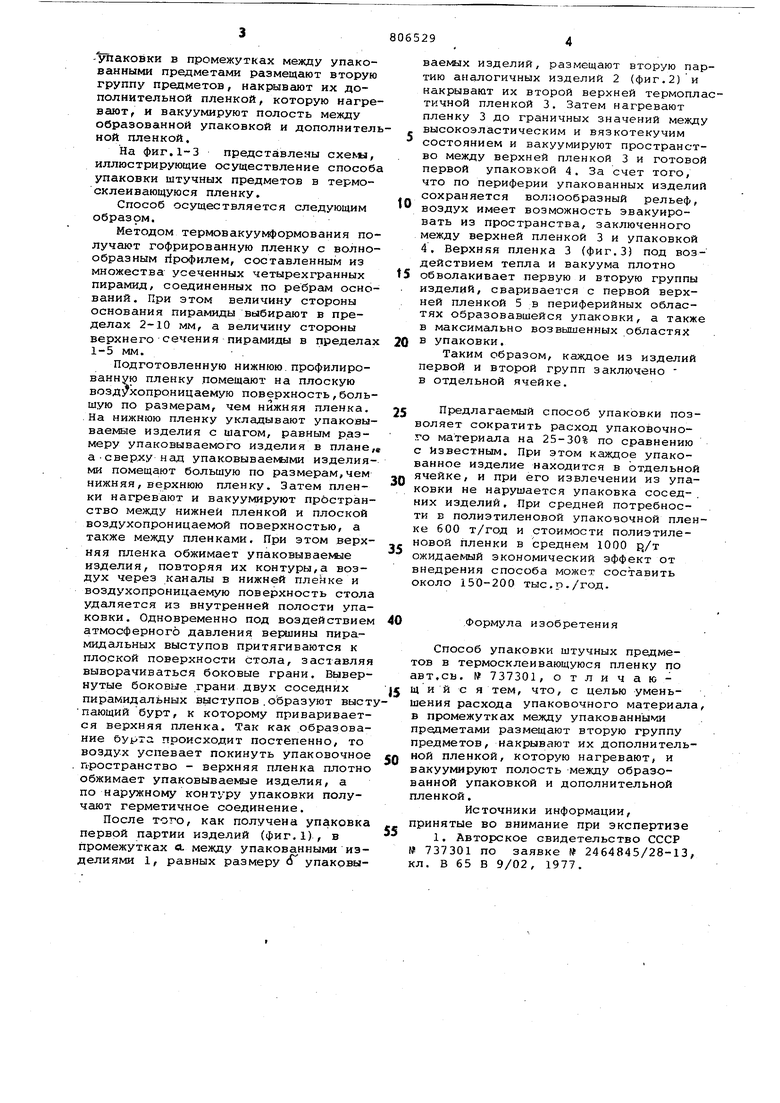
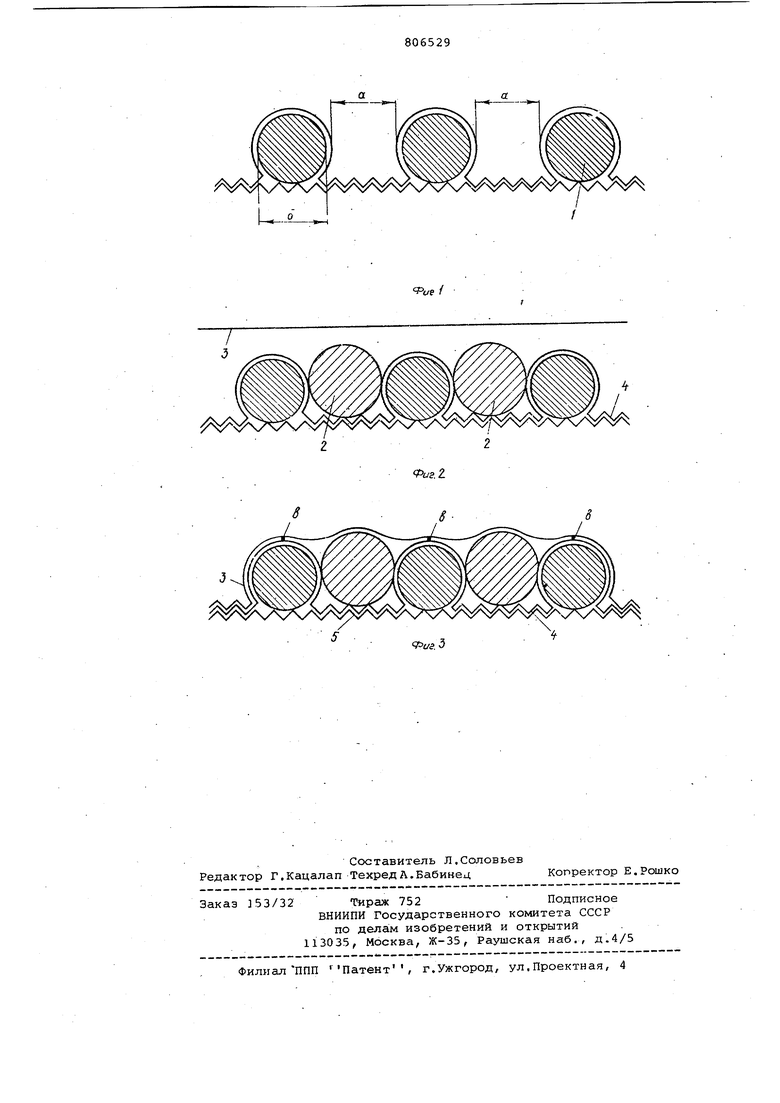
(54) СПОСОБ УПАКОВКИ ШТУЧНЫХ ПРЕДМЕТОВ В ТЕРМОСКЛЕИВАЮЩУЮСЯ ПЛЕНКУ -упаковки в промежутках между упакованными пред метами размещают вторую группу предметов, накрывают их дополнительной пленкой, которую нагре вают, и вакуумируют полость между образованной упаковкой и дополнител ной пленкой. На фиг.1-3 представлены схеьы, иллюстрирующие осуществление способ упаковки штучных предметов в термосклеивающуюся пленку. Способ осуществляется следующим образом. Методом термовакуумформования по лучают гофрированную пленку с волно образным йрофилем, составленным из множества усеченных четырехгранных пирамид, соединенных по ребрам осно ваний. При этом величину стороны основания пирамиды выбирают в пределах 2-10 мм, а величину стороны верхнего сечения пирамиды в предела 1-5 мм. Подготовленную нижнюю.профилированную пленку помещают на плоскую воздухопроницаемую поверхность,боль шую по размерам, чем нижняя пленка. На нижнюю пленку укладывают упаковываемые изделия с шагом, равным размеру упаковываемого изделия в плане а-сверху над упаковываел«ми изделия ми помещают большую по размерам,чем нижняя, верхнюю пленку. Затем пленки нагревают и вакуумируют пространство между нижней пленкой и плоской воздухопроницаемой поверхностью, а также между пленками. При этом верхняя пленка обжимает упаковываеглле изделия, повторяя их контуры,а воздух через каналы в нижней плейке и воздухопроницаемую поверхность стола удаляется из внутренней полости упаковки. Одновременно под воздействием атмосферного давления вершины пирамидальных выступов притягиваются к плоской поверхности стола, заставляя выворачиваться боковые грани. Вывернутые боковые грани двух соседних пирамидальных выступов.образуют выст пающий бурт, к которому приваривается верхняя пленка. Так как образование бурта происходит постепенно, то воздух успевает покинуть упаковочное пространство - верхняя пленка плотно обжимает упаковываемые изделия, а по наружному контуру упаковки получают герметичное соединение. После того, как получена упаковка первой партии изделий (фиг.1), в промежутках в- между упакованными изделиями 1, равных размеру упаковываемых изделий, размещают вторую партию аналогичных изделий 2 (фиг.2) и накрывают их второй верхней термопластичной пленкой 3. Затем нагревают пленку 3 до граничных значений между высокоэластическим и вязкотекучим состоянием и вакуумируют пространство между верхней пленкой 3 и готовой первой упаковкой 4. За счет того, что по периферии упакованных изделий сохраняется волнообразный рельеф, воздух имеет возможность эвакуировать из пространства, заключенного между верхней пленкой 3 и упаковкой 4. Верхняя пленка 3 (фиг.З) под воздействием тепла и вакуума плотно обволакивает первую и вторую группы изделий, сваривается с первой верхней пленкой 5 в периферийных областях образовавшейся упаковки, а также в максимально возвышенных областях в упаковки. Таким образом, каждое из изделий первой и второй групп заключено в отдельной ячейке. Предлагаемый способ упаковки позволяет сократить расход упакойочного материала на 25-30% по сравнению с известным. При этом каждое упакованное изделие находится в отдельной ячейке, и при его извлечении из упаковки не нарушается упаковка сосед- . них изделий. При средней потребности в полиэтиленовой упаковочной пленке 600 т/год и стоимости полиэтиленовой пленки в среднем 1000 р,/т ожидаемый экономический эффект от внедрения способа может составить около 150-200 тыс.р./год. Формула изобретения Способ упаковки штучных предметов в термосклеивающуюся пленку по авт.св. № 737301, отличающи и с я тем, что, с целью уменьшения расхода упаковочного материала, в промежутках между упакованными пред1метами размещают вторую группу предметов, накрывают их дополнительной пленкой, которую нагревают, и вакуумируют полость между образованной упаковкой и дополнительной пленкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 737301 по заявке 2464845/28-13, кл. В 65 В 9/02, 1977.
