(54) УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
ленный между двумя основными пакетами 4.
Недостатком такой установки является низкий КПД, обусловленный невозможностью обеспечения высокой точности автоматического регулирования. Это связано с искажением формы сигнала обратной связи, завнсящей от точности расположения донолнительного магнитострикционного пакета, служащего для компенсации влияния электромагннтного поля, наведенного от основного пакета. Кроме того, наблюдаются снижение акустической мощности преобразователя за счет уменьшения площади основного пакета н малоэффективная работа акустической снстемы после установки дополнительного пакета из-за расхода мощности на получение сигнала обратной связи.
Низкая точность работы спстемы, а иногда и полный срыв ее работы, обусловленные искажением формы сигнала обратной связи, приводят к нестабильности параметров технологического процесса, что снижает качество обработки. На качество обработки отрицательно влияют резонансные свойства дополнительного магнитострикционного пакета, в больщинстве случаев отличающиеся от свойств акзстической системы (несоответствие амилит ды и фазы механических колебаний акустической системы и сигиала обратной связи).
Цель изобретения - повышение КПД установки и качества обработки.
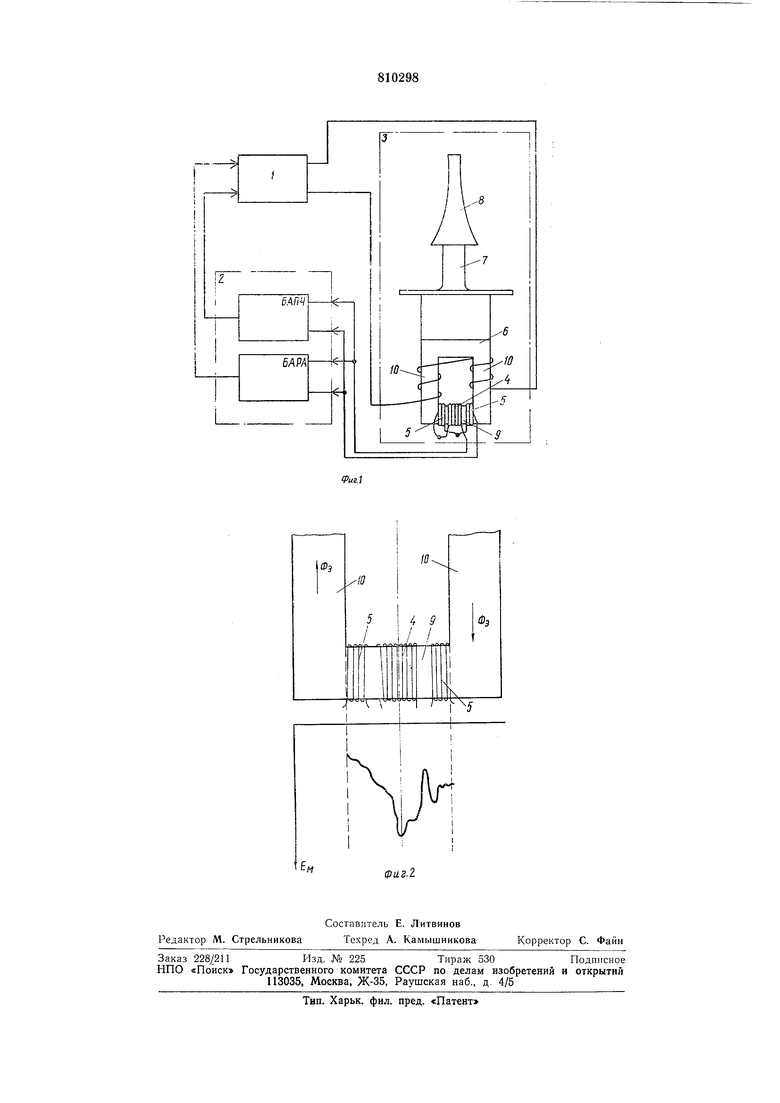
Для этого датчик обратной связи выполнен в виде двух обмоток, расположенных на накладке свободного конца магнитострикционного цреобразователя, при этом обе обмотки имеют одинаковое количество витков и включены встречно между собой. Для увеличения мощности сигнала обратной связи одна из обмоток расположена посередине накладки, а вторая состоит из двух секций с одинаковым количеством БИТКОВ, причем эти секции включены последовательно н согласно между собой и расположены по обе стороны от первой обмотки на максимальном от нее расстоянии. На фиг. 1 изображена принципиальная схема установки; на фиг. 2 - схема распределения механических амплитуд колебаний накладки магнитострикционного преобразователя и магнитного потока его иакета. Установка содержит ультразвуковой генератор / с блоком управления 2. К выходу генератора / подключена акустическая система 3, имеющая обмотки 4 н 5 на магнитострикционном преобразователе 6, волновод 7 и инструмент 8. Обмотки 4 и 5 включены встречно между собой и расположены на накладке 9 магнитострикционного преобразователя 6. Причем обмотка 4 находится посередине накладки 9, а обмотка 5 состоит из двух секций с одинаковым количеством витков. Эти секции включены
последовательно и согласно между собой и расположены на максимальном расстоянии от обмотки 4 по обе ее стороны. Преобразователь 6 имеет стержни W.
Установка работает следующим образом.
При включении ультразвукового генератора / электрический сигнал ультразвуковой частоты преобразуется в механические
колебания магиитострикционным преобразователем 6. Полученные колебания от пакета магнитострикционного преобразователя 6 посредством волновода 7 и инструмента 8 передаются в зону обработки. Вся акустическая система 3, состоящая из пакета магнитострикционного преобразователя 6, волновода 7 п инструмента 8, имеет резонансный характер и на частоте механического резонанса имеет наибольший КПД
преобразования электрических колебаний в механические.
В течение технологического процесса частота механического резонанса акустической системы 3 меняется вследствие дейстВИЯ различных дестабилизирующих факторов, таких, как повыщение температуры, износ инструмента, изменение реакции технологической нагрузки и т. д., что ведет к снижению КПД установки и дестабилизации параметров технологического процесса. В обмотках 4 и 5, расположенных на накладке 9 свободного конца магнитострикциоиного преобразователя 6, наводится ЭДС ЕЭ, обусловленная наличием магнитного
потока Фэ в сердечнике преобразователя, от сигнала ультразвукового генератора 1, ЭДС Ер потока рассеивания Фр, связанного с магнитным потоком Фэ ЭДС ЕМ обусловленная обратным магнитострикционным эфф,ектом.
Так как обмотки имеют одинаковое количество витков, ЭДС, наведенные в них от потока Фэ, равны по величине и при встречном включении обмоток взаимно уничтожаются. Потоки Фр, наводящие ЭДС Е„ в обмотках 4 и 5, имеют противоположные направления и практически равны нулю при симметричном расположении обмоток иа перемычке накладки.
ЭДС, обусловленные обратным магнитострикционным эффектом, противоположны по фазе при встречном включении обмоток, но различны по величине, так как величина деформации неравномерна в продольном
сечении перемычки (фиг. 2) из-за различий в магнитострикционных свойствах, геометрии перемычки и стержней и технологии их сборки.
Сигнал обратной связи, получаемый как
разность двух сигналов, имеющих частоту механических колебаний акустической системы и пропорциональных амплитуде ее механических колебаний, также пропорционален амплитуде механических колебаний
акустической системы и имеет ту же частоту. Этот сигнал подается на вход блока управления 2 ультразвуковым генератором /. Установка имеет высокий КПД, если частота ультразвукового генератора близка к частоте механического резонанса акустической системы.
Сигнал обратной связи имеет частоту, равную частоте механического резонанса акустической системы, и воздействует на ультразвуковой генератор / с номощью блока управления 2, имеющего блок автоматической подстройки частоты (БАПЧ), чтобы частота генератора была равна частоте механического резонанса акустической снстемы 3. В качестве БАПЧ может быть использован, например, фазовращатель, формирователь прямоугольных импульсов и т. д., если автоматическая подстройка частоты осуществляется путем синхронизации ультразвукового генератора, или преобразователь частоты (фазы) в напряжение, если подстройка частоты осуществляется по принципу фазовой автоподстройки.
В блоке управления 2 имеется также блок автоматической рег лировки амплитуды (БАРА), служащий для автоматического регулирования амплитуды механических колебаний преобразователя (как одного из главных параметров технологического процесса) в зависимости от изменения амплитуды сигнала обратной связи. Этот блок работает так, что, например, при уменьшении амплитуды механических колебаний инструмента сигнал с него увеличивает выходную мощность с генератора, воздействуя на последний либо по цепи питания, либо по цепи возбуждения.
Таким образом, блок управления 2 ультразвукового генератора / осуществляет подстройку генератора как по частоте, так н по амплитуде механических колебаний в зависимости от частоты и амплитуды сигнала акустической обратной связи, получаемого с обмоток 4 н 5 и пропорционального механическим колебаниям акустической системы.
Предлагаемая установка обеспечивает высокий КПД за счет повыщения точности автоматического регулирования, определяемого пропорциональностью параметров сигнала обратной связи механическим параметрам акустической системы, повыщает качество обработки путем повыщения точности и надежности работы системы автоматического регулирования, определяемого пропорциональностью параметров сигнала обратной связи механическим параметрам акустической системы, являющимися параметрами технологического процесса. При этом расщиряется область применения установки в результате увеличения свободного рабочего пространства около инструмента, а также возможности смены инструмента без дополнительной настройки установки. Кроме того, уменьщаются затраты, связанные с изготовлением установки и настройкой датчика обратной связи.