Aj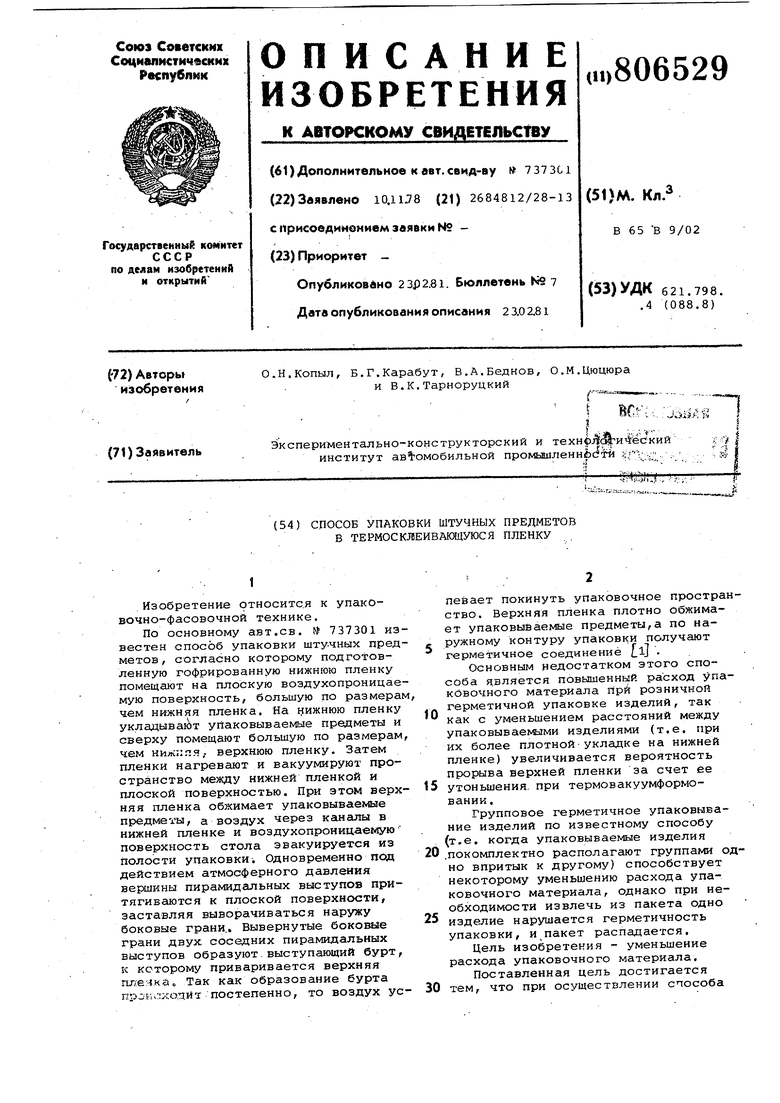
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки штучных предметов в термосклеивающуюся пленку | 1977 |
|
SU737301A1 |
| Способ вакуумной упаковки предметовВ ТЕРМОСКлЕиВАющуюСя плЕНКу | 1979 |
|
SU848394A1 |
| СПОСОБ ДОЗИРОВАННОГО УПАКОВЫВАНИЯ В ТЕРМОСКЛЕИВАЮЩУЮСЯ ПЛЕНКУ СЫПУЧИХ ВЕЩЕСТВ | 1991 |
|
RU2068802C1 |
| Вакуумный стол к машине для упаковки в пленку | 1978 |
|
SU749732A1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| АВТОМАТ ДЛЯ УПАКОВКИ И ИЗГОТОВЛЕНИЯ ПАКЕТОВ "МАЛЮТКА" | 2000 |
|
RU2200690C2 |
| ВАКУУМНЫЙ СТОЛ К УПАКОВОЧНОЙ МАШИНЕ | 1972 |
|
SU420502A1 |
| Способ упаковки штучных предметов | 1981 |
|
SU986826A1 |
| Способ упаковки изделий под вакуумом | 1982 |
|
SU1118586A1 |
| Способ упаковки групп предметов на подложках в термоусадочную пленку | 1982 |
|
SU1122561A1 |
. 5