Формула изобретения
1.Установка для ультразвуковой обработки, включающая ультразвуковой генератор с акустической системой на выходе, содержащей магнитострикционный преобразователь с датчиком обратной связи, соединенный через блок управления с генератором, отличающаяся тем, что, с целью
повышения КПД и качества обработки, датчик обратной связи выполнен в виде двух обмоток, расположенных на накладке свободного конца магнитострикцнонного преобразователя, при этом обе обмотки имеют
одинаковое количество витков и включены встречно между собой.
2.Установка по п. 1, отличающаяс я тем, что, с целью увеличения мощности сигнала обратной связи, одна из обмоток
датчика обратной связи расположена посередине накладки, а вторая состоит из двух секций с одинаковым количеством витков, причем эти секции включены последовательно и согласно между собой н расположены по обе стороны от первой обмотки на максимальном от нее расстоянии.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР N° 518238, кл. В 06 В 1/00, 1973.
2. Келлер О. К. и др. Ультразвуковая очистка. - Л., Мащиностроение, 1977, с. 180.
3. Авторское свидетельство СССР № 483148, кл. В 06 В 1/02, 1970.
4. Герщгал Д. А. н Фридман В. М. Ультразвуковая аппаратура. - М., Энергия, 1967, с. 146.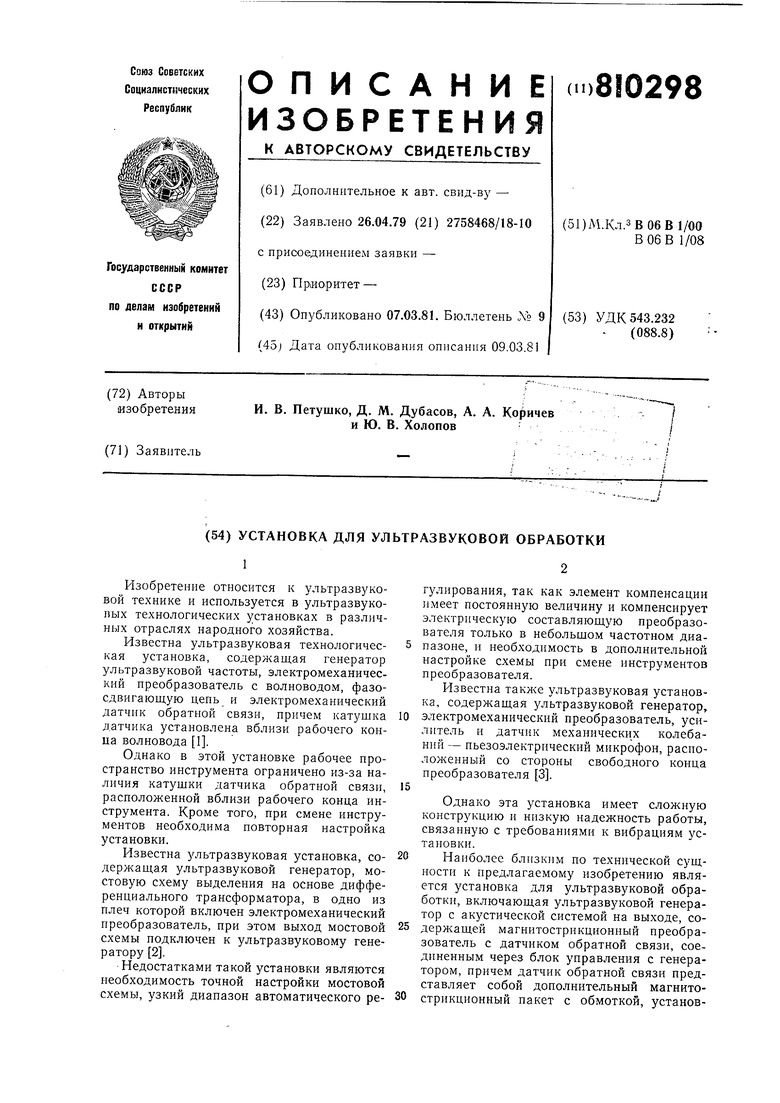
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковая технологическая установка | 1981 |
|
SU1041169A1 |
| Установка для ультразвуковой обработки материалов | 1980 |
|
SU950448A1 |
| Установка для ультразвуковой обрабо-Ки МАТЕРиАлОВ | 1979 |
|
SU845865A1 |
| Способ ультразвуковой обработки материалов и устройство для его осуществления | 1978 |
|
SU766790A1 |
| Ультразвуковая технологическая установка | 1981 |
|
SU1049120A1 |
| Магнитострикционный преобразователь | 1975 |
|
SU571309A1 |
| Ультразвуковое устройство | 1981 |
|
SU1026323A1 |
| Ультразвуковая технологическая установка | 1980 |
|
SU956049A1 |
| СПОСОБ АВТОРЕГУЛИРОВАНИЯ РАБОТЫ УЛЬТРАЗВУКОВОГО ТЕХНОЛОГИЧЕСКОГО УСТРОЙСТВА И УЛЬТРАЗВУКОВОЕ ТЕХНОЛОГИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2316804C2 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |